预分解窑SNCR脱硝系统技术改造的实践
2022-08-22周桂胜山东鲁碧建材有限公司山东济南271100
周桂胜(山东鲁碧建材有限公司,山东 济南 271100)
0 引言
随着我国十四五规划关于“推动绿色发展,促进人与自然和谐共生”主题的提出;加强污染防治和生态建设,持续改善环境质量已作为一项基本国策来具体实施。NOx作为空气污染物的主要成分之一,其排放标准也日趋严格,目前山东省内对于氮氧化物排放浓度的标准为100 mg/m3以内。
我公司4 800 t/d新型干法水泥熟料生产线采用近年来水泥行业应用最为广泛的选择性非催化还原(SNCR)脱硝系统。其原理是在无需催化剂作用的条件下,将氨基还原剂雾化后喷入温度在850~1 100℃的反应区间内,并与系统中氮氧化物发生还原反应;而影响脱硝反应效率的因素包括氨水用量及其雾化效果、反应区域的温度、粉尘浓度、滞留时间以及氨枪的位置布局等等。很多生产线也针对上述因素进行了诸多优化探索,包括降低烧成温度以降低热力型氮氧化物的生成;降低窑内过剩空气系数,甚至使窑内煅烧环境中形成弱还原气氛;应用新型低氮煤粉燃烧器以及分解炉分级燃烧技术等等。然而,这些措施虽然能够有效控制氮氧化物排放指标,但仍需较多氨水成本的投入,且有些措施会对回转窑熟料煅烧质量和系统耐材使用寿命产生负面影响,为此我厂对于氨枪位置布局进行了一次新的优化改造。
1 SNCR系统喷氨位置的探究与对比
1.1 喷枪布置位置探究
我公司目前采用氨水浓度为20%的SNCR脱硝系统;最初该系统的喷氨装置布置在预热器C3层分解炉中部区域,该处对于分配系统管路的压损较大,脱硝反应效率偏低且易出现氨逃逸等问题致使系统NOx排放指标不稳定的情况发生。
根据新型干法水泥煅烧系统的生产工艺特点,五级旋风筒是继分解炉后的热工设备,燃料在分解炉内充分燃烧、热量交换以及生料预分解反应后,废气及预分解后的生料才进入五级旋风筒,因此五级旋风筒内一氧化碳浓度较分解炉内要低,大大降低了一氧化碳对脱硝反应效率的影响。并且经五级旋风筒气固分离后的粉尘浓度降低约90%左右,而在C5旋风筒本体内的反应温度约为850~950℃之间;雾化后的氨水在其内部的停留时间能够满足SNCR脱硝反应要求,所以理论上来讲可作为SNCR脱硝系统喷氨的反应区域,这样既有利于SNCR系统脱硝反应效率的同时还大大提高了氨水利用率。
1.2 系统热工标定数据对比分析
为进一步优化各项经济指标,我公司于2021年5月15日~5月17日对山东鲁碧建材有限公司烧成系统进行热工标定,技术参数见表1。

表1 窑尾温度和压力分布部分数据
根据表1中数据分析可知,五级旋风筒出口温度区间在810~850℃之间,且该处风速较大,粉尘浓度较旋风筒本体要大,物料的吸附作用对NOx的还原反应有抑制影响,氨水混合停留时间较短,当氨水使用流量较大时氨逃逸现象明显,故脱硝效果并不理想;后结合CFD模拟见图1,初步制定了SNCR脱硝喷枪的位置方案并针对SNCR脱硝氨喷雾的精确位置进行了流场分析和探究。
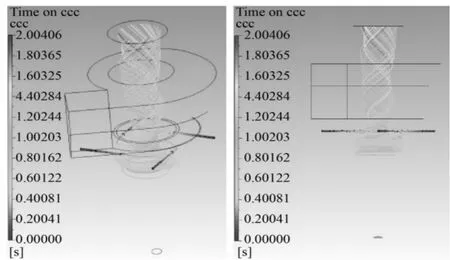
图1 C5旋风筒本体布置氨水喷枪流场情况
从C5旋风筒喷淋的氨水流场可以看出,氨水与烟气混合并呈旋流状态随之移动,且旋风筒本体的气流旋流强度较出口要高。这样既促进了氨水与烟气中NOx的混合程度,氨水在旋风筒内的滞留还原反应时间也得到了进一步的延长,进而提高了脱硝系统的反应效率。
2 改造方案
2.1 SNCR系统喷枪位置改造
根据我公司回转窑系统的实际生产情况,结合预热器脱硝反应的环境条件,在不改变原有C5上升烟道脱硝系统喷枪布局的基础上,重新增设氨枪敷设点,在紧贴C5旋风筒与锥体连接处上部共敷设6支脱硝喷枪,每列仍采用对称式的氨枪布局,氨水及雾化所需要的压缩空气均由原控制系统引出。改造前后对比如图2所示。为了使氨水在反应环境内分布更加均匀,调整氨枪伸入长度,喷头由直喷优化为垂直向下的环喷结构。

图2 改造前后效果图
2.2 C4下料管改造
根据原系统的运行状况,原C4下料管结构为连接在分解炉锥体以上,紧贴分解炉下部,生产运行中常因C4物料撒料不均、物料入分解炉速度过高致使物料在分解炉内悬浮分散不良,后经分解炉缩口冲入高温区冷凝成球造成提前结粒等问题,此类物料通常在回转窑内不易烧透且包裹着未燃尽的煤粉,破碎后多呈欠烧、包心等状态。针对此类问题,将原C4翻板阀及以下部分拆除,在C4锥体下部管道上加装分料阀,连接2个下料管道,管道直径900 mm不变,分料阀下分的两个管道上各安装有一个翻板阀用于锁风和排灰,各管道均连接到分解炉下部,其撒料箱位于改造后三次风管的上部0.5 m的截面处,物料通过撒料箱进入分解炉,并且将C4各撒料板改为可调式结构,可根据实际生产过程中物料的撒料情况来优化调整撒料板角度和伸入尺寸,既确保了料粉分散的均匀程度,还能起到平衡分解炉锥部的温度场的作用。使料粉均匀进入改造后的低氧还原区,利用生料中碱性氧化物的催化作用来还原系统内的NOx。
2.3 分解炉煤粉燃烧系统及三次风管进口改造
采用新型分煤器和四个贫氧燃烧器。将四支贫氧煤粉燃烧器安装在烟室膨胀节以上分解炉锥体底部位置,四支贫氧燃烧器在同一水平面内呈360°均布;煤粉经改造后的管道均匀的输送至四根贫氧燃烧器喷入分解炉中,经喷嘴高速喷入还原反应区域内部的煤粉呈径向分散,不仅加大了煤粉的分散程度和延长反应的时间,还保证煤粉在弱还原气氛中燃烧,利用此还原区域来自还原窑尾烟气中生成的氮氧化物。
另外为了确保低氧还原区的反应空间,对窑尾三次风闸板后部管道进行上移优化改造。根据我公司窑型设计的特点,将三次风闸板后部风管与分解炉接口整体上移2 m,使原连接分解炉锥部的管道改造至连接到分解炉下部、锥部以上的位置,风管仍保持原管径不变;调整三次风管入分解炉的连接角度,确保三次风能够沿分解炉内壁沿切向进入炉内,并与尾煤充分混合随气流回旋向上,配合在三次风管末端增设的管径1 m脱氮管联合使用,使燃料、高温气流合理匹配从而达到在窑尾系统内形成脱硝还原区域,进一步实现系统自脱硝、提高脱硝经济性的目的。
3 改造后系统运行效果及操作要求
首先通过对系统的热工标定监测得知,预热器系统中C5旋风筒的温度区间在850~900℃,雾化后的氨水在其内部停留时间约为1.00s以上,料粉浓度经旋风筒本体气料分离后仅为分解炉及C5旋风筒出口的1/10左右,且一氧化碳浓度较低。综上所述,C5旋风筒本体的温度环境、氨水的停留反应时间等影响因素均更有利于SNCR脱硝系统的反应条件,改造后系统热工制度和NOx排放量更加稳定,为进一步实现NOx超低排放工作奠定了基础。
其次通过多年的实际运行,本次SNCR脱硝系统喷氨位置改造至紧贴C5旋风筒与锥体连接处上部的实践证明NOx排放浓度在同等环保指标的控制条件下,氨水用量及氨水用量波动得到进一步降低,氨水的利用效率提升了近20%,平均每月可节约氨水用量约300t,大幅节约了脱硝运行的投入成本。
此外,众所周知的在熟料煅烧的过程中水泥回转窑内烧成带的温度高达1400℃左右,多通道煤粉燃烧器形成的火焰温度甚至高达1700℃以上。这种高温的环境下可以促使回转窑系统内N2和O2发生反应生成大量热力型NOx;熟料烧成系统中氮氧化物的几种形成机理及对NOx排放量的比例关系见图3。

图3 NOx的三种形成机理及NOx形成量趋势图
因此在中控操作过程中须注意工艺参数方面的精细化操作。优化多通道煤粉燃烧器各不同风道的用风比例,调整风煤混合效率来控制火焰形状和燃烧速度,通过调整出的理想火焰和合理的烧成区间有利于降低系统内NOx的形成。
通过我单位改造后近两年来的实际生产应用,SNCR脱硝系统在C5旋风筒锥体上部加装喷枪后,系统NOx排放指标在同等环保控制条件下,氨水使用量较改造前又降低了近30%左右,见表2。

表2 近年三年环保监测平均数据汇总
4 结语
氨水用量波动明显下降。可见本次技改的效果显著,在积极推进公司降本增效工作的同时,也响应了现阶段国家以及行业对于环保形势的要求。
