大跨径桥梁钢箱梁制作及质量控制
2022-07-13魏蓓
魏蓓
(中交建冀交高速公路投资发展有限公司,河北 石家庄 050000)
1 工程概况
某跨江桥梁工程,桥梁标准横断面宽度为36.5m,桥面布置为:人行道(2.5m)+侧分带(3.75m)+机动车道(11.5m) +中央分隔带(1.0m) +机动车道(11.5m)+侧分带(3.75m)+慢行道(2.5m)=桥梁宽度(36.5m)。桥梁主拱跨度为145m,拱桥矢高大约32m,该主拱矢跨比为1/4.5,桥拱采用二次抛物线形,主拱肋内倾70°。箱形截面肋宽1.85m,钢箱截面高由3.2m 均匀变化至拱顶高2.2m。拱肋通过钢箱横撑连为一体。每个拱肋分为7 个节段。其中包括:拱梁节点段、标准段(S1、S2、S3节段)。
2 钢箱梁的制作要求
2.1 钢材的选用
主纵梁、中横梁及小纵梁采用Q345QC 钢,拱梁节点、拱肋及风撑采用Q370 QC 钢,对于厚度≥30mm 的钢板要求100%探伤检验。钢板质量等级为Ⅰ级,且近焊缝区域200mm 内不得有任何片状缺陷。拱梁节点段主拱肋内侧腹板采用Z 向钢板。Z 向钢板的含硫量不大于0.005%,钢板厚度方向性能级别及断面收缩率的平均值不小于35%,单个值不小于25%,并按照规范进行超声波检验。焊接采用与母材相匹配的焊丝、焊剂和手工焊条,焊接材料应符合规范要求,同时应通过焊接工艺评定试验进行选择。在施工过程中焊条、焊剂、焊丝的选择需要按照工程相应规范和标准进行抽样检查,合格后使用。所选用的保护气体(CO2)的纯度需要大于99.9%。
2.2 梁体防腐涂装
防腐涂装通常有电镀和涂刷两种方式,涂装层直接决定着钢桥的寿命长短。涂漆工作时,涂装或电镀的主体拼装结构需在厂内完成全部底漆、中间漆以及第一道面漆的涂刷,拼装完成后表面进行第二层漆的涂刷,并保证每层涂刷均满足设计及相关规范要求。现场涂装层的变更必须经设计人员同意才能够进行。
2.2.1 涂装要求
钢箱梁桥涂装部位分别为箱梁外表、钢箱梁和混凝土结合断面、钢箱梁内侧表面、高强螺栓等连接部件,各涂装部位都需要进行防锈处理,大体分为以下四部分:
(1)钢箱梁外表面是指所有暴露于大气中的钢梁外表面部分,进行防锈处理。
(2)钢箱梁内部处于密封空间内,需要进行有效除湿才能更好地保护钢箱梁不受腐蚀,延长箱梁的寿命。
(3)钢混凝土结合面是指钢梁与混凝土桥面板的结合处,其防腐寿命与桥面板相同,涂装完成后,在钢结构与桥面板结合边线处涂布HM106 聚硫型高强防水密封胶。
(4)钢防撞护栏与检修道栏杆防腐涂装采用热镀锌处理。钢拱、钢主纵梁内部须为密闭空间,对于钢拱、钢主纵梁上与外界连通的过焊孔等孔洞应采用HM106聚硫型高强防水密封剂进行密封。
2.2.2 防腐材料及工艺要求
本文选用的是效果较好的“氟碳面漆+冷喷锌”防腐体系,在进行防腐处理前要保证表面没有凸起、坑洞等,以免影响桥梁使用寿命。采用抛丸和喷砂对防锈面进行抛光处理。选用同样型号规格、同一厂家的材料,以避免不同厂家的产品质量差异影响钢箱梁的涂装效果,保证施工质量。
2.2.3 防腐涂装质量检查
(1)表面处理检查:涂装部位清洁度达到标准要求。(2)施工前快速检验及施工过程材料复检:桥梁制造厂需在防腐施工前进行防腐材料快速认可检验,制作冷喷锌单层及复层样板,与设计方共同确认材料合格后方可使用。由桥梁制造厂制作提供冷喷锌单层样板,进行360h 快速划线盐雾测试,确认无起泡、生锈、脱落情况后使用;制造厂提供三层样板,测试涂层配套性,使用拉开法测试涂层体系附着力。
(3)涂层外观质量检查:钢箱梁的涂层要均匀饱满,严禁出现气泡和蜂窝,并且需要严格检查涂装部位,避免漏涂和误涂等现象发生,一个部件的使用寿命会影响整个箱梁的使用命,因此涂装的外观质量是控制涂装质量的有效措施。
3 钢箱梁的制作流程
3.1 钢材检验
钢材的质量检验流程如图1所示。
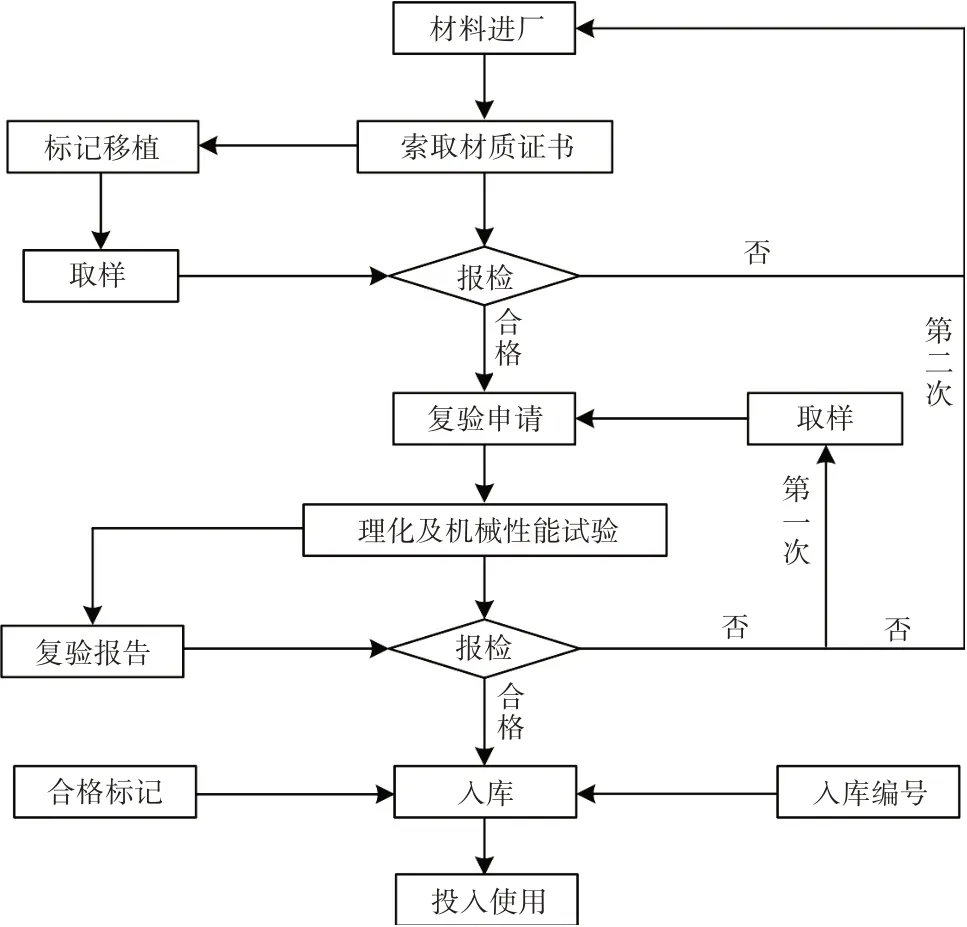
图1 钢材的质量检验流程
3.2 钢材焊接
本桥钢结构焊缝主要有全焊透坡口焊缝、部分焊透坡口焊缝以及普通角焊缝三种形式。
3.2.1 钢桥焊接要求
腹板、顶底板、肋板对接必须采用全熔透的对接焊缝;腹板与顶底板之间的T 形接头应采用焊透的T 形对接与角接组合焊缝;顶底板及腹板与隔板间T形接头应采用部分熔透的T形对接与角接组合焊缝;纵向加劲肋与顶底板及腹板间采用双面贴角焊缝,焊脚高度为10mm;锚拉板与塔壁之间的T 形接头应采用焊透的T形对接与角接组合焊缝;锚拉板与隔板之间T 形接头应采用部分熔透的T形对接与角接组合焊缝;锚腹板与锚拉板之间的T 形接头应采用焊透的T 形对接与角接组合焊缝;锚腹板与塔壁及隔板之间T形接头应采用部分熔透的T形对接与角接组合焊缝。
3.2.2 钢箱梁桥的焊接
梁段间的焊接选用二氧化碳保护进行焊接,自动焊接底板、埋板、隔板等;桥面系等附属结构设施采用二氧化碳半自动焊接,自动焊接有困难时需要进行手动焊接。钢箱梁的顶板和底板加筋肋焊接采用全熔透焊接,以保证焊接缝的饱满,避免焊接不密实产生疲劳损坏。当加筋肋的厚度大于16mm 时,顶板、底板与主板的搭接宜选用坡口部分熔透的方式进行焊接。箱梁焊接过程中所有搭接部位选用熔透焊接以保证箱梁整体结构的承载力。钢箱梁的主要受力部位是顶板、底板、腹板3个部分,因此在施工过程中要严格控制焊接质量。在箱梁的焊接时应避免潮湿、雨天等恶劣天气,对于有风的天气需要采取有效的防风措施,焊接部位有锈蚀、油渍、水分、氧化皮等影响焊接效果因素存在时,需要对表面进行清洁后再进行焊接。焊接部位存在裂缝或搭接缝隙时需要进行焊接填充。
3.3 拱肋的安装施工
拱肋是桥梁重要的组成结构之一,对于拱肋的吊装施工,现场需要配备专业技术人员进行拱肋安装的指导工作,在安装时进行实时同步校核安装情况。常用的吊装方式是两点式吊装,通过缆索吊装到安装位置进行初步定位,根据设计数据现场进行微调校准定位。定位包括横向偏位、纵线偏位和高差偏位调整,最终经过不断地调整使拱肋定位满足设计要求。拱肋就位后需要采用横向风缆固定,并将拱脚焊接在主桥梁的拱脚上,依次进行拱肋定位合龙,合龙温度宜控制在15℃左右,以减少温度影响。
拱肋安装完成后需要通过横撑对两侧拱肋进行连接,连接完成后将固定风缆拆除,同时拆除拱肋的支架,支架安装按中间向两端的顺序进行拆除。拱肋吊装设备需要根据重量进行选择,以便能够安全地进行吊装施工作业。吊装的顺序按照先拱脚,其次拱身,最后进行拱顶合龙吊装。拱肋拼装过程中偏差较小不宜控制时采用千斤顶进行调节,以使拱肋控制点坐标满足设计精度要求。拱肋调节到设计要求的精度后要及时进行焊接,如果因特殊原因搁置,待再进行焊接时,需要重新校对拱肋的精度。拱肋安装完成后需要及时进行横撑的安装施工,以便使两个半拱成为一个整体,更好地满足稳定性要求。
4 钢箱梁制作的质量控制措施
4.1 质量管理
项目设置专门质量检查小组,自行检查合格后报监理单位进行验收。以下是针对本项目的质量内部管理流程图,见图2。
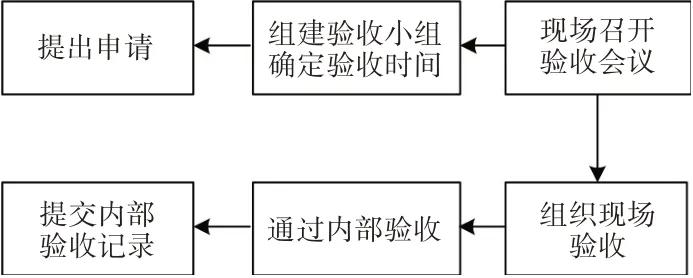
图2 施工质量内部验收流程
本项目在施工过程采用全面管理措施,每道工序完成后需要现场质量监督员检查合格并形成完整的检查记录后才可以向监理单位进行报验,重要的工序施工配备两名施工技术人员进行监督,以更好地保证施工质量。
内部验收相关要求。施工过程检查及验收需满足规范标准和合同要求,每项工程验收由项目经理组织质检员、工程管理人员、验收小组对工程质量进行验收。每项内部检查需要根据合同、规范和标准进行全面的质量评价,形成综合性书面意见,对于工程缺陷需要及时采取补救措施,并形成完整的施工整改纪要。整改后的工程需要进行复检。
外部验收相关要求。内部质量验收合格后需要形成完整的资料,向建设单位提出验收申请,以保证项目质量满足建设要求。外部验收合格后方可进行下一步施工。
4.2 施工材料进场检查措施
钢箱梁制作前需要对材料质量进行检查,本次采购的进场材料由专人进行交货和验收,对每一批次材料进场进行抽检,重要部件需要按照相关要求进行试验。材料进场后需要分类、分标准进行堆放,材料需要堆放整齐、标识牌完好明确、做好防潮防雨的措施。
4.3 防变形焊接
4.3.1 焊接变形试验
钢箱梁焊接部件较多,影响焊接质量的因素也较多,常见的影响钢箱梁焊接因素包括梁板的厚度、焊缝的搭接形式、焊缝质量要求、焊接的空间等。为了保证焊接质量,施工前需要对焊缝进行变形试验测试,以更好地保证焊缝满足钢箱梁荷载要求,另外钢箱梁的焊接作业应由焊接经验丰富的焊工完成。焊缝的变形受温度影响较大,因此选择温度相对较低时进行焊接作业,以保证温度对焊缝作业影响较小。
4.3.2 焊接部位的变形控制
钢箱梁下料前需要经过检验合格,作业场地要保证平整且满足平整度的相关规范要求,下料尺寸的精确控制对于焊接至关重要,采用无差别尺寸进行下料能够保证搭接位置的平顺,焊接尺寸更符合设计要求,焊接部位的变形更容易控制。
4.3.3 施工参数的选取和控制
需要通过试验检测钢箱梁各部位的气温影响参数、缝隙宽度、板厚变形,钢板焊接节点的变形控制可以按照相关参数进行估算,并经过反复试验来修正。
5 结语
综上所述,本文从大跨径桥梁钢箱梁的制作要求出发,对其制作流程和质量控制措施进行了总结和分析。结果表明,采用此制作工艺和质量控制措施,有效确保了该桥梁工程钢箱梁的质量,为类似项目的施工提供了宝贵经验。
