移动床渗出器的优缺点和安全运行影响因素
2022-07-31王伟
王 伟
(中成进出口股份有限公司,北京 100011)
0 前言
甘蔗制糖采用压榨法提汁的历史悠久,但自19世纪60年代,甜菜制糖工业开始出现渗出法后,促进了甘蔗制糖提汁工艺的技术革新。经过数十年的研究、试验,完成了从间歇渗出法到连续渗出法的进步。目前,市场上比较常见的连续渗出器是以德国BMA公司为代表的固定床渗出器,和以比利时De Smet公司为代表的移动床渗出器。在甘蔗糖厂中采用渗出器的地区主要是非洲、亚洲南部、南美洲国家以及澳大利亚。表1是甘蔗糖厂渗出器应用统计情况。

表1 甘蔗糖厂渗出器应用统计
非洲及亚洲南部国家自20世纪60年代开始采用BMA、De Smet和法孚的渗出器。非洲国家因电力短缺以及甘蔗纤维分含量高等原因,最近新建糖厂中采用渗出器的比例达90%以上,以埃塞俄比亚采用的渗出器最多且规模最大,有9个糖厂采用了10台渗出器。其中,有8台渗出器容量为日榨甘蔗12000 t。这9个糖厂中有4个糖厂采用了BMA的渗出器,4个糖厂采用了De Smet的渗出器,1个糖厂采用了法孚的渗出器。在非洲国家中,渗出器在甘蔗糖厂的应用处于上升趋势。
在亚洲,印度和菲律宾是应用渗出器最多的国家,分别采用了9台和8台渗出器,占亚洲渗出器总数的63%,其他分布在泰国、越南、巴基斯坦等国家。南美洲采用渗出器的国家主要有巴西、玻利维亚、秘鲁、委内瑞拉等,其中,巴西应用最多,自1968年共有6个糖厂采用了渗出器。最近的渗出器应用实例为2012年玻利维亚新建日榨7700 t/d甘蔗糖厂。
渗出器最突出的优点是糖分抽出率高,节约电 耗,特别适合非洲、南美洲、印度等食糖量大又严重缺电的地区和国家。而且该地区的甘蔗纤维分含量比较高(14%~17%对蔗),可以产生大量的蔗渣作为燃料,既满足工厂自用电,又可以增加对外发电量,增加企业效益。因此,在有对外发电需求和甘蔗高纤维分含量的情况下,通常首选渗出器作为甘蔗提汁手段。
基于此,在笔者所参建的非洲某大型甘蔗糖厂的EPC工程中,采用了蔗丝渗出器作为提汁设备,并且选用了由De Smet公司提供技术、国内公司生产的移动床渗出器。通过参与项目的建设和运行,总结了移动床渗出器的优缺点和影响其安全运行的几个因素,供国内糖厂及国际工程项目拟采用渗出器的新建或改扩建项目借鉴和参考。
1 移动床渗出器简介
1.1 主体结构形式
该EPC工程为日榨12000 t/d甘蔗糖厂项目,甘蔗来源为人工收割的火烧甘蔗,入场后采用2座蔗刀机、1座重锤撕解机破碎成蔗丝,然后进入移动床渗出器进行连续渗出提汁。
渗出器从外观看来就是一个被支撑起来的大型钢结构箱体,从机械的角度看,渗出器就像一个大型的钢制带式输送机。渗出器本体可分为静止部件和运动部件,其中,静止部件主要有钢结构立柱、梁、集汁槽以及密封渗出器的钢板等,运动部件主要有链轮及驱动轴、铰接式滚轮链条、筛板支承梁、筛板、旋转卸料器、螺旋翻料器等。图1为移动床渗出器外部及内部结构,图2为移动床渗出器主体结构示意图。

图1 移动床渗出器外部及内部结构
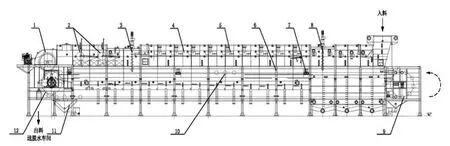
图2 移动床渗出器主体结构示意图
蔗丝被皮带输送机送到渗出器顶部后,通过耙齿式进料输送机均匀地分布在移动床上,当达到工艺要求的物料高度后,链轮带动链条以设定的速度向前运动,直至物料铺满整个输送带板(筛板)。在此过程中,输送带板与物料同步运动,相对静止。与此同时,热水及末端渗出汁逆物料方向隔级循环泵入渗出器进行渗透,当物料接近渗出器尾部,经2个压力水鼓施加压力将提汁后的蔗渣变成含水率80%左右,通过旋转卸料器布料至皮带机,输送至蔗渣脱水车间。
1.2 驱动控制系统
驱动系统的机械部分由3部分组成:①主驱动轴;②主轴两端的链轮,确保动力由主轴传送到主输送链条;③2套电机和减速机,可分别称为主驱动侧电机和次驱动侧电机,2台电机均由专属的变频驱动系统控制,对应的也称为主驱动侧变频驱动和次驱动侧变频驱动。2套变频驱动系统设置有联锁控制,即主驱动侧变频驱动系统接受DCS系统(运行、速度、连锁等)指令,控制主驱动侧电机和次驱动侧变频驱动系统的运行。主驱动侧变频驱动系统确保次驱动侧变频电机以正确的速度运行,并控制参数的应用,如扭矩等。整个控制系统的运行就像一个“黑匣子”,确保渗出器的运行不超过临界值,并且确保在驱动系统偏离允许运行条件时而不损坏渗出器。这样,在渗出器运行过程中,当出现对设备损坏的风险时,控制系统的指令将优先于DCS系统的指令,使设备停止运行。
操作人员可以在HMI屏上读取来自于变频驱动系统工作状态的信息和设置的数值。HMI屏也允许操作人员设置一些与正常使用渗出器有关的参数,但对DCS系统是只读界面。例如,从HMI屏幕设置的DCS警报和报警阈值以及将事件传达给DCS,以便操作人员判断并采取进一步措施。
2 移动床渗出器的应用效果
工厂的原料运输、辅助材料供应,以及大部分岗位工人由业主负责安排,由于缺乏糖厂管理经验和技术人才,导致甘蔗的收获和运输、辅助材料供应、人力资源、管理效率和能力方面都与制糖管理要求存在较大差距,致使生产运营一直不能够正常连续,实际生产远没有达到日榨12000 t/d的设计能力,也就是完全没有发挥出整体设备工艺的优势,导致渗出器也没有达到最佳效果。2018/19~2019/20近2个榨季运行指标统计见表2。

表2 工厂运行指标统计数据
尽管如此,渗出器重要工艺指标,如抽出率等仍高于97%。而且移动床渗出器在节电、运行维修成本、自动化等诸多方面的优势已经显现出来。
3 影响渗出器安全运行的几个因素
3.1 安装的影响
渗出工艺决定了渗出器设备较为庞大,该日榨12000 t甘蔗糖厂采用的渗出器长约62 m,宽约13 m,主体钢结构总重约1500 t,在额定运行工况下总重约3500 t。而移动床系统是渗出器机械部分的核心,所有的安装要求与调整均是要减少不必要的应力、扭矩和过多的磨损,以保证移动床的水平度为最终目的。一旦基础产生不均匀沉降或安装原因导致驱动轴、张紧轴,或移动床2条轨道水平度及高低差超限,渗出器控制系统会因扭矩过大而发出停止运行指令,也会因此减少渗出器的机械寿命。尤其是基础的影响,一旦设备安装和焊接完成,不均匀沉降超限,可用于调整的方法极其有限。根据厂家提供的资料,渗出器移动床范围内主体结构各独立基础的负荷最小40 t,最大166 t。面对如此大的单点荷载,要求施工单位要严格按照地勘和设计文件施工,保证基础的沉降在允许范围内。
根据移动床机械系统(图3),不均匀沉降分为3种情形:
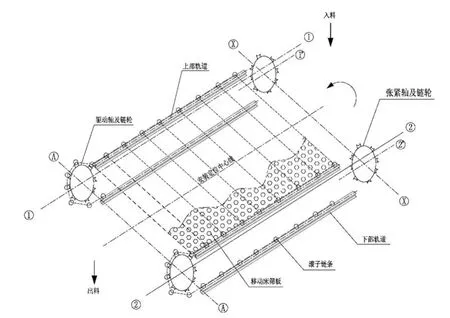
图3 移动床机械系统示意图
(1)A轴或X轴侧沉降;
(2)①轴或②轴侧沉降;
(3)以上2种情形同时发生。
通常要求A轴或X轴侧的沉降不得大于10 mm,而①轴或②轴侧的沉降不得大于5 mm,即对渗出器移动床两条轨道的高低差、驱动轴和张紧轴的水平度要求更为严格。
因此,为避免产生不均匀沉降,不建议采用独立基础,而采用基础连系梁,甚至是桩基础来控制基础沉降的风险。
3.2 设备的润滑
由于设备运行负荷大、温度高、湿度大,设备的润滑显得尤为重要。根据渗出器维护手册,移动床主体机械部件的润滑油加注频率见表3。
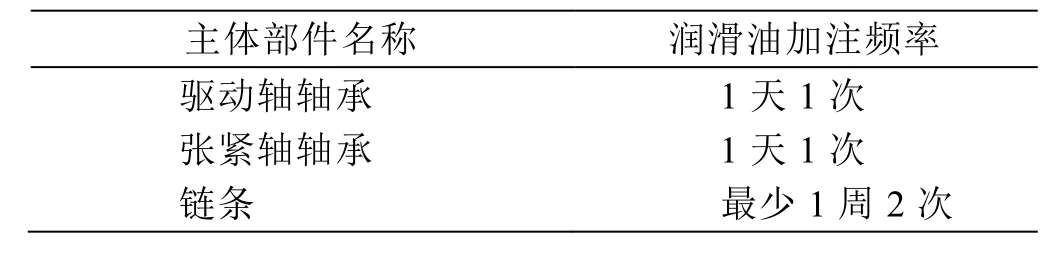
表3 移动床主体部件润滑油加注频率
由表3可见,渗出器对设备润滑的要求较高。驱动轴、张紧轴的润滑由油脂自动加注机定时加注,需要注意的是链条上的拖轮润滑,该拖轮承受重量大,数量多,且需要人工加注。一旦缺少润滑脂,会明显增大摩擦力,严重时会发生“拉爬犁”现象。设备运行阻力增大,最直接的反馈就是驱动电机扭矩增大,控制系统会根据设置的阈值发出警报,甚至停止渗出器的运行。因此,在设备运行过程中,应重视加注润滑油脂工作。
3.3 原料甘蔗质量的影响
该项目业主方采用火烧甘蔗、人工砍蔗、抓蔗机装车的收蔗方式,此种收蔗方式最大的缺点就是抓蔗机无法对甘蔗进行初步筛选,甘蔗中易夹带泥土、石块,尤其是在下雨后。如果所夹带泥沙过多,在喂蔗台上方设置的喷水系统无法将泥沙量降至设计值以下,从而随蔗丝进入渗出器。混入的泥浆附在渗出器蔗料的层间,阻碍渗出汁滤流通道,甚至直接堵塞底部筛板,导致渗出器内的料床层无法渗滤而积水,严重时蔗料层会浮起来顶到压力水鼓。现阶段业主方并不具备改变收蔗方式的条件,因此在原有水洗系统基础上增设喷水管道,同时加大水量和水压,对进厂的甘蔗进行多梯度、多角度喷射冲洗后可以取得良好的效果;在渗出器中部增加一列螺旋翻料器也是一个可选择的方法。
同时,业主对运蔗组织欠佳,在田间堆放时间经常超过36 h。此时,甘蔗还原糖分和非糖分偏高,甘蔗纤维吸收渗出水分的性能差。大量失去吸收萃取能力的甘蔗丝漂浮在渗出器料床层的上表面,循环汁也无法正常渗滤到底部的接汁盆进行循环渗浸。此种情况下的工艺指标严重下降,如末压汁锤度常居高不下,保持在4~5°Bx左右,蔗渣转光度在3~5之间,由此可见,渗出器的效能已大量丧失。
国内的甘蔗糖厂对原料蔗质量控制较好,基本不会夹带泥沙和在田间停留超24 h。但是在国外,尤其是非洲国家,如国内企业参与采用渗出器的甘蔗糖厂的EPC工程或运行,应注意严格控制原料甘蔗的含泥量以及加强入厂甘蔗的水洗功能。
3.4 甘蔗破碎度的影响
甘蔗破碎度大小和破碎形态是影响甘蔗渗出效应的主要因素之一,它决定了渗出器的蔗料填充密度和液体通过蔗料的流动分布状况[1]。破碎度高有利于糖分渗出,但是太细的甘蔗丝容易使蔗料层板结,阻塞渗滤通道,导致蔗料层积水,影响渗出器的正常运行。因此需要控制破碎度在合适的数值,一般要求90%以上,但对于含泥沙量大的甘蔗,可适当降低破碎度。
应业主要求,该糖厂采用2台蔗刀机、1台撕解机对原料蔗进行破碎,其中撕解机锤头设计宽90 mm,高85 mm。在生产中,原计划撕解机开口为10 mm,但此时蔗丝过细,含细微颗粒较多,渗滤效果差并导致积水。当把撕解机开口增大到30~40 mm后,甘蔗破碎度基本可以满足渗出工艺的要求。因此,根据所采用的锤头尺寸不同,撕解机的开口尺寸需要根据实际情况在生产中调整,以便达到满足渗出工艺要求的破碎度。
3.5 其他工艺指标的影响
为得到合格渗出汁,几个关键的工艺指标,如渗出温度、渗出时间、蔗层高度、渗透水量、pH值[2]等需要尽量按照渗出器技术规范的要求进行控制,并根据甘蔗质量、产能波动、化辅料成分等的变化进行动态调整,以适合本厂的特定工艺条件。
4 移动床渗出器的优缺点
与传统压榨法采用压榨机比较,渗出器的优缺点[3-4]如下:
4.1 渗出器的优点
4.1.1 糖分抽出率高
压榨法的糖分抽出率一般都低于96.5%,而且是甘蔗纤维分比较低的情况,而实践证明,采用渗出法的糖厂即使在甘蔗纤维分很高的情况下,其抽出率也均高于97%。也就是在同等纤维分含量的条件下,渗出法的糖分抽出率比压榨法高1%~2%。
4.1.2 设备节电优势明显
本项目物料处理能力500 t/h的渗出器本体及附属设备装机容量约2400 kW,后续脱水榨机和中间耙齿机的装机容量约3300 kW,二者合计约5700 kW。传统压榨法通常需要5~6座压榨机,一列处理能力500 t/h榨机(含全部附属设备)装机容量约9000~10500 kW。以一列5座榨机为例,按电机效率同为85%进行估算,压榨法提汁工序耗电为9000 kW×85%×1 h=7650 kW·h,而渗出法每小时耗电为5700kW×85%×1h=4845 kW·h,其耗电为压榨法的63.3%。即在同等生产规模和运行条件下,采用渗出法比压榨法节约36.7%的电费支出。对于像非洲这种严重缺电的国家,糖厂都承载对外发电的需求,所以他们的自备电站称作“联合电站”,渗出法节省的耗电量可有效增加对外发电量。如果当地货币以人民币计算,比如电费按工业电价基费0.2元/kW·h,当地工厂按每年运行240天计,渗出法比压榨法至少节约电费323万元,经济效果显著。 4.1.3 操作与维护成本低
压榨机是采用高压摩擦挤压甘蔗丝,压榨辊和底梳都会磨损,需定期加焊或更换。而渗出器是采用加热及渗透水方式渗出,只用2台压榨机以脱水为目的,操作管理简单,一旦运行稳定则无需专人管理,每班操作者仅需2人,比压榨法省人省工。而且渗出器比压榨机更能应对较大的生产能力波动,可以通过改变蔗层的厚度及移动床速度来调节生产能力。
在停产期间,压榨法的维修技术条件要求较高,耗时也比较长,需要更换大量备件,费用大约相当于整体维修费的25%~30%。而渗出器在每个榨季结束后只需要进行清洁和检查,避免设备过早腐蚀,确保运动部件间的公差符合要求,仅需更换破损的部件,如筛板、轨道上的耐磨板等,每年维修量较小。实践证明,压榨法的维修费用比渗出法多70%~80%。
4.1.4 初期投资具有竞争优势
虽然本项目的渗出器是由De Smet和国内专业糖机设备制造厂合作生产,仍有部分关键部件由De Smet供应,但对渗出器的制造已完全有能力实现国产化。渗出器(含附属设备)及脱水榨机(含电机、减速机)合计造价约5500万元,而一列同规模5座压榨机线的造价约3500万元,则渗出法与压榨法的投资比为1∶1.6,若是采用一列6座压榨机线,则渗出法与压榨法的投资比为1∶1.3。同时,应注意的问题是,渗出器是布置在室外,而压榨法的主流设计是压榨机布置在厂房内。如果综合考虑厂房的土建工程和钢结构造价后,渗出器的初期投资是非常具有比较优势的。当渗出器完全国产化后,这一优势将更加明显。
4.2 渗出器的缺点
(1)要求用高效的撕裂机以提高甘蔗破碎度,使蔗料成丝状。本项目撕解机装机功率4000 kW,启动功率大,对电网有冲击,需要采用性能优良的液体软启动装置并积累一定的运行经验;
(2)即使在工艺指标控制良好的情况下,渗出器的渗出汁比压榨法的混合汁其色值和还原糖都会有所增高,因此渗出器多见于国外的两步法原糖生产线;
(3)滚轮链条需人工加注润滑油,占用人工成本,且工作量大;
(4)由于设备装载蔗量较多并且内部75℃高温,发生意外后,中间停机处理较为困难。如果发生机械故障,一般需停机超过6 h时,把渗出器放空,以避免糖分损失严重。
5 小结
影响渗出器安全运行的因素很多,本文着重阐述了安装、设备润滑、甘蔗质量以及破碎度的影响。尤其是安装的影响最容易被轻视,与固定床渗出器采用多链条不同,移动床渗出器的驱动力完全靠两条滚轮链条传动,一旦因某种原因造成移动床水平度超限,对生产的平稳运行和设备的机械寿命影响很大,因此需要特别重视。
无论移动床还是固定床渗出器,与压榨法相比的优势非常突出,如较高的抽出率、较低的运行和维修成本、节电以及具有比较优势的初期投资,这都是提高糖厂财务生存能力和经济效益的重要因素。基于上述优点,渗出器在非洲、南美洲以及印度等地区应用广泛,预计所占比例将会进一步提高。并且,通过应用实践,对设备的改造、设计的改进以及工厂对工艺的严格把控将大大减少各种因素对渗出器安全运行的影响,因此,渗出器仍将是除亚洲以外世界范围大型甘蔗糖厂提汁工艺的优选设备。
由于渗出法糖汁的停留时间长、温度高,渗出汁的质量会有所下降,用于原糖生产,其影响可以忽略不计。到目前为止,发现采用渗出器的糖厂基本上都是直接生产原糖,或用于两步法的原糖生产线,对于耕地白糖的生产,应该慎用。