催化裂化装置主备风机系统智能控制技术的应用
2022-07-13张文全王春枭王宝鹏梅胜潘东
张文全,王春枭,王宝鹏,梅胜,潘东
(1.中石油广西石化公司,广西 钦州 535000;2.北京康吉森自动化技术股份有限公司,北京 101318)
催化裂化装置是炼油企业最重要的二次加工装置,而主、备风机是催化裂化装置最关键的核心设备之一,主要作用是给再生器提供烧焦用风和流化用风,回收再生烟气中的大量能量,并维持沉降器和再生器之间的压力平衡[1]。主风机是由三到四部分组成的复杂机组,包含烟气轮机、轴流压缩机、电动(发电)机,部分装置还会有4台蒸汽轮机。备用风机通常只包含电机和轴流风机。
主风机系统在催化装置中有三种配置方式,第一种为目前主流的三机组模式:烟气轮机+主风机+齿轮箱+电机;第二种为四机组模式:烟气轮机+主风机+汽轮机+齿轮箱+电机;第三种为纯发电式烟机组:烟气轮机+齿轮箱+发电机组。无论哪种方式配置烟机,都是用来进行能量回收再利用的。通过烟气膨胀做工,把从再生器送来的高温烟气回收能量,尽可能的把高于500 ℃以上的烟气中热能及压降能通过烟气轮机转子带动主风机组做功,使得主电机尽可能少做功甚至可以发电,回收烟气能量。
由于风机在催化裂化装置能量回收、压力平衡中的关键作用,所以,主备风机正常生产过程中的稳定性和节能性是日常操作的重点。而主风机中的烟气轮机长期运行在高温、高转速、腐蚀、多催化剂粉尘等不利环境下,既要承受复杂的作用力和热负荷,又要承受环境介质的腐蚀和氧化,工作稳定性差、振动大,因而烟气轮机很难长期安全、可靠、高效、经济地运行,通常需要在装置的运行期内,多次停机大修。在一些原料劣化严重,催化剂选型不合理的装置上,一年甚至需要停机大修2~3次[2-3]。定期切换操作则是催化裂化装置生产过程中过程复杂、风险高的操作难点。
1 当前主备风机操作过程常见问题
日常操作过程中,如果控制算法不能充分考虑调节系统实际存在的一些非线性特征,适当进行补偿,会导致风机的调节系统频繁动作,无法卡边操作,使风机机组长时间不在最优区间运行,电机功率波动比较大,造成非常大的能量浪费。
在装置开停车及异常工况或在用设备出现故障时,通常需要进行主、备机切换时,操作中则会存在以下问题[4-5]:
1)切换过程目前以人工操作为主,操作强度大,控制精度难把握,容易出现装置运行参数大幅波动。
2)切换过程操作过程风险大。一旦主风机出口放空阀异常打开,会造成装置主风机自保联锁动作,使装置进入停工处理程序。目前在国内催化装置主、备风机组手动切换过程中,造成装置联锁动作时有发生。
3)人工操作难以把握烟机入口蝶阀,烟机大、小旁通阀等非线性特征,导致催化裂化装置中反应器和再生器之间的差压响应滞后、两器差压波动比较大。
4)操作过程耗时长,易受环境突发变化的影响,容易造成主风机组入口工况参数瞬时变化,如果此时操作人员不及时调整机组负荷,会造成风机出口参数大幅变化,严重影响装置的平稳生产。
因此迫切需要一种成套的智能控制系统,既能实现切机过程的自动化,又能实现日常的平稳节能控制。
2 主备风机智能控制系统架构
主备风机智能控制系统架构如图1所示,整个智能控制系统由三部分组成,包括:主备风机自动切机控制器,主风机性能控制器和备风机性能控制器。切换过程中,三个模块同时作用,按预设流程完成自动切机。在正常运行工况下,则只有在运行的风机性能控制器起作用,实现日常的平稳、节能操作。

图1 主备风机智能控制系统架构示意
3 主备风机自动切机控制
由于烟机要从常温逐渐暖机到500 ℃以上,才可以正常工作,同时烟机入口管径为1 m以上的金属管道,如果暖机过快,经常发生入口管线膨胀变形过大或者入口阀门膨胀受力不均匀,反之如果暖机过长,造成大量的能量浪费,不能够尽快回收烟气能量。
主风机切备风机工艺原理如图2所示,切换过程如下:
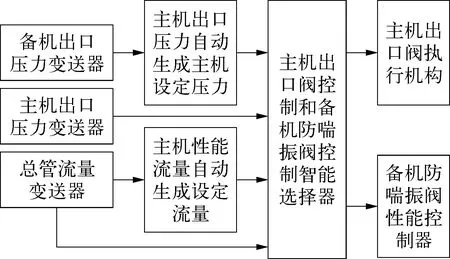
图2 主风机切备风机控制原理示意
1)各控制回路均投自动运行,主风机组投入送风量和总管出口压力关联加权性能控制。
2)备风机组投入送风量和总管出口压力关联加权性能控制,备机出口压力设定值自动根据此刻主机出口压力值自动生成目标值,总管流量控制器目标值保持此刻实测值。
3)打开备风机组送风阀。
4)选择备机切入系统,开始全自动切机。此刻备机出口压力逐渐升高到大于总管出口压力一定值时,备机出口单向阀开始打开,总管出口流量开始逐渐增加,当检测到总管流量增加一定量时,主风机组放空阀开始逐渐打开,放出多余的主风量,当再次检测到主风总管流量达到平衡时,开始继续循环上次进程,随着备风机放空阀(防喘振阀)的逐渐关闭,主风进入系统,主风机的放空阀自动逐渐打开。
5)由于在切机过程中会有再生器压力波动,增设了当备风机组出口压力达到设定值后,程序自动计算调整目标出口压力设定值,使得备风机组持续保持出口压力大于主机出口压力和总管出口压力,主备风机进行持续不间断能量转换。
6)当检测到主风机组出口压力低于总管压力一定值时,主机出口单向阀开始自动关闭,此刻切换完成,主风机退出系统。
备风机切主风机工艺原理如图3所示,切换过程如下:

图3 备风机切主风机控制原理示意
1)各控制回路均投自动运行,备风机组投入送风量和总管出口压力关联加权性能控制。
2)主风机组投入送风量和总管出口压力关联加权性能控制,主机出口压力设定值自动根据此刻备机出口压力值自动生成目标值,总管流量控制器目标值保持此刻实测值。
3)打开主风机组送风阀。
4)选择主机切入系统,开始全自动切机。此刻主机出口压力逐渐升高到大于总管出口压力一定值时,主机出口单向阀开始打开,总管出口流量开始逐渐增加,当检测到总管流量增加一定量时,备风机组放空阀开始逐渐打开,放出多余的主风量,当再次检测到主风总管流量达到平衡时,开始继续循环上次进程,随着主风机放空阀(防喘振阀)的逐渐关闭,主风进入系统,备主风机的放空阀自动逐渐打开。
5)由于在切机过程中会有再生器压力波动,增设了当主风机组出口压力达到设定值后,程序自动计算调整目标出口压力设定值,使得主风机组持续保持出口压力大于备机出口压力和总管出口压力,主备风机进行持续不间断能量转换。
6)当检测到备风机组出口压力低于总管压力一定值时,备机出口单向阀开始自动关闭,此刻切换完成,备主风机退出系统。
4 两器差压控制过程
催化裂化装置反应器和再生器压力之间应保持一定的差压,叫两器差压。两器差压不能任意改变,在切换过程中需保持稳定。反应压力通过调节气压机转速或气压机出口气体循环量而保持不变,再生器压力通过双动滑阀或烟机入口蝶阀调节再生器压力而保持与反应器恒定的压差[6-8]。
两器差压控制采用了一系列的优化措施,平衡差压控制的速度和稳定性之间的矛盾:
1)分析控制阀的阀门特性,增设了调节偏差死区功能,减少了烟机蝶阀、大小旁通阀频繁调节。
2)结合工程经验,在保证安全的前提下,调整控制阀的爬坡速率,加快调节速度,使调节更及时有效。
3)在稳定主风总管风量和再生器压力基础上,利用性能控制的解耦控制能力,优选主风机静叶和防喘振阀的调节幅度,尽量减小防喘振阀开度,实现防喘振工作点压线运行,降低主风机的总体能耗。
4)两器差压解耦控制器实时根据两器差压测量时,计算输出给烟机入口蝶阀和烟机大小旁通阀开度,当需要升高两器差压时,优先关小烟机大小旁通阀,然后再关小烟机入口蝶阀;当需要降低两器差压时,优先开大烟机入口蝶阀,然后再开大烟机大小旁通阀。
5)烟机功率控制器实时计算蝶阀允许的最小开度,一旦超过设定电机最大发电功率,烟机入口蝶阀将限制蝶阀继续打开。
6)烟机蝶阀故障瞬时关闭时,系统实时计算对应烟气流量,在一个扫描周期之内迅速把双动滑阀打开到计算位置。
5 应用效果
某石化公司3.5 Mt/a催化裂化装置于2010年8月28日正式投产,该装置是中国第一套采用UOP技术的重油催化裂化装置,所配套的主风机、烟机也是国内同类装置中的最大机组。该装置包含2套主风机,分别是主风机和备用主风机。因此,在2020年检修前,制订了详细的自动切机方案、性能控制方案、烟机蝶阀和大小旁通阀的控制策略,并于检修期间付诸实施,最终成功实现了主、备机无扰动一键切机、全自动控制主风量、两器差压控制响应速率达到了预期的效果。
具体实施中,首先是提升了硬件平台的性能,将原TRICON控制系统CPU版本升级,使系统扫描时间从80 ms,缩短到50 ms。更高的系统采样频率使现场数据能更及时地反馈运行情况,从而提升控制性能。
软件方面,更新了控制系统防喘振函数库,采用了目前为止最新的性能控制算法、自动切机算法、两器差压控制算法等先进智能控制功能。另外在人机界面中增加了自动切机画面,完善了两器差压控制参数。
项目最终在2020年5月2日投入运行,成功实现了主备风机全自动一键切机,将原来需要1 h左右的切机过程缩短到10 min内完成。正常运行状态中,两器压力调节迅速及时,实现了卡边控制,使电机功耗降低了8.4 MW,降幅达47%,节能效果十分显著。
两器压差控制工艺趋势如图4所示,可以看出,两器差压很好地稳定在一定区域内,在一定波动范围内不进行调节,只有超过一定波动范围,才会调节。

图4 两器差压控制工艺趋势示意
投用性能控制后,主风机组静叶由38.8°关到了28.8°,防喘振阀开度由11.3%关到了1.5%,主风总管流量波动范围在0~30 m3/min,主电机功率由17.398 MW降到8.973 MW,电机功率降幅达8.425 MW。
系统还有效地提升了装置安全运行的水平。在备风机性能控制投用后,备风机组在某一时段检测到总管流量异常下降后,静叶自动由51.0°增大到57.0°,主电机功率由15.594 MW升到了15.816 MW,主风总管流量波动始终保持在30 m3/min之内。在事后分析异常发生原因时,工艺人员发现是因装置的安全阀存在故障,异常跳开导致的。如果当时没有投用性能控制,此事将会造成主风低流量,进而切断进料,导致非计划停车的事故发生。
6 结束语
自机组联动试车到正式开车以来,经不断调整优化后,备用主风机自动切至主风机组运行,整个过程只需10 min就自动完成,切换过程中主风总管流量波动小于30 m3/min,压力波动小于5 kPa。与传统催化裂化的手动操作方式完成主备风机的切换模式相比,智能切换技术的应用可以使控制更加平稳可靠、高效安全,并杜绝误判误操作的可能,从而保证了工艺系统平稳操作的要求。
主备风机性能控制投用状态下,主风总管流量稳定,主电机功率大幅降低,装置运行稳定,节能效果显著。
自1965年国内第一套催化裂化装置投产以来,全国所有催化装置的主、备风机的切换一直采用手动操作,两器差压或再生器压力、主风机静叶控制控制通常采用手动模式。该石化公司3.5 Mt/a催化裂化装置主备风机智能控制系统的成功应用,验证了智能控制技术的安全可靠性和高效平稳性,对于国内同类装置提高智能操作水平、稳定操作工况、减轻操作强度、实现节能增效具有很强的指导意义。
