基于S7-300的单交叉限幅比值控制在蓄热式氧化炉中的研究与实现
2022-08-16闫金银宁彦初
闫金银 宁彦初 王 琨 王 亮
(中国船舶重工集团公司第七一一研究所)
炼化生产过程中会产生较多的有机废气,按照国家环保排放要求,有机废气不能直接排入大气。 蓄热式氧化炉(Regenerative Thermal Oxidation,RTO) 是一项十分成熟的废气处理设备,通过将有机废气在蓄热体中预热并补燃少量燃料气, 使废气在760~870 ℃产生燃烧热解形成无毒的CO2和H2O,达到废气清洁排放目标。
RTO以其运行经济、去除效率高等优势在有机废气处理领域有着其他环保设备无法企及的效果。 RTO在实际运行过程中由于生产工艺废气VOCs浓度高且波动大,存在燃爆的可能性。 2015年3月, 江苏某化工企业RTO系统连续两次发生爆炸,经济损失达数百万元;2019年6月,安徽某化工企业RTO系统短时间两次发生爆炸,系统损毁严重;2020年8月,浙江某化工企业RTO装置废气管道爆裂,导致生产中断。 另外,当RTO在废气较大波动的工况长期控制在870 ℃的温度下将造成燃料气浪费,为了在安全的前提下节约燃料气用量,需根据废气VOCs浓度的变化自动调节炉膛温度设定值,当浓度低于环保排放要求时降低炉膛温度使炉膛温度处于备用状态,当浓度超过环保排放要求时快速提高炉膛温度至最佳燃烧值,以减少燃气用量。 但在炉膛温度设定值切换时,常规单回路或串级控制系统会产生较大干扰,调节不及时会出现冒黑烟现象。 同时,由于流量测量在阀门急转动作时会造成测量波动大,严重时会使温度控制崩溃产生超调风险,影响炉子运行安全。
笔者采用单交叉限幅比值控制方法对蓄热炉RTO的炉温进行控制, 在没有废气或低浓度时, 使RTO的炉温处于备用状态, 温度控制在800~820 ℃, 在废气浓度较高时使炉膛温度快速提高到870 ℃。在负荷提高时高选、负荷降低时低选,保证燃气与空气在安全的前提下达到最优燃烧效果并能够应对物料变化的扰动。 通过S7-300采用单交叉限幅比值控制方法进行实际应用。
1 系统模型与原理
单交叉限幅控制是在串级比值控制的基础上增加交叉限幅功能,以保持空燃比合理,使燃烧处于最佳状态。
单交叉限幅控制系统主要涉及通过燃烧过程中温度、空气流量、空气调节阀、燃料气流量、燃料气调节阀及空燃比系数等参数, 实现在高、低负荷变化时自动调节燃料气调节阀与空气调节阀开度,实现燃烧优化与安全。 其控制模型如图1所示。
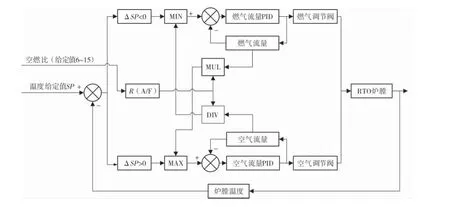
图1 串级单交叉限幅比值控制模型
RTO炉膛温度负荷变化时, 根据ΔSP的大小实现高、低选回路的选择,即有:
其中,SPT为炉膛当前炉膛温度设定值;PVT为当前炉膛温度测量值。
当时ΔSP>0,炉膛温度进入提负荷工况,温度PID回路先进入空气流量的串级回路,此时,空气流量设定值SPA的计算式为:

其中,SPT′为负荷变动前炉膛温度设定值,α为温度与消耗空气的比例系数;PVF为燃料气流量测量值;R为空气与燃料气的配比。
空气流量PID回路将接收负荷提高带来的空气量提高值与当前燃料气流量乘以空燃比,计算出消耗空气量中的较大值作为其新的设定值。
反之,当ΔSP<0时,炉膛温度进入降负荷工况时,燃料气流量设定值SPF的计算式为:

其中,β为温度与消耗燃气的比例系数;PVA为空气流量测量值。
燃气流量PID回路将接收负荷降低带来的燃气量减少值与当前空气流量除以空燃比,计算出配比的燃气量中的较小值作为其新的设定值。 由于空气流量与燃气流量测量一直处于变化过程中, 而炉膛温度作为主控变量控制负荷变化,所以此交叉控制回路一直处于动态高、低选状态。
2 系统设计与优化
在系统模型搭建过程中,需将本模型中的测量与控制进行拆解分析,大致分为仪表测量、PID控制设计、参数整定与优化。
2.1 仪表
炉膛温度控制涉及温度测量、流量测量及执行机构选型等。 对于温度测量,需在炉膛上安装热电偶测温元件,热电偶一般选用S型热电偶,根据IEC-60584标准,S型热电偶在高温870 ℃时的绝对允差温度为±1 ℃,这样的PID死区设定值在1 ℃及以上;燃气流量测量采用涡街流量计,其测量精度±1%,PID死区设定值在1%及以上;空气流量测量采用阿牛巴流量计, 测量精度为±1%及以上,PID死区设定值在1%及以上;考虑到燃气与空气调节阀执行机构动作存在精度问题,实际燃气与空气PID回路死区需考虑裕量。
2.2 PID控制设计
控制系统主要涉及温度与流量两种对象的测量,温度测量一般具有滞后特性,可以考虑PID控制或将采样周期设置为实际测量的平均温度滞后时间采用PI控制,本系统采用后者;流量测量一般影响时间较快,滞后时间较短,对于控制阀一般选用等百分比特性的流量特性,所以燃气与空气的流量调节采用PI控制。
参数整定与优化, 根据图2所示的S7-300内PID算法框图可知,其基本算法为:

图2 S7-300的PID算法框图

其中,LMN为PID算法输出操作值;Gain为PID算法比例增益;TI为PID算法积分响应时间;TD为PID算法微分响应时间;er(t)为设定值与测量值的误差。
可将测量值与设定值直接写入算法内进行PID运算,用测量值直接运算可方便PID算法在误差出现时快速进行响应。根据控制对象的不同,初步设计温度回路的PI参数为0.1和700 s,燃料气流量回路PI的参数为0.5和400 s,空气流量回路PI的参数为0.2和550 s;另外,将PID控制回路的采样时间设定为2 s,以减少温度测量滞后给控制回路调节输出动作的影响。
实际应用时, 考虑到测量元件出现故障的可能性,为了最大限度地保证控制安全性,本例中使用限幅控制,燃气流量与控制流量始终处于相互制约的状态,可最大限度地减少了燃气量突然过大发生爆燃的可能性。
3 系统设计与测试
3.1 硬件设计思路和编程方法
本项目选用的S7-300系列315F-2DP,是一款应用于故障安全情况下的CPU, 其位操作时间为0.05,其浮点数运算能力为0.45 μs,可胜任单交叉限幅控制回路计算。 考虑RTO在切换过程中的操作风险,选用故障安全型CPU能够有效应对PID计算与频繁切换过程带来的错误风险,并能够在异常情况实现安全停车。
单交叉限幅控制是一种相对较复杂的控制方法, 对于编程要求较高, 常规PLC使用的梯形图、语句表等需考虑较大切换与计算过程,对于初期编程与后期维护有较高要求。 连续功能图表(Continuous Function Chart,CFC) 作为专门针对复杂控制回路设计的编程语言,对于实现单交叉限幅控制非常适合,CFC通过绘制功能图表来自动生成程序,可以方便地修改与维护。
3.2 软件实现流程
根据上述分析过程,按照图3流程进行编写,并在Step7编程环境中编写CFC程序仿真测试(图4)。
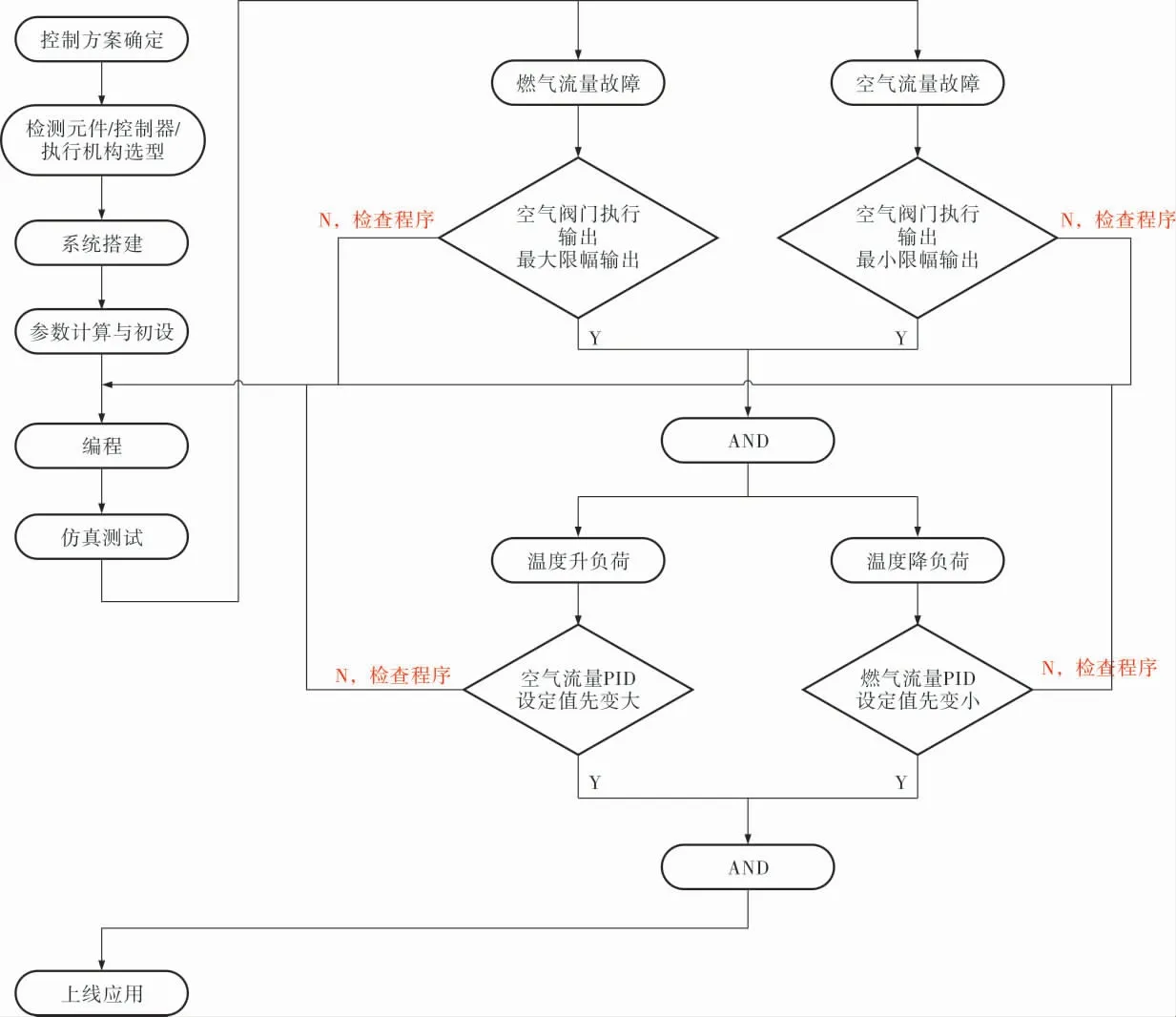
图3 单交叉限幅比值控制软件编写测试流程

图4 单交叉限幅比值控制CFC程序
4 工程应用
根据前期软件编写与仿真测试,将本方法在某工程项目中实际应用, 经过一段时间运行,目前温度控制稳定(图5),负荷升、降时能够对干扰有较好的抵抗力,并能克服短期流量测量误差与故障,实现稳定安全运行,达到了预期效果。

图5 某项目单交叉限幅比值控制运行截图
5 结束语
单交叉限幅控制的优点是在负荷变化时能够有效克服其带来的较大幅度干扰, 在升负荷(升温)时,空气先行,燃料跟随;降负荷(降温)时,燃料先行,空气跟随,防止冒黑烟污染环境,不仅在稳态时能保持空燃比合理,而且动态时也能保持空燃比合理, 防止出现不必要的安全影响,在“双碳”大环境下能够对节能环保的控制有较好的促进作用。 交叉限幅控制实现了RTO炉燃烧过程的经济性和安全性要求,使RTO炉的燃烧控制水平大幅提高,对节约能源、减少污染和改善环境起到了积极的作用。
