机械加工工艺对零件加工精度的影响刍议
2022-08-19郭在云
郭在云
(云南能源职业技术学院,云南 曲靖 655000)
在机械制造与加工业朝着信息化、精密化、智能化、自动化方向发展进程中,其在零件加工方面也面临着更高的精度要求。一旦机械加工工艺使用不当,就会导致零件加工精度下降,影响加工效益。因此,从机械加工工艺着手,探究提高零件加工精度的多元措施非常必要。
1 零件加工精度控制的重要性
零件加工精度特指加工作业结束时零件表面的实际位置、形状、尺寸等几何参数与设计图纸要求的理想几何参数相符程度。零件加工精度主要用于产品加工水平判定,可用公差等级横梁。作为机械构件的重要组成部分,零件的高精度生产制造始终是机械构件研制的难题。当前我国零件加工精度控制基础较为薄弱,加之零件结构复杂,对加工精度控制提出了更加严格的要求。而通过针对性零件加工精度控制,可以在降低零件加工制造成本的同时,提高加工效率,降低操作者劳动强度。同时通过有效抑制零件加工误差,可以促使零件合格率达到100%,推动整体生产效率成倍提升,带来更加可观的经济效益。进而夯实我国机械化制造加工基础,促使机械制造加工行业走在国际前列,为整个国家发展提供支持。
2 机械加工工艺对零件加工精度的影响
2.1 受力变形
在零件生产阶段,机械加工工艺系统极易因长时间、大功率做工而产生内部应力,发生系统加工位置、加工形状的异变,威胁整个机械加工系统的安全、平稳运行。机械加工工艺系统承受的力来自于内部多方作用力以及实际运行压力,内部多方作用力主要表现为机械加工工艺系统自身压力、加工零件施加压力、相邻部件之间摩擦力等,会直接导致内外应力差距悬殊,引发不可测机械变形;实际运行压力主要表现为刀具工作压力、夹具工作压力或其他工作压力,会直接导致构件相互对应位置异变或形状不正常变化。
2.2 内在干扰
机床误差是机械加工工艺内在对零件加工精度的主要影响模块,主要表现为主轴回转误差、导轨误差、传动链误差等,源于投入时安装偏差、安装工艺选择错误、刀具磨损等。在机床发生主轴回转误差时,可以直接影响零件加工过程精度;在机床发生导轨误差时,会直接导致集合系统受损,增加零件加工时标准误差出现概率;在机床发生传动链误差时,可促使零件加工输出时展露精度下降问题。除此之外,因实际机械加工时加工参数处于动态变化状态,根据生产产品的差异,加工参数也需要进行科学变更。而加工参数的调整受机械加工内在因素的直接影响,无法确保参数调整准确度达到100%,最终引发零件加工精度下降问题。
2.3 热变形
在机械加工工艺实施过程中,工件热变形、刀具热变、机床自身及结构热变形均会导致零件加工精度下降。其中工件热变形主要是在长零件机械高精度加工时期,因两端受热不均而引发的形状、尺寸不一致问题;刀具热变形主要是在零件机械切割加工阶段,因多次切割而产生摩擦热量,招致零件形状异变等精度受扰问题;机床自身及结构热变形主要是在机床运行期间各构件相互摩擦或碰撞产生额外热量,导致机床自身、局部甚至整体温度超出标准要求,同时伴随机床自身结构契合度受扰,间接干扰零件加工精度。比如,在高温环境中,机床局部结构紧密,而低温时结构出现微小缝隙,直接干扰加工零件精准度。
3 避免机械加工工艺影响零件加工精度的多元措施
3.1 减小受力变形
为降低零件机械加工阶段设备表面、零件之间的摩擦力,机械加工工艺人员应每间隔一定时期进行机械加工设备表面的打磨,控制零件机械加工误差,尽可能将零件机械加工误差报废率控制到0,推动零件机械加工经济效益向高水平发展。比如,在模具线切割加工工艺实施过程中,模具加工面拉应力时刻存在,若无法及时消除,则会增加零件变形风险。因此,机械加工工艺人员应贯彻低电流、低切割速度、小脉宽、低线速原则,进行模具表面喷丸、研磨、抛光操作,达到改善零件加工精度的目的。
有条件情况下,机械加工工艺人员应在科学规划工艺过程的基础上,从消除内应力着手,增设专门的热处理环节。同时聚焦于切削用量判定,根据切削用量与机床主运动、进给运动量以及零件加工效率、零件加工精度、刀具磨损量之间密切关系,以刚度许可标准为依据,进行切削速度、进给量、背吃刀量等用量的恰当选择。比如,对于粗加工工序,可以尽可能增加零件切削深度,减少走刀次数;而对于精加工工序,应尽可能控制切削深度以及切削速度,保证零件表面质量。
3.2 控制内在干扰
为降低机械加工内在干扰,机械加工工艺人员可以从减小机床误差、调整工艺系统、减小传动链传动误差、减小刀具磨损几个方面着手。
3.2.1 减小机床误差
为减小机床误差,机械加工工艺人员应从提升轴承回转精度着手,优选高精度滚动轴承、静压轴承以及多油锲动压轴承。同时通过提升箱体支撑孔与主轴轴径精度、与轴承相配合表面润滑系数,控制与轴承相配件对零件加工精度的影响。有条件的情况下,机械加工工艺人员可以相应件径向跳动范围为对象,进行科学测量、调节,达到补偿误差、抵消误差的目的。在调节相应件径向跳动范围的基础上,机械加工工艺人员可以对滚动轴承进行预紧处理,以便在消除间隙的同时,均化滚动体误差,为滚动轴承整体刚度提升提供依据。
为避免主轴回转精度反映到零件加工过程中,机械加工工艺人员应以机械加工设备出厂时期着手,对全部机械加工设备进行检查,预先了解并记录机械加工设备自身潜在误差问题。根据相关问题表现,更换为与零件高精度加工要求相符的机械加工设备。若相应机械加工设备已经投入生产,机械加工工艺人员可以根据零件高精度加工要求,对机械加工设备进行改造,比如,对于卧式锅炉,利用蛇形管形式代替传统受热面管束,发挥蛇形管机械弹力强的优势,提高机械振动打击清除灰尘效果,降低疲劳破坏问题出现概率。
3.2.2 调整工艺系统
恰当设置机械加工路线、工艺系统是优化零件加工环节、提高零件机械加工精度的关键。机械加工工艺人员可以从加工轨迹、进刀方式两个方面着手,进行调整。特别是在零件数据铣削加工时,机械加工工艺人员可以根据零件工艺性要求,选择恰当的进刀方式,确保工具切削加工效率、加工精度。比如,在铣削平面零件外轮廓环节,机械加工工艺人员应进行刀具切入路线与切出路线的安排,沿着刀具轮廓曲线延长线切入或切出,规避平面零件外轮廓铣削交接位置出现刀具痕迹。根据具体零件精度要求,机械加工工艺人员还需要进行顺序铣削、逆序铣削的选择。在确定测量顺序后,利用调整法或试切法,完成工艺系统调整作业。其中调整法主要是预先进行夹具、机床、刀具、工具相对位置调整,获得高精度零件机械加工尺寸,适用于多批次、大量生产模式;而是切法则是根据一定流程多次调整至所需零件加工尺寸。调整流程如下:
如图1所示,因试切法生产效率较低,多应用于单件、小批量零件加工。
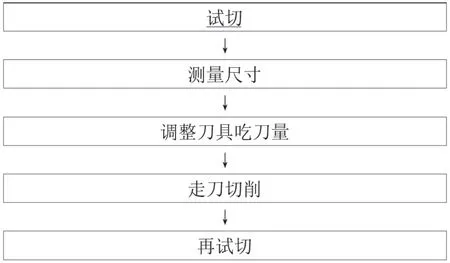
图1 试切法调整机械加工工艺系统流程
3.2.3 减小传动链传动误差
根据机械加工工艺传动链传动误差,机械加工工艺人员应采用降速传动的方式,梯度下降传动副速度,促使接近末端传动副传动速度、传动比均处于较小水平,保证末端件加工精度超出其他传动件。同时在保证加工效率的情况下,机械加工工艺人员可以通过降低传动件数量、缩短传动链的方式,提高传动精度,为零件机械加工精度提升提供支持。
3.2.4 减小刀具磨损
在数控加工中心进行零件机械加工时,因刀具需事先在刀库内储存,在启动加工开始工序后无法灵活更换,一旦刀具选择不当或安装错误,就会直接导致零件机械加工精度下降。因此,机械加工工艺人员应严格根据工艺要求,精选刀具材质,并优先安装刚性佳、调整便捷、精度高、耐用度高的刀具。同时每间隔一定时期利用专用切削油完成刀具的全面润滑,若刀具尺寸磨损进入急剧磨损阶段则应进行刀具的重新打磨,降低刀具磨损度,保证零件机械加工精度。
3.3 减小热变形
在零件机械加工过程中,加工温度对零件加工质量具有显著的影响,过度高温、低温均会干扰机械设备正常运行。加工温度不正常变化与零件加工阶段机械设备运行速度也具有一定关系。比如,在零件加工阶段机械设备运行速度较快时,机械加工设备与零件之间温度会上升,埋下零件形状异变、尺寸突变的隐患。此时,机械加工工艺人员应利用冷水降低温度的方式,减小热变形。特别是在零件打磨环节,呈高速旋转的砂轮与零件之间过度摩擦将生成大量热,砂轮与零件之间的温度会朝着高水平发展,一旦温度超出一定标准,零件形状会发生异变,此时,通过冷水促进砂轮温度下降就非常必要。
除了利用外部条件控制环境温度外,机械加工工艺人员还可以通过减少热源发热、隔离热源、均衡温度场、加速达到传热平衡等方式,减小零件机械加工热变形。由机床热变形机理可知,机床各传动件摩擦发热是机床内热源产生的主要原因。此时,机械加工工艺人员可以从辅助冷源控制着手,根据机床冷态精度水平要求,配备冷却系统,促使机床始终处于不发生温升的无温升或者温升较小的低温升状态。或者从辅助热源控制着手,借鉴国外小规模镗床HAUSE-223机床实施经验,改进旧机床,促使机床始终处于热平衡稳定的高温升状态。比如,对CG6125机床(如图2)进行改造,由计算机拟合实际测试数据确定机床代表点热稳定时间,进而将辅助热源开关控制装置投入断续加工过程,自动追踪温升值,在理想状态下,确定一个热源功率最佳切换时间,将代表点相对热位移平衡时间缩短到一定水平,促使相对热位移与时间曲线朝着水平方向延递,达到提前热稳定进而提高热态加工精度的目的。
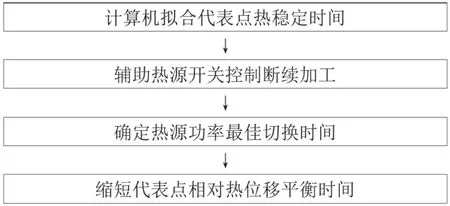
图2 CG6125机床改造流程
有条件的情况下,机械加工工艺人员可以进行机床结构的改善,降低热变形。即落实结构对称原则,保证箱体内齿轮、轴承等传动元件对称存在,进而促使齿轮、轴承等传动元件向箱体侧壁传递的热量均衡,引发的形状异变相近或相同,相互抵消。同时机械加工工艺人员可以采用受热均匀的热对称结构,配合小膨胀系数的材料应用,促使零件受热均匀,降低零件热变形。
4 结语
综上所述,控制零件加工精度,不仅是降低劳动强度、提高生产效率的需要,而且是提高经济效益与机械制造水平的需要,机械加工工艺对零件加工精度具有较大的影响。因此,零件加工者应根据零件加工精度要求,调整工艺系统,降低机床误差以及传动链传动误差,控制机械加工工艺系统受力变形、热变形、磨损变形,保证零件加工精度在公差范围内,且位置误差在尺寸公差内。
