自流式定量装车控制系统的设计与应用
2022-07-13邓利永
邓利永
(北京石油化工工程有限公司 西安分公司,陕西 西安 710075)
某装车末站是延长石油集团公司在陕北重要的油品储存及销售终端,目前站场销售油气品种为柴油、汽油及航空煤油,外销方式通过火车运输。现场装车作业采用人工方式,劳动强度大、装车量不准、操作流程易出错,还存在溢罐、跑油、静电等安全隐患。为提高自动化管理水平,保证安全生产和提高工作效率,减轻操作人员劳动强度,提出建立一套火车自动化定量装车控制系统。
1 项目背景
该公司某炼油厂下游的装车末站火车栈桥于2000年建成,利用罐区与装车区的地理高差,采用自流装车方式发油。火车栈桥全长312 m,宽2 m,各类油品使用鹤管共计108套,栈桥南北两侧各设52个鹤管,其中在栈桥南侧设26个汽油鹤管,栈桥北侧设16个汽油鹤管和10个航煤鹤管。目前,铁路发油全部为人工手动控制装车,采用人工检尺计量方式,且敞口装车。该栈桥设备陈旧落后,存在以下问题:
1)鹤管完全是手工操作,非常不灵活,且装车作业频繁操作,劳动强度大。
2)装车液位完全靠人工检尺计量方式,由于经常在槽车入口处观察液面,会吸入大量的油气,对作业人员健康造成很大伤害。而且装车量非常不容易控制,易发生冒顶跑油事故。
3)装车过程中,泄漏比较严重。特别是雨季由于落地后的柴油不易挥发,被雨水从土壤中浸泡出来,流入防洪沟又进入河道,对环境存在重大污染隐患。
4)由于是开放式装车,油品损耗大,特别是夏季温度较高时,油罐车表面温度经常达到38.6 ℃,油气挥发更加严重,据统计单次损耗约为装车量的1%左右。
因此,原油装车系统易造成油品损耗引起较大经济损失,对环境造成非常大的污染,且挥发的油气易燃易爆,其排放对油库生产作业造成了一定隐患,容易引发火灾。为此该公司在2018年对该火车栈桥进行了现代化技术改造。
2 自动化定量装车控制系统设计及选型
常规定量装车控制系统通常需要采用装车泵对管输油品进行加压,以便使装车控制阀达到合适的工作点,并加快装车速度。该次技改项目由于受到原有设计及场地限制,综合考虑技术难度和建造成本,主要利用罐区与装车区地理高差产生的势能作为动力源,采用自流装车方式发油。
2.1 控制系统总体设计
该厂装车末站改造项目结合现场实际情况,在吸取了国内外先进的自动定量装车工艺经验基础上提出了自动化定量装车控制系统总体设计方案,该系统采用分布式控制方案,由控制室操作站为集中监控单元,现场批控仪[1]为现场控制级的二层结构组成,该系统预留上位机通信接口,以达到整个系统监控管理集中、控制风险分散的目的,保证安全、环保、可靠地运行。
控制室内有上位机管理系统和远程急停按钮。上位机管理系统操作站及工程师站用于对火车装车的控制及其他工艺流程的监视及操作,具有动态图形化显示、数据采集和处理、故障报警及生产报表的生成打印及通信功能。
定量装车仪、现场仪表及控制阀以撬装形式放置于火车栈桥上。该系统采用“一机一位”的方式,即1套批控仪控制1个鹤位;批控仪与上位机通信通过RS-485和Modbus RTU来实现。由于现场总共108套批控仪,传输数据量大,且距离控制室比较远,为了保证火车装车时,现场数据能及时发送至上位机系统,现场每7台批控仪就近设置1台防爆通信箱,采用光纤通信方式与上位机通信。控制室设置远程急停按钮,以便现场出现险情时,及时联锁急停现场定量装车仪。
定量装车控制系统结构如图1所示。
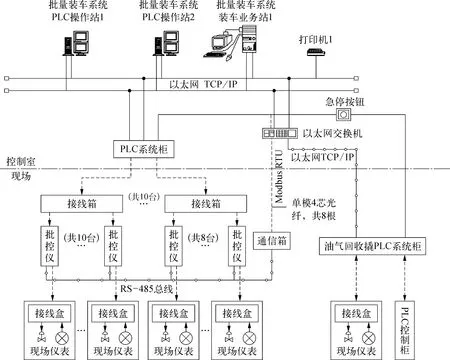
图1 定量装车控制系统网络拓扑结构示意
2.2 现场关键仪表设备的配置
2.2.1批控仪
在栈桥每个鹤位设置1台批控仪,火车定量装车在现场批控仪上进行操作。该方案的优点是,即使远程上位机出现故障,不影响现场装车作业。现场就地控制除对鹤管的常规操作外,液位报警联锁、急停、鹤管锁紧等功能均能在批控仪上实现,每台批控仪只对本鹤位有效。
2.2.2质量流量计
质量流量计[2]选用进口品牌科氏力质量流量计,一体式安装,精度达到贸易交接的级别,转换器带有传递数字信号的通信接口,输出多种测量参数和信息至现场批控仪,如瞬时流量、累计流量、密度等信号。以瞬时流量控制装车速度实现程控装车,并防止介质超速产生静电出现安全事故,以累计流量实现定量装车。
2.2.3装车控制阀
装车控制阀[3-6]是定量装车控制系统中的关键设备,其主要作用有:确定油品贸易交接时的控制精度和稳定性,在装车鹤管浸没前,以小流量装车,防止流量太大产生静电造成危险;在装车快结束时,实现分段关阀,防止管道产生“水击”。根据鹤管距离成品油罐区的远近,综合技术、节能及项目现场约束条件,采用以下不同的选型方案:
1)油品罐底部位置与火车栈桥高差约为30 m,同时考虑到管线沿程阻力,当油品送至火车栈桥附近时,最低只有0.2 MPa(油品罐满罐时,压力会更高一些),汽油和柴油鹤管靠近罐区,在油罐内油量满足装车的情况下,操作压力满足数控电液阀的正常工作要求,由于该项目采用自流式装车,对数控电液阀压力驱动下限要求较高,经过产品比选,确定采用可无级调节的进口数控电液阀。数控电液阀由先导电磁阀和主阀组成,发油时首先开鹤位球阀,然后再控制数控电液阀的常开、常闭电磁阀,两者的时间差可以根据定量装车控制曲线,在线通过批控仪的TIM定时器单元进行设定、修改。
2)航煤鹤管距离成品油罐区较远,当航煤经输油管线送到航煤鹤管附近时,操作压力已不足0.1 MPa,已经超出数控电液阀正常工作范围。同时,由于该项目为独立的成品油罐区,项目现场无仪表气源,根据对不同阀门的节流形式及工作特性曲线作比较,选择V型电动调节球阀[7]调节航煤的定量装车。V型球阀阀芯为V型结构,具有等百分比流量特性,流通能力大,可调范围大,具有剪切力,能关闭严密,适用于黏性流体的控制。
综上分析,对于柴油和汽油定量装车,选用数控电液阀;对于航煤定量装车,选用电动V型球阀。装车控制阀选型见表1所列。

表1 装车控制阀选型方案
2.2.4溢流液位开关
为了保障装车安全,随鹤管设备成套提供了溢流液位开关,在任何装车状态下,当液位超限时,均会关闭装车球阀。
为了避免装车过程中物料与空气摩擦产生静电积累过高引起火灾事故,要求槽车有良好的接地系统,装车仪启动后首先监测接地报警信号,若大于100 Ω,则发出接地告警铃声,拒绝执行装车,同时发出声讯报警。
2.3 定量装车控制程序设计
在程控装车过程中,根据设计“一机一位”的原则,多个鹤位进行装车作业时,应依次顺序启动或停止装车系统,防止同时启动或停止多个鹤位,产生“水击”现象。并且在装车鹤管浸没前,以小流量装车,防止流量太高产生静电造成危险。在装车过程中,通过充装量和实时装车量差值与在线流量进行计算,判断剩余时间。装车快结束时,实现分段关阀,防止管道产生“水击”。当用鹤管给火车槽车装车液位到达额定高度或额定流量(需要考虑温度补偿)时,装车定量控制器关闭液相和气相阀门,同时发出声讯报警。阀门的开关状态应同时在仪表控制间的LCD屏幕上显示。典型的定量装车流量曲线[5-6]如图2所示。

图2 定量装车流量曲线示意
在进行自动装车任务时,操作人员首先通过手动完成鹤管对位。对位完成后,接上静电接地夹后再向批控仪发出信号,批控仪接到信号后,在检测到无报警的情况下,运行自动发油控制程序。当控制系统完成操作人员给定的发油量时,自动关闭阀门,记录发油信息并上传至控制室上位机PLC。批控仪主流程控制程序[8]如图3所示。
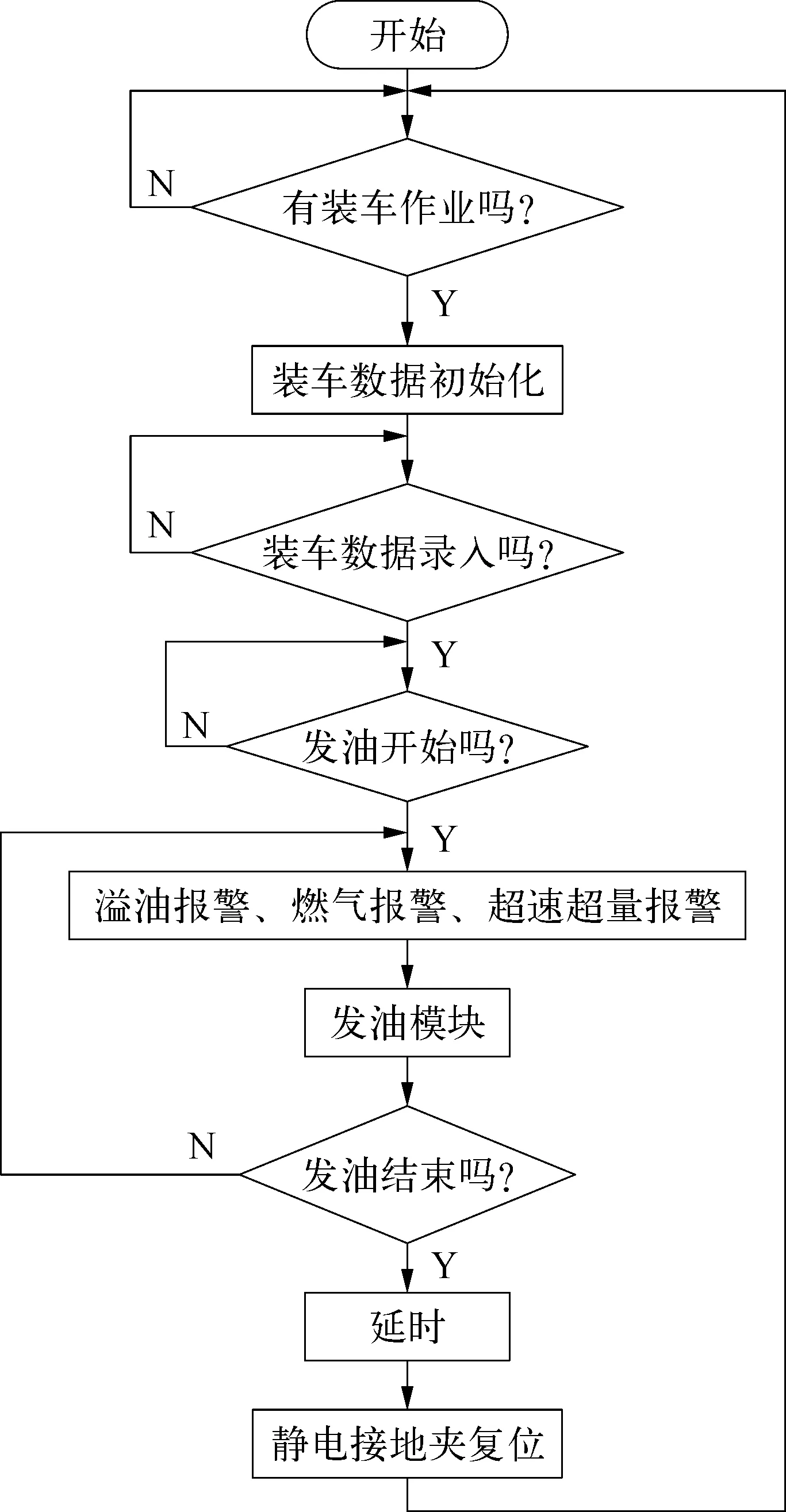
图3 批控仪主程序流程示意
3 结束语
该项目于2020年成功投用,总体运行效果良好,实现了生产工艺对火车装车栈桥的自动化要求,为企业创造了可观的经济效益,也使产品挥发损失降到最低限度,减少环境污染,确保装车安全可靠,同时采用高精度质量流量计,提高装车自动化程度,使油品计量更为准确。