基于双模糊PID的药品包装贴标张力控制系统设计
2022-07-27胡乃清宋宏
胡乃清,宋宏
基于双模糊PID的药品包装贴标张力控制系统设计
胡乃清1,宋宏2
(1.四川化工职业技术学院,四川 泸州 646000;2.四川轻化工大学,四川 自贡 643000)
为提高药品包装的贴标精度,设计一种基于双模糊PID控制器的贴标机张力控制系统。简要论述药品包装生产线结构及其工艺流程。针对标签纸带收卷过程具有时变性、非线性和动态干扰等特点,设计一种双模糊PID张力控制器。利用副模糊控制器实现主模糊控制器的变量论域系数整定,而主模糊控制器可实现PID控制器参数整定。通过实验验证所述控制系统的有效性。实验结果表明,与PID控制器相比,双模糊PID控制可使系统超调量减小50%,系统调节时间减小65%;贴标位置准确、标签贴附平整。所述控制系统具有较好的抗干扰性能,贴标效果良好,具有一定使用价值。
药品包装;贴标张力;双模糊控制;PID控制
对药品包装来说,贴标是必不可少的一个环节,贴标设备性能直接影响实际贴标效果。另外,药品种类日益繁多,为满足不同药品包装需求,贴标机种类也就越来越多。目前,常见贴标机包括侧面贴标机、圆瓶贴标机、平面贴标机。随着贴标市场不断扩大,用户要求越来越高,贴标机迎来了发展机遇同时也面临一些挑战。如何提高贴标机的精度、速度、智能化、信息化已成为热门研究方向。为提高贴标位置精准性和外观平整性,需保证收卷过程标签纸带张力恒定。如果张力较大,会导致标签纸变形甚至断裂;如果张力太小,标签纸会起皱。张力波动也会使标签走偏、漂移,进而影响贴标质量和精度,包装效率下降,增加企业生产成本[1-2]。
大多数贴标机采用常规PID控制器实现张力控制,但是PID控制普遍存在以下缺点:超调量较大、时滞现象较明显、无法根据实际结果自动调节控制参数,很难保证整个放卷过程张力恒定且无法抑制启停时张力抖动。近几年,∞控制开始用于张力控制,虽然∞控制方法可以解决部分扰动问题,但是计算量比较大、不易实现、实时性较差[3-6]。除此之外,模糊控制在张力控制领域的应用也较广泛,但是其变量论域固定不变,一旦受到强干扰,会造成部分模糊规则失效;论域范围同样影响模糊控制器性能,范围过小会造成模糊变量超限,控制器失效;范围过大,系统容易出现振荡,无法发挥控制器性能[7-8]。为解决此问题,文中以药品贴标过程张力控制为研究对象,设计一种双模糊控制器,利用副模糊控制器实现主模糊控制器变量论域的在线调整,以提高贴标精度。
1 贴标工艺流程
1.1 工艺流程
文中所研究的贴标生产线主要由传送装置、分瓶装置、送标装置、卷瓶装置、剔除装置、控制器以及一些传感器组成。贴标生产线开机之前,必须完成一些准备工作,例如:关键结构部件检查包括主轴是否正常、螺杆是否正常、是否存在报警信号、供标是否正常、集标是否正常、待贴标物料是否准备就绪等。检查工作完成后,启动生产线,贴标机开始工作。贴标工艺主要包括分瓶、贴标、卷瓶、检测等几个步骤。分瓶由螺杆机构完成,瓶与瓶之间距离基本一致,确保后续工艺正常进行;贴标为主要工序,该工序包括出标、卷瓶、集纸等几个操作,将标签黏附在药瓶表面,此时标签并不是非常牢固,仍需卷瓶装置进一步处理;废弃纸带由集纸机构收回;卷瓶可将标签彻底贴在药瓶表面;检测、评估贴标效果主要包括:标签是否缺失、平整,信息是否准确等;剔除装置将不符合要求的药瓶剔除,符合要求的药瓶则会进入下一生产环节。贴标工艺流程见图1。
1.2 贴标方式
根据药瓶贴标实际需求,文中采用“擦贴法”,贴标机构见图2。药瓶与标签纸同步运动,通过合理配置传动机构之间关系可确保药瓶和标签纸同时到达贴标工位。标签纸带由放卷机构引出经剥离板后缠绕在集纸机构;当集纸机构旋转时,受剥离板作用标签会自动从纸带上脱落并黏附在药瓶表面;在传送带带动下,药瓶向下一工位移动,途经毛刷和卷瓶机构后,标签会平整、牢固地附着在药瓶表面,此时贴标工序完成。整个过程中,放卷机构会随纸带被动旋转。工作过程中,需要保证放卷机构和集纸机构之间标签纸张力恒定。

图1 贴标工艺流程

图2 贴标机构
张力模型可表示为:
(1)
2 双模糊PID标签张力控制
2.1 张力控制系统
基于双模糊算法的标签张力控制器结构见图3,主要包括副模糊控制器、主模糊控制、PID控制器等。由张力传感器实时获取标签张力值并传输至PLC,将实际张力值与设定值比较可以得到张力偏差()及其变化率c(),通过双模糊PID控制器得到伺服电机控制量,进而调节张力大小。
由图3可以看出,双模糊标签张力控制器结构可分为3层。
1)第1层为副模糊控制器,其主要负责主模糊控制器变量论域系数整定[9-10]。副模糊控制器的输入量为张力偏差()及其变化率c(),输出量为主模糊控制器的变量论域系数,即、、。那么主模糊控制器的变量论域范围可表示为:
(2)
2)第2层为PID参数整定,主要由主模糊控制器实现。主模糊控制器的输入量也是张力偏差()及其变化率c(),而输出量则是PID控制器增量参数、、,同初始参数、、叠加后就可以输出到PID控制器。故PID控制器的实时参数可表示为:
(3)
3)第3层为标签张力调节,由PID控制器实现。根据标签张力偏差结合实时参数、、,通过运算得到伺服电机控制量,进而改变收卷速度,实现标签张力的控制精度。
2.2 双模糊控制器设计
主模糊控制器和副模糊控制器都是二输入三输出结构[11-15]。主模糊控制器输入变量论域可定义为、;输出变量论域可定义为、、;输入和输出的模糊集都是{NB、NM、NS、ZO、PS、PM、PB}。副模糊控制器输入变量论域可定义为、;输出变量论域可定义为、、;输入和输出模糊集都是{NB、NS、PS、PB}。NB为负大、NM为负中、NS为负小、ZO为零、PS为正小、PM为正中、PB为正大。对应模糊规则见表1和表2。
3 实验研究
3.1 系统搭建
为验证所述方法的有效性,文中进行了相关实验研究。首先搭建实验平台,主要包括上位机、PLC、检测传感装置和执行机构等,具体见图4。
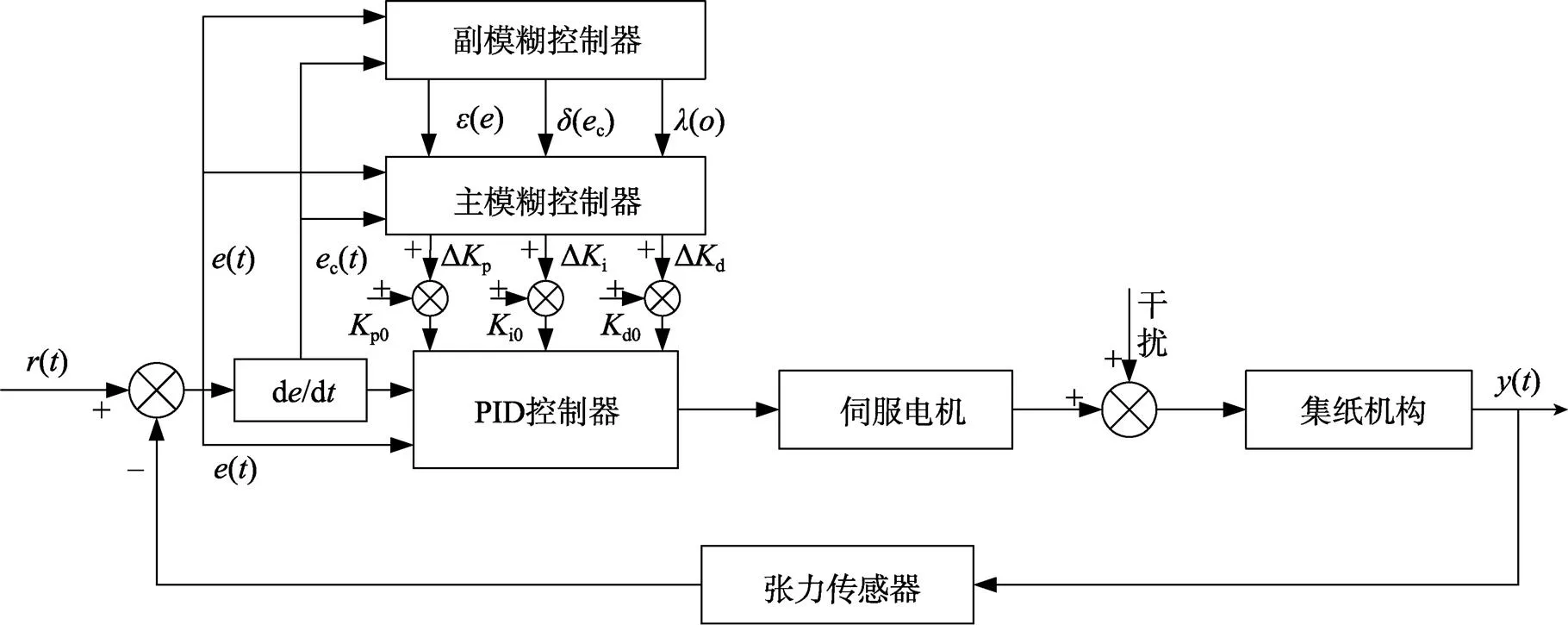
图3 标签张力控制器结构
表1 主模糊控制器规则

Tab.1 Rules of main fuzzy controller
表2 副模糊控制器规则

Tab.2 Rules of sub-fuzzy controller
上位机即普通PC机,采用i5系列处理器,主频可以达到2.5 GHz,上位机主要负责贴标生产线运行情况监控。PLC控制器选用S7–1200系列,具体型号为CPU 1214C,文中系统还进行了扩展:4路AI扩展模块*1、4路AO扩展模块*1、8位DI扩展模块*1、8位DI/DO扩展模块*1、16位DI/DO扩展模块*1。检测装置主要是一些传感器,例如:张力传感器(UPB–1系列)、编码器(E6B2–CWZ6C)、测标电眼(GS63/6D.3–S8)、光电开关(HRTR 3B/66–XL)、行程开关(施迈赛ZR 236–11Z)。伺服电机选用日本安川SGMJV–04ADE6S系列,配套伺服驱动器为SGDV–2R8A01A;变频器选用丹佛斯FC–051– PK37S2E20系列,异步电机可选用赛威或松下公司生产的三相异步电机。
3.2 实验结果与分析
实验过程中设定张力数值为30 N并保持不变,调整标签纸带速度,初始速度设定为0.5 m/s,在第4秒时增加到1 m/s,在第8秒时增加到1.5 m/s,在12 s时减少到1 m/s。相同实验条件下,分别采用PID控制和双模糊PID控制,整个实验同步进行,张力变化见图5。由实验结果可以看出,速度突变时,张力波动较大;采用PID控制时,超调量达到了85%,系统恢复到稳定状态时约2 s;采用文中所述双模糊PID控制器,系统超调量可以减少一半,约为40%,系统恢复到稳定状态时只需0.7 s。实验结果表明:与PID控制器相比,双模糊PID控制可使系统超调量减小50%,系统调节时间减小65%;双模糊PID控制器具有良好的抗干扰性能,可以提高张力控制精度,尤其是速度波动较小时效果更加明显。

图4 实验平台结构

图5 张力变化曲线
经实际测试,使用文中所述方法的贴标机的剔除量(不合格率)可以控制在0.5%以内,贴标质量和效率明显提高。实际贴标效果见图6,贴标位置准确,标签贴附平整,贴标效果保持一致。

图6 实际贴标效果
4 结语
以药瓶贴标为主要研究对象,在分析贴标工艺流程的基础上,采用双模糊控制算法设计了一种标签张力控制系统,实现了主、副模糊控制器和PID控制的有效结合。实验结果表明:所述贴标控制系统具有较好的抗干扰性能,可确保贴标位置准确,贴标效果良好。下一步可从贴标精度影响因子权重分析入手,实现多影响因素的控制调节,进一步提高贴标精度。
[1] 崇岚, 潘军辉, 熊鹏文. 智能包装技术的应用现状和发展前景[J]. 包装工程, 2017, 38(15): 149-154.
CHONG Lan, PAN Jun-hui, XIONG Peng-wen. Development and Applications of Intelligent Packaging Technology[J]. Packaging Engineering, 2017, 38(15): 149-154.
[2] 陈克复, 陈广学. 智能包装——发展现状、关键技术及应用前景[J]. 包装学报, 2019, 11(1): 1-17.
CHEN Ke-fu, CHEN Guang-xue. Intelligent Packaging: Development Status, Key Technologies and Application Prospects[J]. Packaging Journal, 2019, 11(1): 1-17.
[3] 赖永波, 严惠, 孔德文. 纤维带缠绕恒张力非线性H∞控制[J]. 工业控制计算机, 2020, 33(5): 133-135.
LAI Yong-bo, YAN Hui, KONG De-wen. Nonlinear H∞ Constant Tension Control of Fiber Belt Winding[J]. Industrial Control Computer, 2020, 33(5): 133-135.
[4] 马宏帅, 赵世海. 基于线性自抗扰控制的放卷张力控制系统[J]. 染整技术, 2019, 41(1): 17-22.
MA Hong-shuai, ZHAO Shi-hai. Unwinding Tension Control System Based on Linear Auto Disturbance Rejection Control[J]. Textile Dyeing and Finishing Journal, 2019, 41(1): 17-22.
[5] 周春雷, 周进, 黄华. 薄膜非连续放卷张力控制建模、仿真与实验[J]. 自动化与仪器仪表, 2018(7): 85-88.
ZHOU Chun-lei, ZHOU Jin, HUANG Hua. Modeling Simulation and Experiment of Tension Control in Film Discontinuous Unwinding System[J]. Automation & Instrumentation, 2018(7): 85-88.
[6] 廖雪超, 李峰, 潘小华. 真空镀膜卷绕张力控制模型仿真的研究[J]. 自动化技术与应用, 2015, 34(9): 10-13.
LIAO Xue-chao, LI Feng, PAN Xiao-hua. Research on Vacuum Coating Winding Tension Control Model Simulation[J]. Techniques of Automation and Applications, 2015, 34(9): 10-13.
[7] 孙春亚, 吴楝华, 喜冠南. 电液伺服模糊PID位置控制系统设计及应用[J]. 机械设计与制造, 2016(6): 155-157.
SUN Chun-ya, WU Lian-hua, XI Guan-nan. Design and Application of Electro-Hydraulic Servo Fuzzy PID Position Control System[J]. Machinery Design & Manufacture, 2016(6): 155-157.
[8] 黄梦涛, 李平. 电子轴凹印系统的变论域模糊PID控制研究[J]. 电气传动, 2019, 49(12): 77-81.
HUANG Meng-tao, LI Ping. Research on Variable Universe Fuzzy PID Control of Electronic Shaft Driving Gravure Printing System[J]. Electric Drive, 2019, 49(12): 77-81.
[9] 郑刚, 李斌, 梁于州. 模糊自适应PID控制的恒张力收卷系统研究[J]. 现代电子技术, 2017, 40(21): 132-135.
ZHENG Gang, LI Bin, LIANG Yu-zhou. Research on Constant Tension Winding System Based on Fuzzy Self-Adaptive PID Control[J]. Modern Electronics Technique, 2017, 40(21): 132-135.
[10] 李坤全, 文睿. 瓦楞纸板生产线原纸张力自适应模糊PID控制[J]. 包装工程, 2017, 38(7): 135-138.
LI Kun-quan, WEN Rui. Adaptive Fuzzy PID Control of Base Paper Tension in Production Line for Corrugated Board[J]. Packaging Engineering, 2017, 38(7): 135-138.
[11] 李强. 基于模糊控制理论的PID闭环控制系统的研究与设计[J]. 现代电子技术, 2015, 38(22): 131-134.
LI Qiang. Research and Design of PID Closed-Loop Control System Based on Fuzzy Control Theory[J]. Modern Electronics Technique, 2015, 38(22): 131-134.
[12] 熊涛, 张青伟, 邹铛铛, 等. 基于模糊PID的柔性膜放卷张力控制[J]. 自动化与仪表, 2020, 35(11): 70-74.
XIONG Tao, ZHANG Qing-wei, ZOU Dang-dang, et al. Web Tension Control Based on Fuzzy PID in Flexible Unwinding System[J]. Automation & Instrumentation, 2020, 35(11): 70-74.
[13] 索小娟, 岳丽敏. 新型双模糊PID算法在塑料吹膜机控制系统中的应用[J]. 塑料科技, 2020, 48(10): 100-103.
SUO Xiao-juan, YUE Li-min. Application of New Double Fuzzy PID Algorithms in Control System of Plastic Film Blower[J]. Plastics Science and Technology, 2020, 48(10): 100-103.
[14] 李飞飞. 基于双模糊PID控制策略的风力发电机组变桨系统研究[J]. 模糊系统与数学, 2019, 33(3): 29-34.
LI Fei-fei. Pitch System of the Wind Turbines Based on the Double Fuzzy PID Control Strategy[J]. Fuzzy Systems and Mathematics, 2019, 33(3): 29-34.
[15] 胡梁眉. 基于PLC的双头贴标机控制系统研究与设计[D]. 赣州: 江西理工大学, 2019: 30-50.
HU Liang-mei. Research and Design of Double-Head Labeling Machine Control System Based on PLC[D]. Ganzhou: Jiangxi University of Science and Technology, 2019: 30-50.
责任编辑:曾钰婵
Design of Tension Control System for Drug Packaging Labeling Based on Double Fuzzy PID
HU Nai-qing1,SONG Hong2
(1. Sichuan Vocational College of Chemical Technology, Sichuan Luzhou 646000, China;2. Sichuan University of Science & Engineering, Sichuan Zigong 643000, China)
The work aims to design a tension control system of labeling machine based on double fuzzy PID controller, so as to improve the labeling accuracy of drug packaging. The structure and process flow of drug packaging production line were briefly discussed. Aiming at the characteristics of time-variation, nonlinearity and dynamic disturbance in the winding process of label paper tape, a double fuzzy PID tension controller was designed. The parameter tuning of the main fuzzy controller was realized by the sub-fuzzy controller, while the main fuzzy controller could adjust the parameters of the PID controller. The effectiveness of the control system was verified by experiments. From the experimental results, compared with the PID controller, the double fuzzy PID control could reduce the system overshoot by 50% and the system adjustment time by 65%. The labeling position was accurate and the label was attached smoothly. The control system has good anti-interference performance, excellent labeling effect and certain use value.
drug packaging; labeling tension; double fuzzy control; PID control
TB486
A
1001-3563(2022)13-0225-06
10.19554/j.cnki.1001-3563.2022.13.029
2021‒08‒13
胡乃清(1972—),男,本科,四川化工职业技术学院讲师,主要研究方向为计算机控制系统设计及应用。
责任编辑:曾钰婵
