充氧过滤器成形工艺及模具设计
2022-07-27李小曼王本安
0 引 言
零部件的成形工艺和模具结构需要技术人员根据产品设计的材料、结构、尺寸和功能等信息,结合已具备的加工能力、生产环境和工艺经验以确定
。充氧过滤器是飞机充氧管路系统中的关键零部件,其中帽形过滤网和帽盖零件体积小、精度高、结构复杂,需要系统地研究成形工艺方法和模具结构。冲压成形具有成形精度高、加工效率高、加工成本低等优点
,广泛应用于汽车、电子、航空、航天等工业领域的零部件制造。据统计,在汽车和家电领域,60%以上的零部件采用冲压工艺成形,冲模成为经济技术发展的重要支柱
。现以某充氧过滤器为研究对象,对其材料、结构和尺寸进行分析,确定其成形方法和模具结构,为同类零件的成形提供参考。
1 成形方法的确定和模具设计
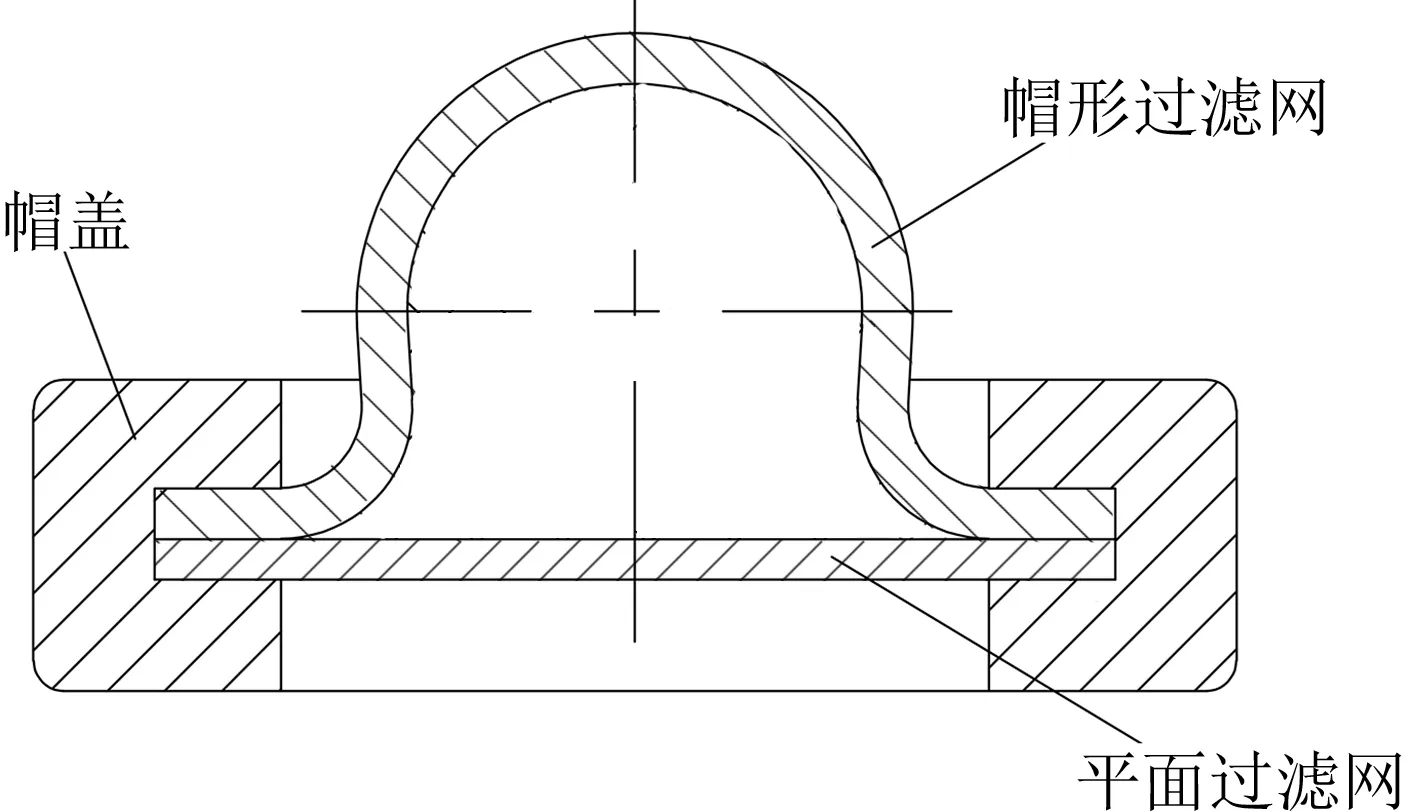
图1所示为充氧过滤器结构,由帽形过滤网、平面过滤网和帽盖组成,其中平面过滤网为直径
9.5 mm的平面铜网,只需简单冲裁即可,因此重点研究帽形过滤网和帽盖的加工及充氧过滤器的成形工艺。
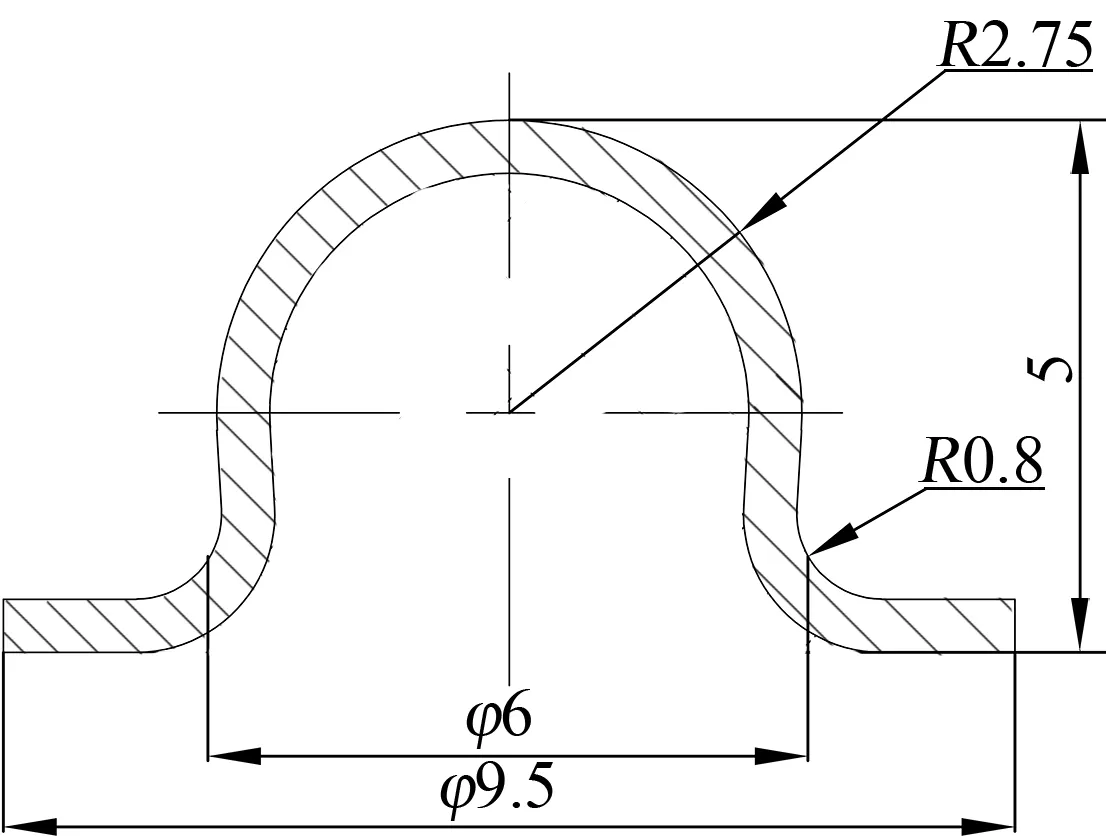
1.1 帽形过滤网的成形工艺和模具设计
帽形过滤网的结构如图2所示,材料为H80黄铜,尺寸小、精度要求较高。H80黄铜与H85性能相近,材料塑性好、强度较高,具有较高的耐腐蚀性,其化学成分如表1所示。

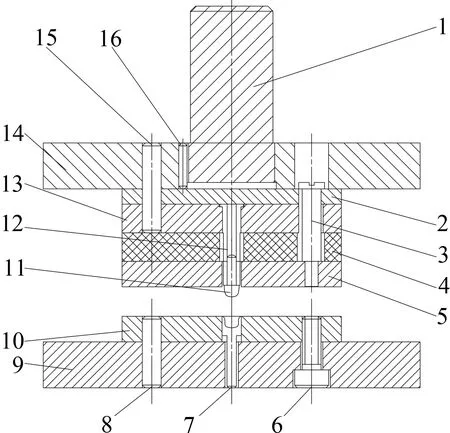
帽形过滤网成形切边模如图3所示,可实现成形、切边一次完成。凹模10和凸模11、12共同完成帽形过滤网的成形和切边,卸料板5和顶件器7用于防止帽形过滤网成形后吸附在凸模或凹模上,起卸料的作用,模具由导柱、导套导向。
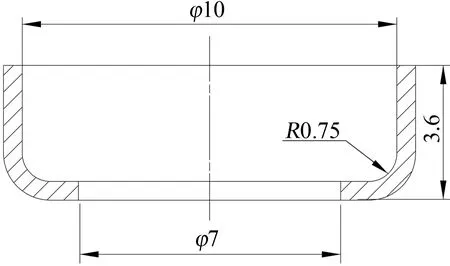
1.2 帽盖的成形工艺和模具设计
帽盖外形为筒形回转体,其结构尺寸如图4所示,厚度为0.5 mm,材料为T3紫铜。由图4可知,帽盖零件内径
10 mm,底部通孔直径
7 mm,底部圆角半径为
0.75 mm,计算底部平面宽度仅0.75 mm,帽盖零件尺寸小、材料薄、精度要求高。
——北京跑友@Mukhtar说,周末他在北京阳台山跑步时偶遇外交部长王毅。有现场跑友透露,王毅和跑者交谈时表示,年轻人就是要多运动,多走出去看看


由充氧过滤器结构可知,充氧过滤器的加工过程为:①将帽形过滤网旋转180°放入帽盖内径;②将平面过滤网放入帽盖内径,紧贴帽形过滤网底部平面;③帽盖向内弯曲90°将帽形过滤网和平面过滤网压紧并紧贴帽盖内侧,成形后充氧过滤器结构见图1所示。
板料拉深成形的筒形零件底部无通孔,而帽盖零件底部有通孔,拉深成形后必须对底部进行切割。为提升加工效率、保证成形精度,设计拉深冲孔复合模结构,如图5所示,该模具可一次完成拉深成形和底部冲孔。复合拉深模不同于常见拉深模和上述成形切边模,该复合拉深模设计采用上模的小凸模21和下模的拉深凹模23配合冲切底部通孔。
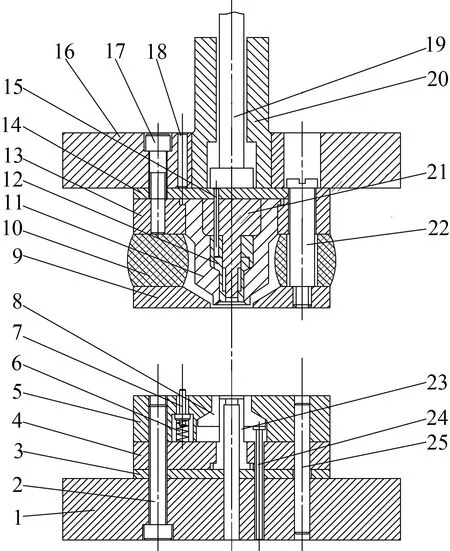
1.3 充氧过滤器的成形工艺和模具设计
拉深成形是利用拉深模在压力作用下,将平板式或空心坯料通过塑性变形加工成空心零件的成形方法
,加工精度高、加工零件尺寸范围广、成形效率高,适用于各类筒形零件、盒形零件、复杂薄壁零件的加工
。帽盖零件外形为筒形件且零件材料满足拉深成形的性能要求,适合选择拉深成形工艺。
为确定零件的加工方法、提高零件成形精度,首先要分析材料的化学成分和力学性能,T3紫铜材料的化学成分如表2所示,力学性能参数如表3所示
。从表3中可知,T3紫铜的材料塑性好,延伸率高达50%。
据上海市化工行业协会对上海市4家重点企业和两家园区经济运行情况跟踪,10月份的工业总产值、销售产值和利润环比均呈下降走势。其中,工业总产值270.72亿元,环比下降7.87%;销售产值266.51亿元,环比下降14.37%,产销率98.44%;实现利润38.93亿元,环比下降18.81%,同比下降35.43%。1—10月份累计实现工业总产值2662.25亿元,同比增长12.96%;累计销售产值达到了2 657.54亿元,同比增长16.68%,产销率为99.82%;累计利润436.71亿元,同比增长26.20%。
2 试验验证
2.1 帽形过滤网成形验证
收口模和成形模实物分别如图12、图13所示,收口模和成形模的凹、凸模分别完成45°成形和90°成形后,向下拨动打杆,利用顶件器将零件向上弹出,完成卸料。


2.2 帽盖成形验证
本文以苦水玫瑰精油和大马士革玫瑰精油为主要研究材料,通过化学成分分析、动物行为学试验来研究2种玫瑰精油对动物产生的镇静催眠作用,试验结果将增加改善失眠的芳香植物精油种类、进一步探究精油通过嗅吸方式摄入的作用效果,同时为苦水玫瑰精油和大马士革玫瑰精油镇静催眠作用的进一步研究提供实验基础。
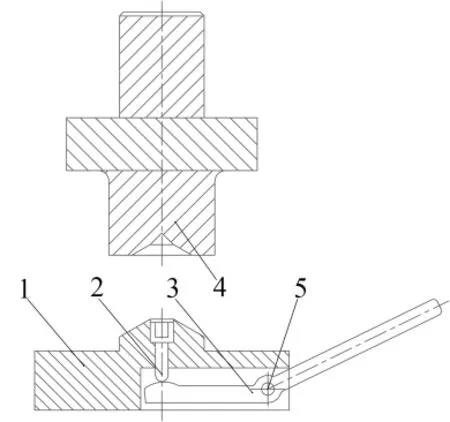
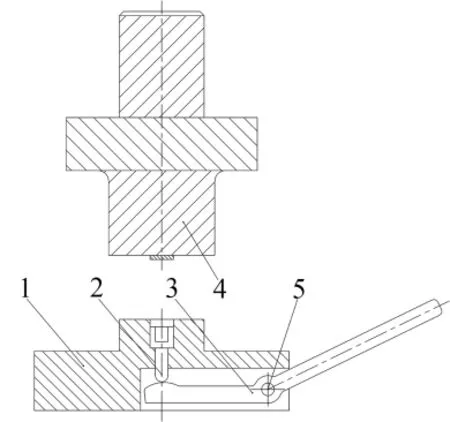
将帽形过滤网、平面过滤网和帽盖组合成形充氧过滤器的模具如图6、图7所示。其中,收口模用于将帽盖向内弯曲45°,成形模将帽盖继续向内冲压成90°,使帽形过滤网和平面过滤网零件压紧。收口模与成形模的结构相似,区别在于上模和下模的凸、凹模型面不同。


2.3 充氧过滤器成形验证
成形切边模实物如图8所示,采用导柱和导套导向,模柄装夹于压力机滑块上,下模座定位在机床工作台上,凸模向下移动与凹模内腔配合成形帽形过滤网外形,随着凸模继续下行,与凹模外缘配合冲切法兰余量。成形后的帽形过滤网实物如图9所示,零件外形规则,表面无划伤,网格排列均匀无破损,验证了该成形工艺和模具结构的合理性。


为验证收口模、成形模结构及工艺方法的合理性,对2副模具依次进行了冲压验证,收口模成形的充氧过滤器半成品如图14所示,成形模成形的充氧过滤器成品如图15所示。成品整体外形与产品设计吻合、表面质量好,过滤网半球形状规则,网格排列整齐,验证了各模具结构和工艺方法的合理性。
为验证拉深冲孔复合模结构和工艺的合理性,对帽盖成形进行试验验证。复合拉深模实物如图10所示,采用导套和导柱导向,拉深凸模和拉深凹模完成拉深后,上模继续下行,小凸模和小凹模配合冲切
7 mm的通孔。复合拉深模成形的帽盖如图11所示,零件表面平整,外形与设计图纸相符,验证了模具结构和工艺方法的合理性。


3 结束语
(1)通过对帽形过滤网的结构进行分析,采用成形切边模成形,可实现成形和切边同时在1副模具上完成,加工效率得到了提升。
坡上有豆腐坊,游客去切一块纯手工循古法打的老豆腐,欲煎一盘两面焦黄的小葱豆腐款待同伴、犒劳自己,不期却把浸豆、磨粉、滤浆、点卤全过程参观了,顺手舀一瓢嫩滑香甜的豆腐脑品尝了,还可以看到一些稀罕器皿。
说明:通过这些问题让学生体验和感知,在学生的感知基础上抽象概括生成集合的概念.从生活中的例子出发,有利于学生的理解;通过分组实验活动,让学生参与并体验,同时寓教于乐.概念的得来要让学生参与,让学生有充分的体验和感悟.
(2)通过研究帽盖材料性能和结构特点,采用拉深冲孔复合模成形,可实现拉深成形与底部冲孔在1副模具上完成,无需成形后转移至其他设备或模具再次加工,提高了加工效率,节约了模具制造成本和零件转移、再定位加工时间。
(3)对充氧过滤器的成形过程进行分解,采用收口模将帽盖向内弯曲45°后,再使用成形模将帽盖继续向内冲压成90°,使帽形过滤网和平面过滤网零件压紧,最终实现充氧过滤器成形。最后通过实际加工验证了各模具结构和成形工艺的合理性,为同类产品的成形提供参考。
[1]SUN S L,WANG Z J,YAO X C,et al.The process optimiza⁃tion to prevent the local wrinkles of hot stamping parts and the design of tools[J].Advanced Materials Research,2014,12(1063):301-304.
[2]MUVUNZI R,HAGEDORN-HANSEN D,MATOPE S,et al.Industry case study:process chain for manufacturing of a large hybrid hot stamping tool with conformal cooling chan⁃nels[J].The International Journal of Advanced Manufactur⁃ing Technology,2020,110(1):1723-1730.
[3]陈 涯.冲压模具结构设计与零件加工工艺规划系统的开发[D].广州:华南理工大学,2018:4-7.
[4]秦 珂.2015模具行业的现状及模具对制造业的贡献[J].制造技术与机床,2016(6):10-12.
[5]夏琴香.模具行业发展现状分析[J].机电工程技术,2014,43(7):1-4.
[6]边 超.试论我国汽车冲压模具市场现状及技术[J].科技风,2013(9):60.
[7]夏琴香,袁 宁.模具设计及计算机应用[M].广州:华南理工大学出版社,2008:203-209.
[8]张善彬.T3紫铜超声辅助钨极氩弧焊工艺研究[D].青岛:青岛理工大学,2015:29-35.
[9]房学恩.卡车油箱端盖拉深成形数值模拟及实验研究[D].苏州:江苏大学,2013:3-9.
[10]邵贤杰.大直径低碳钢热水器内胆拉深成形工艺研究[D].哈尔滨:哈尔滨工业大学,2018:10-17.
