长针电连接器去金搪锡工艺技术
2022-07-15朱振兴
白 邈 肖 越 杨 志 朱振兴
(北京空间机电研究所,北京 100094)
文 摘 针对长针电连接器手工搪锡效率低、质量差的问题,分析了当前几种搪锡方法的优缺点,提出研制搪锡保护装置使用锡锅搪锡的工艺方法,详述了保护装置研制的关键技术及具体实施方法。结果表明,本工艺方法操作过程简单、难度低,工艺稳定性好,极少出现返工返修情况,搪锡质量和效率均大幅提高,保护装置可以重复使用,降低了搪锡成本。
0 引言
随着电子产品向着高密度、轻小型化发展,电路板、电子单机的集成度也越来越高,长针电连接器作为电路板之间电气互连的桥梁,在航天产品电子学单机中大量使用,取代传统使用导线进行电气连接的形式,大大降低了电气机箱的体积、质量和装联复杂性[1]。然而长针电连接器具有很好实用优势的同时,其插针焊接前的去金搪锡环节操作复杂、效率低且质量不高,一直都是航天电装领域一个工艺难题。
1 长针电连接器搪锡要求
长针电连接器插针表面存在一层厚度为10 μm镀金层,采用锡-铅(Sn-Pb)焊料焊接金镀层、元器件镀金电极或镀金引线形成的焊点,多颗卫星电子产品上曾发生过焊点开裂致使电气连接失效的故障(图1)。一般把用锡为主要成分的焊料与金层焊接后生成金-锡金属化合物发生的脆性断裂失效现象称为“金脆”[2]。在航天等军工行业的电子生产研制中,为防止金脆,镀金的引脚、接线端子等必须经过搪锡处理,并作为禁(限)用工艺项目重点关注[3]。

图1 焊点开裂显微剖切照片Fig.1 Microsection photos of solder joint cracks
按照航天标准规范QJ3012—1998关于去金的要求:“表面镀金层厚度小于2.5 μm 需进行一次搪锡处理,大于2.5 μm 则需进行两次搪锡处理”,在长针电连接器焊接前需对其插针进行两次搪锡处理[4]。
长针电连接器插针根部是焊接部位,前部是插接部位(图2);镀金层具有不易氧化、耐磨、导电性能好、接触电阻小等优点,正为插接部位所需;因此应保证插接部位镀金层完好,不允许沾到焊锡;故不能直接将长针浸入到液态焊锡中进行锡锅搪锡。
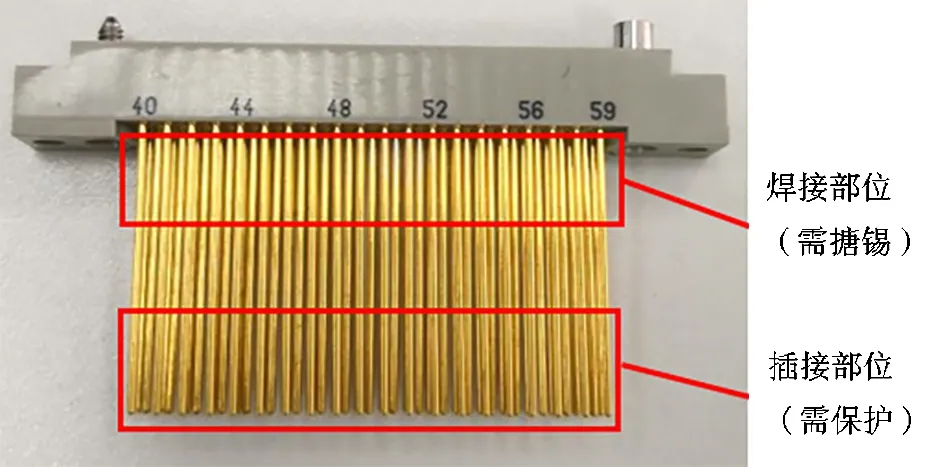
图2 长针搪锡部位、保护部位示意图Fig.2 Schematic diagram of tinned and protected parts of long pin
由于长针电连接器具有插针长(15.0、17.5、19.5、22.5 mm 等)、间距密(1.905、2.54 mm 等)的自身特点,给手工搪锡操作带来了非常大的困难。手工搪锡需要操作人员使用电烙铁逐一对每一根插针进行去金、搪锡两次。由于电连接器引脚多、间距密,电烙铁头部不易伸入电连接器内部,插针内侧需要多次涂抹焊锡才能将镀金层完全溶解去除,导致长针电连接器手工搪锡操作十分复杂,工作量大,搪锡效率低下。
2 技术调研
针对上述长针电连接器搪锡的要求与存在问题,通过调研形成如下结果。
(1)电烙铁手工搪锡方法,在长针搪锡部位涂抹助焊剂,用电烙铁上锡,用吸锡绳将多余焊锡去除,完成去金操作,再涂抹助焊剂进行二次搪锡。优点:人工操作灵活性高、适应性强,无需购置新设备、新材料或制作新工装;缺点:效率低下、存在去金不彻底等质量风险、工艺稳定性不高,不能完成三排以上长针电连接器搪锡工作,人力劳动强度大。
(2)使用解焊机焊锡波峰搪锡方法[5],制作长针电连接器搪锡专用喷嘴工装,用保护罩和耐高温胶带将长针前部保护,将搪锡部位水平放置到解焊机涌出的焊锡上,进行去金、搪锡操作。优点:比手工搪锡效率高、提高生产设备使用效率;缺点:工艺方法不稳定,存在插针间焊锡桥连、残余焊锡较多等问题,需要手工返修,导致搪锡效率降低;三排及以上长针电连接器桥连严重,无法完成搪锡工作。
(3)插接部位涂保护胶锡锅搪锡方法[6-8],配置保护胶液,涂敷在长针需保护部位,进行锡锅去金、搪锡处理,去除保护胶,完成搪锡工作。优点:比手工搪锡效率高、质量好、工艺方法比较稳定,能够完成多排插针长针电连接器的搪锡工作;缺点:保护胶配制、烘干、去除等工序繁琐、耗时、降低搪锡效率;保护胶等物料的使用增加生产成本;保护胶如去除不净,可能导致电连接器接触不良。
综上,目前国内商业领域和军工领域关于长针电连接器搪锡技术相关资料非常少,一般均采用手工搪锡方法,个别军工单位研究了新的搪锡方法,采用胶液保护锡锅搪锡或是采用保护罩保护解焊机搪锡,存在操作工艺复杂、物料消耗较大等问题。为此,本文提出研制一种插针搪锡保护装置,实现长针电连接器高质高效低成本的锡锅搪锡的工艺方法。
3 保护装置研制要求
由于锡锅搪锡要将搪锡部位浸入到260℃的液态焊锡中,长针电连接器如使用锡锅搪锡,则长针连同保护装置也同时需要浸入到焊锡中。因此,保护装置的材料选用与结构形式设计是技术难点的所在,要求具有以下特性:
(1)良好的耐高温性能和稳定性,能够承受260℃以上高温,不熔化,不变形,不发生化学反应,不能被焊锡润湿;
(2)良好的密封性,保证长针插接部位与液态焊锡隔离,镀金层不会被焊锡溶解或破坏;
(3)良好的结构设计,保证插针搪锡高度的一致性,结构与插针衔接部位便于液态焊锡留下,不存留焊锡,以减少返修操作;
(4)可重复使用,减少工装加工次数和成本,进而降低搪锡成本。
4 保护装置设计
4.1 保护装置总体设计
经过对搪锡要求和使用需求分析,确定了尖角式搪锡保护装置,由密封盖板、插针密封罩、支撑杆、固定座、把手等5 种结构零件组成[9],总体结构见图3。长针的插接部位插入到插针密封罩内,实现与焊锡的隔离保护,故插针密封罩是本装置的核心零件,密封盖板与插针密封罩组装形成保护腔,支撑杆起到长针搪锡高度限定的作用,同时提供与固定座的连接接口,固定座将长针电连接器本体固定,同时提供与把手的连接接口,把手供操作人员搪锡时手持,应防止传递的高温烫伤手掌。
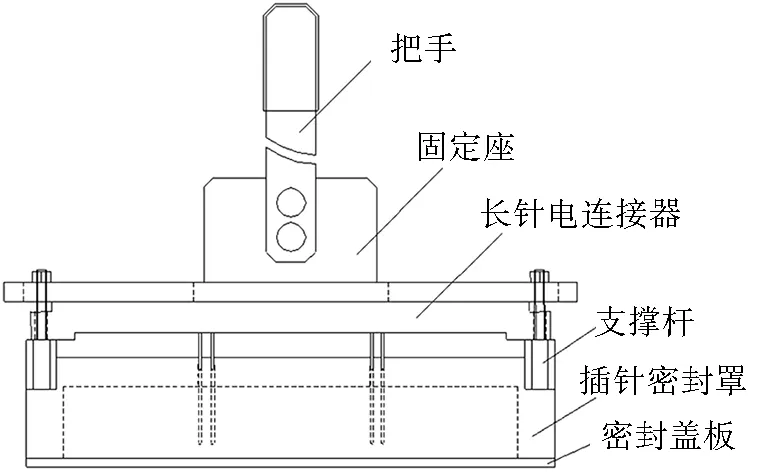
图3 尖角式搪锡保护装置结构图Fig.3 Structural diagram of“sharp angle”protection device
4.2 零件设计
根据上述分析可知,由于插针密封罩上具有与长针电连接器插针一一对应的安装孔,不同型号电连接器插针数量、间距不同,则需设计制作多种型号的保护装置。为了增加保护装置的通用性,减少零件的设计、加工数量,降低生产成本,通过分析归纳与设计优化,明确了保护装置可以通用的零件为把手、固定座、支撑杆,个性零件为插针密封罩和与之配套使用的密封盖板。
插针密封罩是决定搪锡保护装置性能的关键,其中安装孔直径和尖角角度的参数选择至关重要:安装孔径越大,电连接器的插入越容易,但保护可靠性降低、容易有焊锡存留;尖角角度越小,焊锡流下越快,越不容易残留焊锡,但不同排插针搪锡高度差增大。
表1、表2为针对某型号三排长针电连接器,插针密封罩安装孔直径和尖角角度参数的设计确认及样件试验效果对比验证结果。
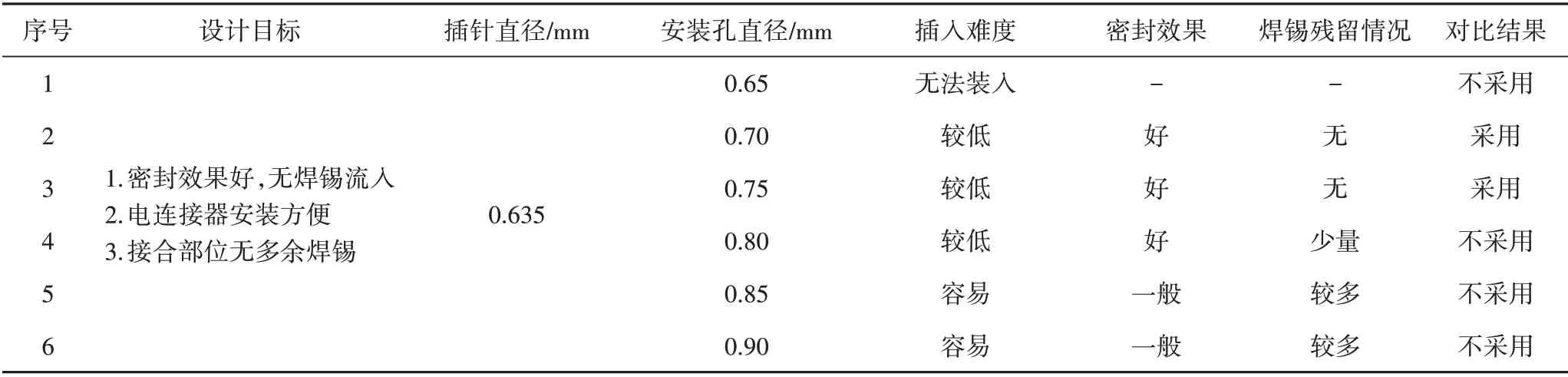
表1 安装孔直径参数确认表Tab.1 Confirmation table of installation hole diameter parameters

表2 尖角角度参数确认表1)Tab.2 Confirmation table of sharp angle parameters
从表1可以看出,插针密封罩上安装孔直径设计值为0.70~0.75 mm 时,电连接器插入难度较低,密封效果良好,并且接合部位无多余焊锡残留;安装孔直径小于0.70 mm 时,电连接器插入困难,存在损伤插针或其表面镀金层的风险;安装孔直径大于0.75 mm 时,电连接器插入容易,密封效果尚可,但是接合部位有多余焊锡残留,导致电连接器无法穿入到电路板上安装孔,需要对多余的焊锡进行手工清除,返修工作量大。
从表2可以看出,插针密封罩尖角角度为60°~90°时,电连接器插针内外侧搪锡高度差和不同排插针搪锡高度差在可接受范围内,且接合部位无多余焊锡残留。尖角角度0°~60°时,接合部位无多余焊锡残留,但插针内外侧搪锡高度差和不同排插针搪锡高度差均较大,影响搪锡效果。尖角角度90°~180°时,插针内外侧搪锡高度差和不同排插针搪锡高度差均较小,但焊锡流下缓慢,接合部位有多余焊锡残留或桥连情况,需要对多余的焊锡进行手工清除,返修工作量大。
5 搪锡工艺
5.1 工艺流程与方法
使用搪锡保护装置对长针电连接器进行锡锅搪锡的工艺流程如图4所示。
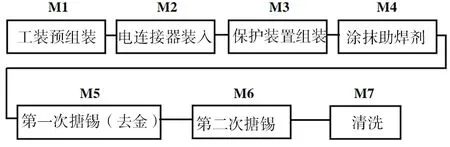
图4 使用保护装置搪锡工艺流程Fig.4 Process flow of tinning with protection device
M1:工装预组装:先将把手与固定座组装,支撑杆、插针密封罩和密封盖板组装,此两项组装操作仅在工装第一次使用前进行,搪锡完毕后无需拆分,避免后续反复装拆的无意义工作,提高搪锡效率。
M2:电连接器装入:长针电连接器装入工装之前需先检查所有插针状态,应确定所有插针无歪斜,之后将其插入到插针密封罩内,安装过程中注意保证所有插针全部入孔,防止长针弯折。
M3:保护装置组装:将保护装置上下两部分通过安装螺钉组装成一体。
M4:涂抹助焊剂:搪锡前需对搪锡部位涂抹助焊剂,使用小毛刷蘸取助焊剂,均匀涂抹在待搪锡部位。
M5:第一次搪锡(去金):去除锡锅表面杂质与氧化膜,将保护装置竖直浸入到去金锡锅中,注意控制浸入深度,保证锡锅焊锡液面不与电连接器本体接触,且间距小于0.5 mm,搪锡时间2~3 s,然后将保护装置从锡锅中竖直提出,完成第一次搪锡。
M6:第二次搪锡:待电连接器本体完全冷却后,参照上述工序4-5内容与要求,在搪锡锡锅中进行第二次搪锡操作。
M7:清洗:将保护装置上下两部分拆分,取下长针电连接器,使用无水乙醇将搪锡部位及其他污染部位清洗干净,完成整个长针电连接器搪锡工作。
5.2 搪锡效果确认
去金搪锡完毕后的长针电连接器如图5所示,由专业检验人员使用光学显微镜对搪锡质量进行检验,得出下列检验结论:

图5 样件搪锡效果图Fig.5 Sample affter tin-coating
(1)插针焊接部位金层表面积100%去除;
(2)搪锡部位表面焊锡润湿良好,无毛刺、拉尖等现象,锡层厚度均匀,无助焊剂残留;
(3)插针间无焊锡桥连,无残渣、焊锡氧化物等多余物;
(4)电连接器插针无弯折、无松动,本体无损伤、无焊锡、无变形,型号、规格、标识等清晰。
6 结论
本文通过研制出一种长针电连接器插针搪锡保护装置,并重点解决了插针与保护装置结合部位焊锡残留问题,摸索出长针电连接器高质高效的锡锅搪锡工艺新方法。该工艺方法工序简单,操作难度低,工艺稳定性好,极少出现返工返修情况,且装置可以重复使用,降低了搪锡成本,很好地解决了长针电连接器手工去金搪锡效率低、质量差的问题。