百万机组二次风门延迟故障原因分析及对策
2022-08-12韩鹏
韩 鹏
(国能(连江)港电有限公司,福建福州 350512)
0 引言
国能(连江)港电有限公司1 号锅炉为东方锅炉厂生产,配套二次风挡板门共计20 套,挡板门本体部分由兰州长信生产,电动执行机构为德国EMG 生产,执行机构与风门的连接由东方锅炉厂负责设计供货,现场进行施工。
2021 年10 月,二次风挡板门调试过程中发现所有二次风挡板门均存在10%~20%不等的空行程问题,无法满足机组自动控制的要求。
1 二次风挡板门空行程现象
1.1 现场调试情况
通过对现场二次风挡板门的多少试验,20 套二次风挡板门的现场基本一致,具体表现有3 个:
(1)从0%位置开启的过程中,二次风挡板门驱动轴有肉眼可见的变形偏移,当执行机构指示到达一定开度(约15%)时,驱动轴才开始转动,带动挡板门其他叶片旋转。
(2)从100%位置关闭的过程中,存在同样的驱动轴变形,驱动轴方向与开启时变形方向相反。
(3)二次风挡板门在越过空行程后连续不改变方向,后续不存在空行程;但是在任何位置只要改变开关方向,均在初始动作时存在空行程情况。
1.2 现场处理情况
由于二次风挡板门到货时间较长,外观存在一定的生锈,故先考虑力矩过大因素。选取A 层左侧的二次风挡板门进行除锈清理。
解体二次风挡板门连杆,对轴承进行清理,清理后7 个叶片轴均可以单人进行转动。清理后进行组合调试,空行程范围有一定缩小(约11%),但是上述现象依然存在。
根据厂家分析,对转轴的刚性进行加固,主要是采用增加轴套支撑的方式(图1)。面板和槽钢为加固件。对B 层右侧风门进行加固后,试验过程中驱动轴无变形,但是执行机构底座出现变形。
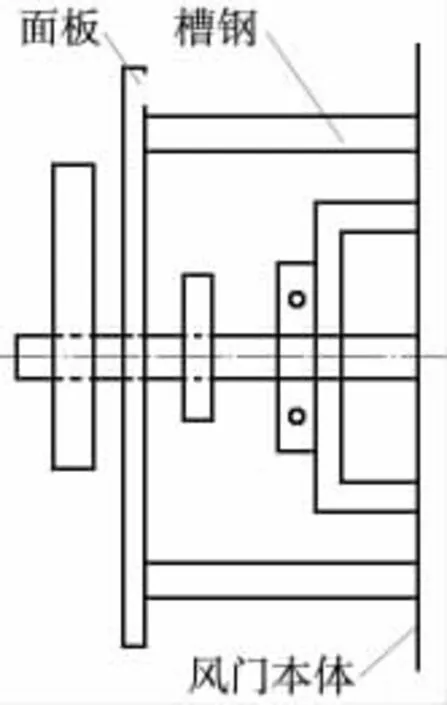
图1 风门驱动轴加固结构
2 二次风挡板门空行程原因分析
在多次试验中观察,二次风挡板门在动作初期,受到一个与有效力矩不平行的力。动作时驱动轴发生变形,受力与有效力矩平行后,二次风挡板门驱动轴才开始转动,带动其他叶片动作。
从现象及后续处理情况来看,轴变形发生在驱动轴上,驱动轴转动后,其他连接的叶片轴均可以正常转动,所以如果卡涩导致力矩过高的话,那么主要卡涩点应该在驱动轴上。由处理情况来看,各叶片轴处理自由转动后,现象依然存在,说明卡涩对轴变形有一定的影响,但是不是造成空行程的主要因素。
2.1 受力分析
二次风挡板门共7 组叶片,每组叶片有2 段挡板,外部有轴承,内部具有3 个自润滑轴套,采用石墨盘根密封。驱动装置为电动执行机构,采用侧面布置,电动执行机构生根在二次风道壁上(图2)。
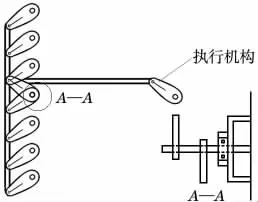
图2 二次风门结构
二次风门根据传动的形式,理论上(排除安装误差)作用于驱动轴的力F 可以分解为一个有效力F1和一个无效作用力F2(图3)。
在实际安装过程中,由于安装精度的因素,存在执行机构拐臂和驱动轴拐臂存在不平行的情况等,驱动转轴受到的力要比图3 复杂得多。
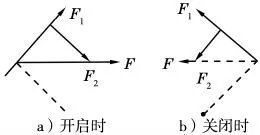
图3 驱动轴受力分解图
2.2 空行程原因
由于采用拐臂连接的方式传动力矩,连接轴两端的万向球轴承由于结构的因素,存在一定的空行程,这是不可避免的,但是这个空行程量比较小。
1 号锅炉二次风挡板在开关过程中明显存在驱动轴的变形或者执行机构底座的变形,所以本次二次风挡板门空行程的主要由驱动轴的变形或者执行机构底座的变形所导致。
2.3 驱动轴(执行机构)变形原因
通过现场的观察及对结构的深入分析,造成驱动轴变形的主要原因有以下3 个。
(1)如图3a)所示,驱动轴拐臂悬空轴过长,无支撑点,转轴的直径为50 mm,刚度严重不足。
(2)驱动轴拐臂与执行机构拐臂安装过程中存在轻微的不平行,在力的传递过程中存在偏转力。
(3)执行机构支撑点在风道壁上,风道壁厚8 mm 左右,支撑刚度严重不足。
通过调研,执行机构侧向布置的二次风挡板门基本采用气动执行机构,由于气动执行机构的直驱特性,其驱动轴上的受力情况相对简单,无此变形现象。
所以,驱动轴(执行机构)变形、存在空行程的主要原因是执行机构与风门的连接设计安装存在一定缺陷,导致存在无效的偏转力作用于驱动轴,再加上轴的刚度不足,从而导致变形,形成空行程。
3 二次风挡板门改造措施及方案
通过对现场试验情况及结构的分析,与二次风门生产厂家、国内其他电厂专业人员讨论,结合现场其他部位挡板门驱动方式布置情况,提出以下3 种改造方案。
3.1 方案1:电动头直接驱动方案
本方案主要特点是采用电动头直接驱动,不存在传动杆传动,驱动轴受到的力是直接的有效力,无无效力矩存在,且直接驱动方式无万向球轴承的存在,故结构上的空行程基本不存在(图4)。
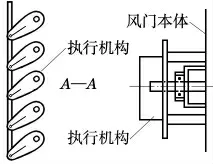
图4 电动头直接驱动结构
改造内容:按图1 的机构进行驱动轴的加固,在加固板上设置安装执行机构的固定位置,执行机构采用侧装方式,加工与执行机构配套的花键轴套,一端与执行机构输出轴连接,一端与驱动轴连接,安装过程必须保证执行机构输出轴与驱动轴同心度。
本方案的缺点是现场需要重新采购执行机构,执行机构布线需要重新布置,安装时必须保证同心度。
本方案是解决二次风挡板门空行程的性能最优方案。现场引风机、送风机、一次风机等大型风门均采用本方案连接方式。风门厂家(兰州长信)其配套电动头出厂的风门连接结构也是采用本方案。
3.2 方案2:双拐臂驱动方案
本方案的特点是采用双拐臂,双向受力,抵消无效力矩。本方案改造量最小,无需更换执行机构及位置,只需重新加工驱动拐臂和电动头输出拐臂,增加连接杆和球轴承即可(图5、图6)。
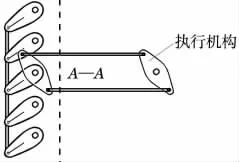
图5 双拐臂驱动方案结构
本方案结构虽然消除了理想状态下的无效力矩,但是依然无法消除安装过程中存在的偏差力矩。此方案的改造最少、成本最低,所以可以作为本次故障消除的最经济方案,但是无法保证效果。
本改造方案必须对电动执行机构的底座刚度进行加强,加强方案为从风门本体斜撑槽钢至电动头底板,对电动头底板进行加强(图7)。
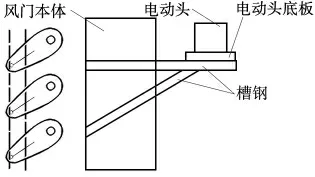
图7 电动头底板加固结构
3.3 方案3:垂直连接驱动方案
本方案特点是采用电动头上(下)布置于风门本体上,通过垂直向上(向下)拉动转动轴来实现驱动的方案,本方案可以改善执行机构刚度问题,但是对于传动轴的受力无改善作用,此方案也为常规挡板门的配置方案(图8)。
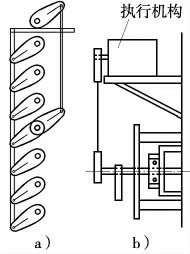
图8 垂直连接驱动方案结构
本方案的缺点是需要对执行机构进行移位,电缆需要从新布线,但是其无需进行执行机构更换。
4 改造方案对比
以上3 种改造方案各有利弊,在改造工作量、性能、投资、改善情况等方面进行对比(表1)。
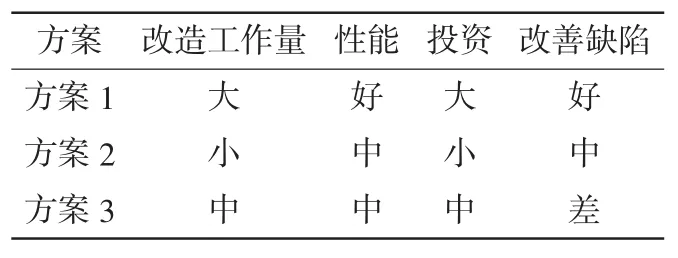
表1 3 种方案的对比情况
通过对3 种方案的对比,结合现场实际情况及工期进度要求,建议可以1 号锅炉优先考虑对现场进行方案2 改造,根据结果再考虑下一步方案,而2 号锅炉采用方案1 进行优化。
