裂解炉风机故障分析及改造
2022-08-12常建朝
常建朝
(福建古雷石化有限公司化工一部,福建漳州 529600)
0 引言
裂解炉风机是乙烯装置的关键设备,一般设置在裂解炉顶部的框架上,采用引风式,为裂解炉燃烧器提供充足的助燃空气。风机的运行状态关系到裂解炉的安全平稳运行,风机故障停机,裂解炉必须停车。某公司100 万吨/年乙烯装置扩能改造项目中,新增裂解炉风机初始运行1 个月便出现声音异常、振动值变大、频谱异常等故障信号,导致裂解炉被迫停车。
1 风机概况
该风机是上海某公司生产,结构为单吸入离心式,进气口水平、排气口垂直朝上。支撑方式为前后双支撑,前后端轴承均为SKF 1226M/C3。润滑方式为脂润滑,转速控制方式为变频电机调节,结构如图1 所示,设计参数见表1。
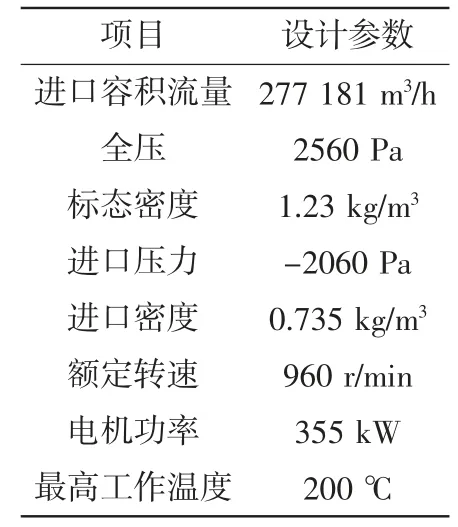
表1 风机设计参数
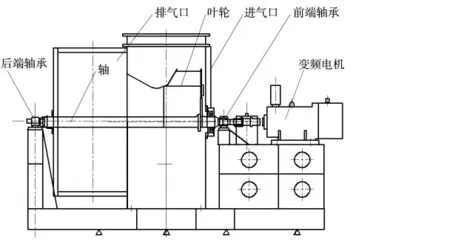
图1 风机结构
2 故障特征
风机连续运行时间28 d,后端出现异常持续噪声;前后端轴承箱振动值均增大,后端轴承垂直振动比故障前增加4 倍;后端温度也有所升高。检查轴承润滑情况良好。具体振动和温度测量数据(表2、图2)。
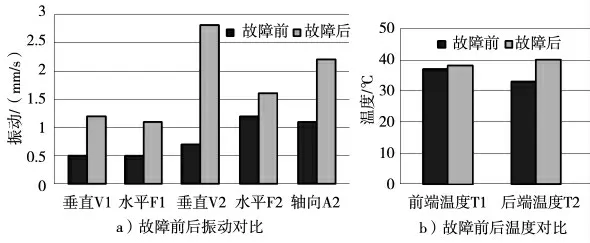
图2 风机故障前后对比
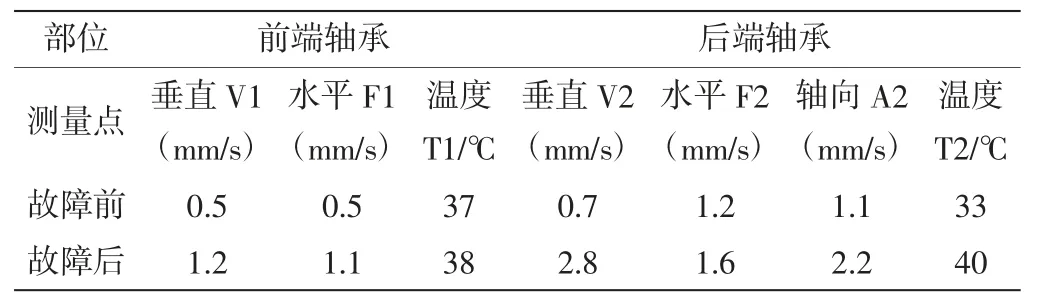
表2 故障前后状态数据
3 故障分析
3.1 轴承频谱分析
在出现故障特征后,采用频谱仪在后端轴承箱进行采样分析,分析结果见图3 频谱图,采样转速764 r/min。查阅SKF 轴承手册,1226M/C3 相关参数如下:
Number of Balls/Rollers n:21
Ball/Roller Diameter d:0.9375
Pitch Diameter of Races D:7.090
Contact Angle(Degrees)α:7.3
则图3 中12.74 Hz 为风机的转频。频谱图除了转频,还出现了111 Hz 的频率,并且出现了非常明显的系列谐波,且幅值超过了转频的幅值。该频率111 Hz 接近轴承外圈的故障特征频率BPO。估初步推断,该风机后端轴承外圈存在故障。
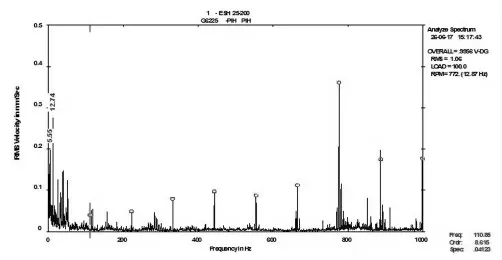
图3 风机后端轴承频谱
3.2 轴承拆解检查
从轴承拆解情况可见,后端外圈外侧滚道有连续剥落,内侧滚道有磨痕,但无麻点、无压痕、无剥落,手感光滑;一个滚珠有剥落情况,其余滚珠有压痕;内圈未见明显痕迹,一侧有滚动痕迹,且偏内圈中心位置。另外一侧滚道未见明显缺陷。
根据以上现象推断如下:
(1)该轴承连续运行1 个月,滚动体和轴承外圈有剥落情况,在润滑良好的情况,如此短时间的剥落一般由过载或轴承选型不当引起。
(2)内圈滚动痕迹明显偏向一侧,另外一侧滚道无明显痕迹,内圈单列滚子受力明显偏大,通常是轴向力偏大引起。

图4 轴承拆解
(3)轴承外圈的剥落也外侧一列的滚道上,而另一侧滚道上,除了磨痕,无可感知的缺陷。也可印证该轴承承受了较大的轴向力。
3.3 轴承寿命校核[1]
3.3.1 径向载荷计算
转子重量G=3000 kg,重心如图5 所示。
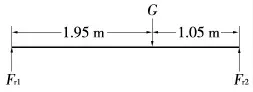
图5 径向载荷
后端径向载荷Fr1=10.29 kN,方向朝下。
前端径向载荷Fr2=19.11 kN,方向朝下。
3.3.2 轴向载荷计算[2]

负值方向朝向出口端(前端),其中D 是叶轮吸入口直径0.9 m,d 是叶轮轮毂直径0.2 m,P2是叶轮入口口压力-2060 Pa,P1是叶轮出口压力200 Pa,Qm是入口体积流量203 451 kg/h,V是入口流速127 m/s。
3.3.3 当量动载荷计算
查阅SKF 轴承手册得知e=0.19[3]。


其中,Y2查询SKF 轴承手册为5.1[3],因前后端轴承选型相同,Fr取径向载荷最大值19.11 kN。
3.3.4 轴承基本寿命核算

其中C 为基本额定动载荷,查询SKF 轴承手册C=127 kN[3];n 为转速,n=960 r/min;ε 为寿命指数,球轴承ε=3。
综上述,该风机轴承基本寿命只有480 h,严重低于3 年,该轴承选型不当。
3.4 轴膨胀量核算
根据上述分析,风机轴承承受较大的轴向载荷,现对风机在热态下的轴向膨胀量进行核算,以核实轴承是否存在附加轴向力。风机正常运行介质温度120 ℃,烧焦期间介质温度200 ℃,则风机轴的膨胀量:ΔL=βLΔT=6.6 mm。
其中β 为热膨胀系数,轴的材料为45#钢,则β=12.32E-6;L为轴的长度;ΔT 为温差变化,常温20 ℃到烧焦状态下,ΔT=200-20=180 ℃。
根据以上计算,轴在热态下的膨胀量达到6.6 mm,而该轴承无轴向游隙,这将使轴承承受很大的轴向力。
3.5 轴承故障原因
通过以上分析,轴承故障的原因是该轴承额定寿命仅为480 h,严重低于3 年的要求,且轴存在较大轴向膨胀,使轴承承受了额外的附件轴向载荷。最终导致该轴承过载,轴承滚道和滚动体表面剥落,而发生轴承损坏。
4 风机轴承改造
针对轴承故障原因的分析,对该风机轴承按以下方案进行改造:
(1)风机前端轴承改为SKF23026CC/W33,经计算该轴承满足3 年的额定寿命[1-3]。
(2)风机后端轴承改为C3026,该轴承允许的轴向位移可达16.5 mm[3],完全满足轴的膨胀量。
(3)将原轴承箱更换为与新轴承相匹配的轴承箱SN3026。
(4)原轴承箱中心高150 mm,新轴承箱中心高125 mm,增加24 mm 厚垫板焊接在旧轴承箱底座上,垫板表面加工,并与新轴承箱对应位置加工4-M24 螺纹孔,以便轴承箱与底座连接。
5 结语
通过采用频谱分析和轴承拆解检查,分析出风机轴承故障可能存在的原因。继而对轴承寿命进行核算、对轴的热膨胀量进行核算,证实了轴承故障的原因是选型错误和承受了额外的轴向载荷。为此提出了有针对性的改造方案,将原前后端轴承1226M/C3进行更换,前端采用SKF 23026CC/W33,后端采用C3026,并更换了与轴承相匹配的轴承座等部件。彻底解决了风机轴承振动问题,为乙烯装置裂解炉的平稳、安全运行提供了保障。
