金属C型密封圈在斯特林制冷机中的应用
2022-07-26苏永强
苏永强
〈制冷技术〉
金属C型密封圈在斯特林制冷机中的应用
苏永强1,2
(1. 杭州法斯特技术服务有限公司,浙江 杭州 311200;2. 上海欧慕机械科技有限公司,上海 201108)
介绍了斯特林制冷机里使用的一种新型空心金属C型密封圈的制作工艺与选材、密封特点和使用优势。针对传统的橡胶密封圈、PTFE、金属实心银丝密封圈等泄漏率高、易失效等特点,金属C型密封圈制造精度高,经过多年的测试使用和论证,该密封产品在抗强冲击和耐强辐射的环境下,依然可以实现较高的可靠性和较低的泄漏率,漏率最低则可以达到10-9atm.cm3/s.m,可以满足斯特林制冷机泄漏率的要求。
高压氦气;金属密封;斯特林制冷机;泄漏率
0 引言
斯特林制冷机(Stirling Cryocooler),又称ST制冷机,是由电力驱动的机械式制冷机。其工作原理是气体以绝热膨胀做功,即按逆向斯特林循环工作而制冷。自从20世纪60年代A·Kirk利用逆向斯特林循环进行制冷获得成功以来,斯特林制冷技术发展已有60年历史。斯特林制冷机被应用于机载、舰载、装甲车、安防和测温等项目的红外探测器装备上。由于其广泛的军、民两用特性,近年来在世界范围内对斯特林制冷机的需求出现爆发式增长。而由于其典型的军用性质,斯特林制冷机的性能及稳定性对于我国的国防装备水平和国防安全建设尤为重要。
中国低温制冷机的研制始于20世纪50年代,最初由西安交通大学和杭州制氧厂合作研究回热式低温制冷机。1966年,上海技术物理研究所研制出第一台整体式651回热制冷机。合肥低温物理研究所也在1981年和1991年成功研制出了0.5W/38K二级整体式斯特林制冷机和单机分置式斯特林制冷机,最低温度达到了46.5K,制冷量1.43W。在军工领域,斯特林制冷机主要被用在了冷却热成像仪焦平面阵列,昆明物理研究所于1990年在热成像仪产品上面推进了斯特林制冷机的研发和批量生产。经过数年坚持不懈的能力,从国外引进了法国著名斯特林制冷机制造商Thales的0.5W/77K整体集成式斯特林制冷机生产技术和生产线,在国内二代焦平面探测器和杜瓦、制冷机组件技术中率先完成了技术突破,也成为了国内第一家和为数不多的几家可以大批量生产军用斯特林制冷机的单位。目前昆明物理研究所生产的斯特林制冷机无论是数量还是质量可靠性均在国内首屈一指,一些制冷机的参数指标也达到了国际市场上同类产品的性能水平[1]。
近10多年来,由于西方欧美厂商对华的出口数量限制和严苛的终端用户使用审查,国外微型制冷机可以供应的数量相对有限,国内市场不仅军工、航空系统甚至民用领域都对斯特林制冷机的需求与日俱增,这也吸引了越来越多的研究所和一些上市公司纷纷加入到斯特林制冷机产品的研制和生产。

图1 斯特林制冷机整机
1 斯特林制冷机亟待解决的密封问题
斯特林制冷与传统的蒸汽压缩节流制冷原理完全不同,斯特林制冷是靠气缸内高压氦气的周期性膨胀和压缩来获取冷量的一种方式,因而相对传统制冷,斯特林制冷有着绿色、环保、节能和高效的优势。但在制造和装配过程中也面临着诸多考验,其中之一就是对气缸内高压氦气的密封,这关乎制冷机的制冷效率和MTTF(Mean Time To Failures,平均不维修运行时间)的性能[2]。
首先,氦气是一种原子尺寸接近最小的气体(仅次于最小的氢),且穿透性极强,特别难密封。很多泄漏检测仪都是用氦气做介质来检测密封效果,正是利用的它的易泄露性。此处的工况是高压(3~5MPa)的氦气,且要求密封圈在-70℃~100℃范围内都要求有良好的密封性能[3],详细的斯特林制冷机中的密封圈应用工况见表1。
与密封圈配合使用的沟槽材料是铝合金和陶瓷,之前在斯特林制冷机的封装方面我们尝试过使用各种密封圈比如橡胶O型圈、PTFE垫片,纯银丝等,但都达不到要求或者密封稳定性不好。橡胶O型圈和铝合金二者的材料热膨胀性显然不在一个数量级上,每一个温度循环下来,两者的压紧配合都会出现间隙导致气体泄露。PTFE材料也遇到同样的情况,纯银丝在试验的初始阶段的泄漏率是可以达到要求的,但经过一段时间后再次测量,发现其泄漏率则会逐渐缓慢上升,尤其在遇到系统振动或者其它碰撞的情况下,会表现得更为明显。原因是实心的银丝在被压缩后已几乎无回弹性,使得银丝表面和法兰槽表面的压紧力逐渐变小甚至接近于零,腔内的高压氦气会通过银丝与法兰上下压缩面之间的间隙慢慢泄露出来。通过试验对比,不同种类的密封圈所能达到的泄漏率见图2。
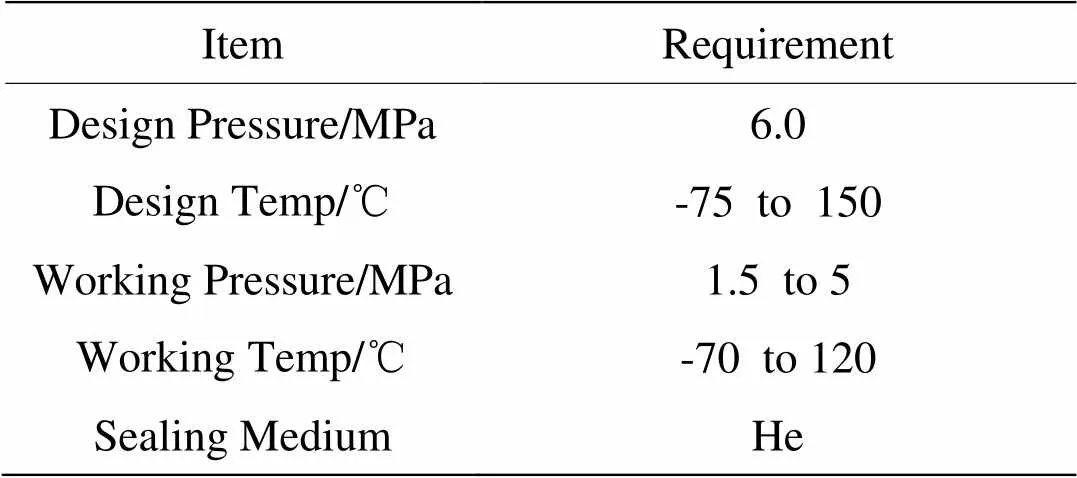
表1 斯特林制冷机中密封圈的应用工况
为了解决上述原因中出现的热膨胀性差异和压紧力减少导致的泄露这两个问题,借鉴国外同类产品多年的使用经验,我们开始寻求另外一种密封解决方案:空心金属C型密封圈。
2 金属C型密封圈
金属C型密封圈又叫弹性金属密封圈,即Resilient Metal C Ring,最早见于西方发达国家尤其是美国在核电领域的应用,是截面为类似字母C形状的中空圆形全金属的密封圈。密封圈最常用的两种金属基体材料是耐高低温性能和回弹性均良好的镍基合金718或者X750材料(其它遇到更高温度工况的情况也可使用Nimonic 90或者Waspalloy合金)。斯特林制冷机使用的镍基合金718材料的性能数据见表2。
固溶密封圈的制作方法是使用固溶态的镍基合金薄板材在经过精确地线切割后,形成封闭的环形薄板,然后经过一体冲压成型(见图3)或者内旋压成型(见图4)两种不同的成型工艺[4],再经过几十甚至上百个小时不等的高温热处理过程,外层辅之电镀一层30~50mm厚的软性金属(比如银、镍、铜、铝或者锡等)。

图2 不同类型密封圈的泄漏率

表2 镍基合金718元素含量和性能参数

图3 一体冲压成型工艺

图4 内旋压成型工艺
金属C型密封圈外形通常呈圆形,截面为C型(如图5所示),有时在压紧力供给允许和应用工况更加苛刻的情况下,还可以在C型腔体里面包裹一圈金属弹簧(如图6)以增加C型圈与沟槽两个表面相互的压紧力,从而达到增加密封系统稳定性和实现更低泄漏率的目的。

图5 空心金属C型密封圈
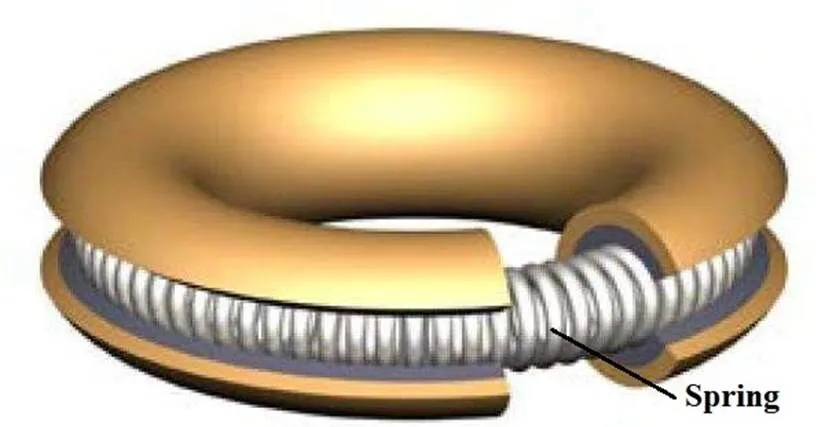
图6 弹簧增强型金属C型圈
3 金属C型密封圈的工作原理
从图5和6可以看出,C型圈有两个不同的截面开口方向:一个开口向里,一个开口向外。事实上,在具体使用的时候,C型圈所设计的开口方向总是朝向于介质压力大的一侧。这样,高压介质可以在金属C型圈内部给予其一个极大的压力,从而进一步增加密封圈和法兰面之间的压紧力,类似于实现了我们通常意义上说的自锁密封的功能[5],如图7。
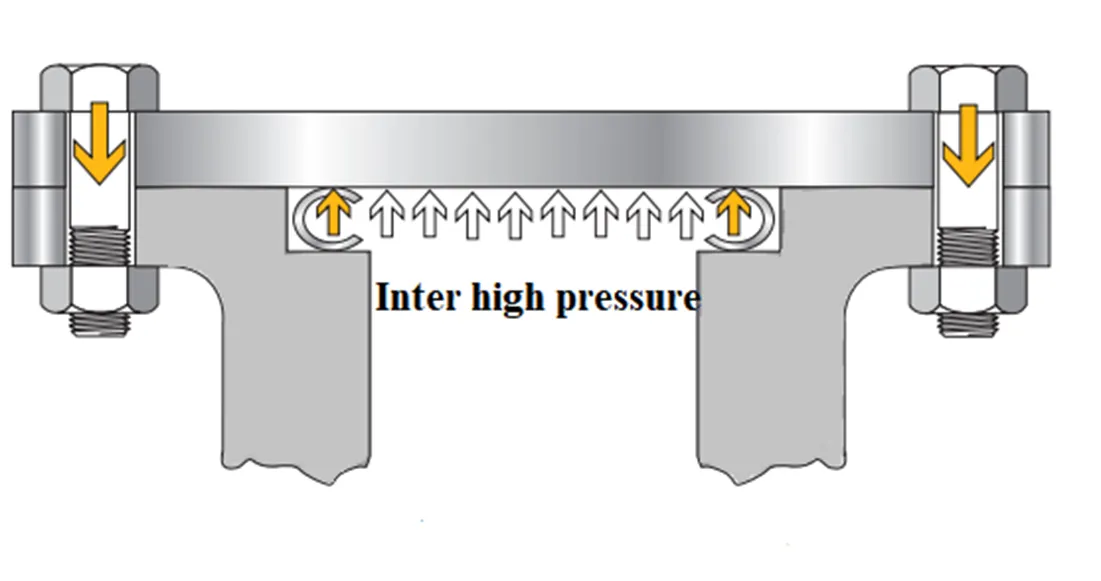
图7 金属C型圈工作受力图
金属C型密封圈的工作原理和超低泄漏率的实现方式如图8~10所示。
如图8所示,两法兰接触面的泄漏一般通过两种方式:密封件本身的渗透以及从密封圈和法兰接触面缝隙的泄漏。对金属密封圈来说,前者的泄漏可以忽略。我们需要重点防范的是法兰和密封圈接触面之间的泄漏情况。
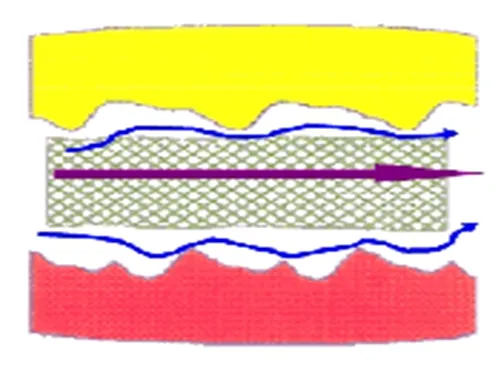
图8 法兰接触面泄露方式

图9 靠密封圈表面的塑性变形,补偿法兰表面的凸凹不平和缺陷实现密封

图10 靠C型圈被压缩后的回弹力与法兰表面形成的弹性变形实现密封
目前世界上的任何密封圈在使用过程中都会出现泄露,零泄露的密封圈是不存在的,只是不同种类的密封圈所能实现的泄漏率不一样,有时差异还很大。弹性金属密封圈是当今世界上最先进的高性能密封件,随着工业的快速发展,今天很多应用对密封的要求远远超出了传统材料的密封圈或者密封垫片所能承受的温度、压力及泄漏率的极限。金属密封圈独特的多层结构、客户化的形状设计以及本身超强的稳定性为能满足这些苛刻的密封需求提供了可能。金属C型密封圈的漏率最高则可以达到10-9atm.cm3/s.m(即30年内只会泄漏不到1cm3的氦气),这是其它任何一种密封圈所远远不能达到的。金属C型密封圈在工作的时候是放置在沟槽里的,上下法兰面要压紧压实,金属接触金属(Metal-to-metal Contact,MMC)的密封工作方式,也保证了对密封系统的严格控制,即不仅可以保证密封圈达到最佳压缩量,又不至于被过压缩,还可以防止在内部超高压气体状态下密封圈被“吹出”。此外,弹性金属材料还拥有超长的使用寿命,设计使用寿命可超过30年。
其次,任何金属密封圈都是一次性的,在一次压缩使用后,我们是不推荐二次使用的,密封圈供应商也不会对任何二次压缩使用的金属密封圈提供质量保证。因为在新密封圈首次被压缩时,密封圈最大弹性变形时所形成的法兰和密封圈表面的塑性补偿能力是最好的。如果被二次使用,则密封圈表面的金属镀层已经被破坏,很难再次完好补偿法兰表面的缺陷,且二次压缩的金属密封圈的回弹力也已“大不如前”。
4 斯特林制冷机精确尺寸限制下C型圈的选择
为了搞清楚最关键的C型圈载荷力/最佳压缩量等相关信息,我们特别使用数个金属C型样圈在ANSYS软件协助下做了C型圈压缩的有限元分析,如图11。图11(a)是压缩前的截面,图11(b)是压缩过程中内部金属的压应力的截面,(b)图说明了C型圈在承受巨大的压紧力,也产生了很大的弹性变形力。
并根据软件反馈的载荷力和压缩/回弹量参数绘制了金属C型圈的压缩量-载荷曲线图12。
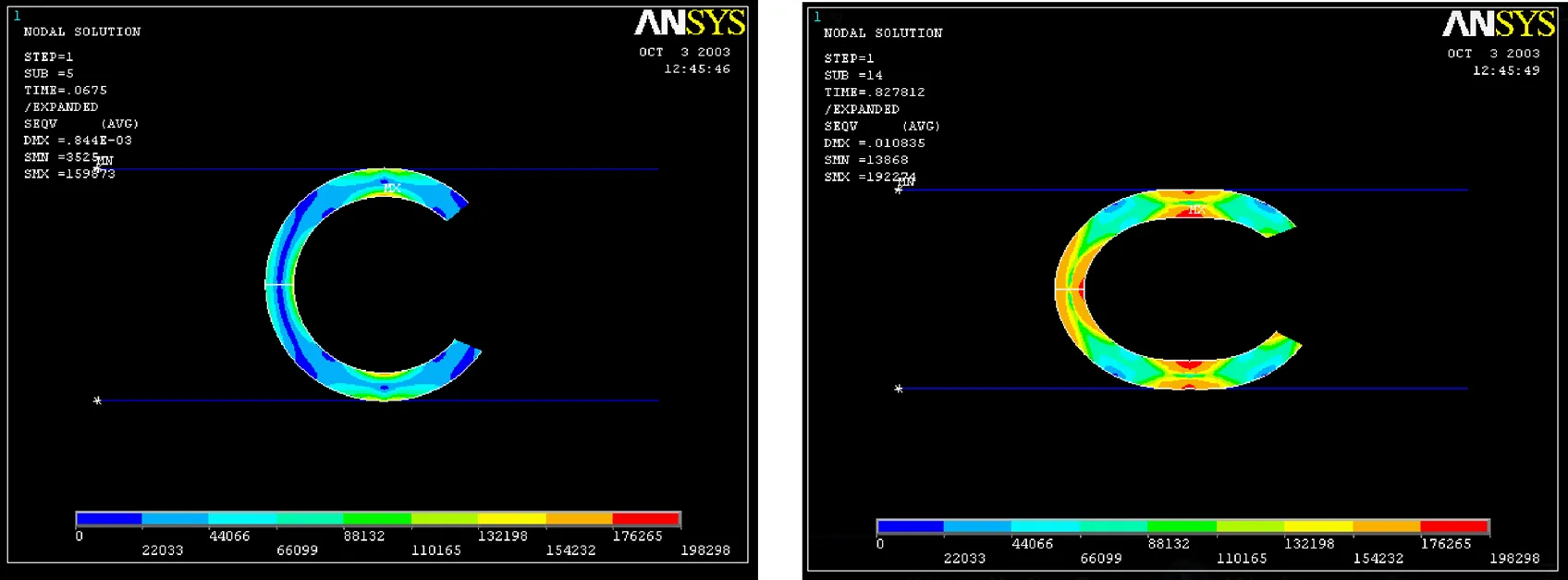
图11 典型金属C型密封圈被压缩前(a)后(b)对比

图12 典型金属C型密封圈压缩量-载荷曲线
需要指出的是,点(2,2)是曲线的拐点,经过多次试验和总结,此位置处的C型圈有效回弹量(2-1)可以达到最大,大约为压缩量的20%,同时压缩C型圈所需的载荷也接近于最大,此时的C型圈的密封功能可以最佳程度地释放出来。从图12看出,如果继续压缩C型圈,载荷力的增加已经非常缓慢,但C型圈的有效回弹却急剧缩小,即2右侧的区域为C型圈的过压缩区域。通过ANSYS反馈过来的数据,2即为金属C型圈的最佳压缩量,大约为C型圈自由高度的17.5%~18.5%,对应所需的载荷为2。
在我们多个工程项目使用的斯特林微型制冷机的封装中,由于现场安装沟槽尺寸的局限性,所有使用金属C型圈的制冷机沟槽外径尺寸均在15mm~35mm之间,由此对应地可以选择的金属C型圈的唯一线径数据是1.60mm。这个规格的C型圈需要适配沟槽的标准宽度在1.90mm以上。但由于在制冷机内部其它部件的尺寸已经被压缩到最低,留给沟槽的宽度通常只有1.65mm~1.75mm的加工空间了,如图12所示,这也正是在此处我们选择金属C型圈而没有选择金属O型圈或者弹簧增强型金属C型圈的原因。因为在同样线径尺寸下的密封圈,后面两种需要的沟槽宽度更宽,大约在2mm~2.2mm。
沟槽其它的加工尺寸要求包括槽深1.32mm以及与C型密封圈压紧接触的上下法兰面的粗糙度0.8mm。这里需要指出的是加工法兰面的粗糙度并非越光洁越好,因为如果是镜面级的绝对光滑的法兰面反而在与C型圈压紧接触后产生不了图9所说的足够的塑性变形,这对于C型圈的密封效果并不有利。
我们测试使用了空心的金属C型密封圈,材料选用的是镍基合金718,外层电镀一层软性金属锡,在内部氦气压力3.5~5MPa,以及正负70℃的温差循环下,使用空心金属C型密封圈的制冷机均可以达到泄漏率要求的8×10-9Pa×m³/s甚至更好。而且经过一段时间的跟踪观察后,泄漏率依然可以保持开始的水平。

图13 所用沟槽尺寸
斯特林制冷机主要失效模式有:腔内高压气体泄漏、工质污染和运动部件的磨损等[3],C型金属密封圈凭借优秀的泄漏率的实现、对环境温度极低的敏感性和长时间密封性能的稳定性在最近几年正越来越成为斯特林制冷机技术改进的重要内容之一。比如以色列Ricor公司生产的K508N型号的制冷机就是由原有K508型号改进而来,主要改进内容是:首次在该型号使用金属C型圈来密封、增加制冷机安装面的厚度和强化了轴承性能,这些改进将原来K508的固有频率提高了300Hz以上,MTTF甚至增加了一倍,可达20000h[6-7];K544N制冷机相比K543型号,除了用更多螺钉加固电机的结构性改进之外,也加入了金属C型密封圈的使用,以提高制冷机的密封性[6]。
5 结论
金属C型密封圈由于高可靠性、良好的耐老化性、对密封介质的高适应性以及可实现的超低泄漏率受到各行各业用户的青睐,尤其是在超高低温、高压、超真空或者辐射性的环境下,金属密封圈几乎成为了实现稳定密封功能的唯一选择,这在核电行业里面表现的尤其明显。在低温制冷机封装密封应用领域,安装沟槽尺寸的局限性对金属C型密封圈提出了更高的要求,比如由于偏窄的沟槽宽度,C型圈在被压缩后易触壁从而影响其正常的压缩量和密封功能的实现;压缩C型圈上下法兰面的粗糙度与可实现的泄漏率之间的关系也需要在今后的使用过程中多加测试和总结,未来的使用前景值得进一步研究。
[1] 陈国邦, 颜鹏达, 李金寿. 斯特林低温制冷机的研究与发展[J].低温工程, 2006(5): 1-5.
CHEN Guobang, YAN Pengda, LI Jinshou. Research and development of Stirling cryogenic refrigerator[J]., 2006(5): 1-5.
[2] 陈晓屏. 微型斯特林制冷机可靠性现状及趋势[J]. 真空与低温, 2010, 16(4): 198-202.
CHEN Xiaoping. The reliability development of the tactical stirling cryocooler [J]., 2010, 16(4): 198-202
[3] 刘心广, 吴亦农, 何力. 空间微型斯特林制冷机失效分析[J].质量与可靠性,2006(6): 50-52
LIU Xinguang, WU Yinong, HE Li. Failure analysis of space micro- Stirling refrigerator[J]., 2006(6): 50-52
[4] Kalpakjian Schmid.[M] 5th ed. Boston: Pearson Education, 2008.
[5] 孙丰寿. 自密封原理在超高压密封中的应用[J]. 液压气动与密封, 1992(4): 44-45.
SUN Fengshou. Application of Self-sealing Principle in Ultra High Pressure Seal Hydraulics Pneumatics & Seals, 1992(4): 44-45
[6] 迟国春, 孙浩, 王亮, 等. 红外探测器组件制冷参数分析[J]. 红外技术, 2019, 41(7): 683-688.
CHI Guochun, SUN Hao, WANG Liang, et al. The Analysis of Cooling Parameters of Infrared Detector Assembly[J]., 2019, 41(7): 683-688
[7] Barak Moshe, Avishai Filis, Nachman Pundak, et al. Ricor's K508N Highly Reliable Integral Rotary Cryogenic Cooler[P]. Cryogenic & Vacuum Systems, En Harod Ihud 18960, Israel
Application of Metal C Ring in Stirling Cryocooler
SU Yongqiang1,2
(1. Hangzhou Fast Technical Service Co., Ltd, Hangzhou 311200, China;2. Shanghai Omur Machinery Tech Co., Ltd, Shanghai 201108, China)
This article introduces the manufacturing process, material selection, sealing characteristics, and sealing advantages of a new hollow metal C ring used in Stirling cryocoolers. Given the high leakage rate and ease of failure of rings made of traditional rubber, PTFE, and solid silver wire, the manufacturing accuracy of the metal C-type sealing ring is high. After years of testing, use, and demonstrations, the metal C ring has achieved high reliability and a low leakage rate under conditions of strong impact and radiation resistance. The leakage rate of the metal C-ring can reach to 10-9atm.cm3/s.m, which meets the leakage rate requirements of Stirling cryocoolers.
high pressure helium, metal ring, Stirling cryocooler, leakage rate
TH134
A
1001-8891(2022)07-0757-06
2022-03-22;
2022-05-11.
苏永强(1982-),男,总经理,总工程师,高级经济师,主要研究方向为低温密封技术、金属密封技术。E-mail:sealbest@163.com。