湿硫化氢应力腐蚀下压力容器设计与制造
2022-07-13李继峰
李继峰
(大连派思燃气设备有限公司,辽宁 大连 116600)
1 湿H2S腐蚀环境的定义
美国腐蚀工程师协会NACE的MR 0103-2005《Materials ResistaIlt to sul6de Stress cracking in cormsive Petroleum Refining Envimnmems》标准中定义如下:
容器接触的介质在液相中存在游离水,且具备下列条件之一时称为湿H2S腐蚀环境:
⑴游离水中溶解的硫化物浓度大于50mg/L;
⑵游离水的PH值小于4.0,且溶解的硫化物含量大于或等于1mg/L;
⑶)游离水PH大于7.6及氢氰酸(HCN)大于或等于20 mg/L,且总硫化物含量大于或等于1 mg/L;
⑷气相中(工艺流体中含有液相水)的H2S分压(绝压)大于O.3kPa。
2 湿H2S腐蚀机理
硫化氢在水溶液中电离出氢离子,从钢材表面得到电子后还原成氢原子,氢原子之间有较大的亲和力,易结合形成氢分子排出,然而,介质中的硫化物等消弱这种亲和力,部分抑制了氢分子的形成,原子半径极小的氢原子很容易渗入钢材内部并溶入晶格中,固溶于晶格中的氢导致材料的脆化和氢损伤。湿H2S环境除了均匀腐蚀外,更重要的是引起一系列与钢材渗氢有关的腐蚀开裂,湿H2S环境中的开裂有氢鼓泡( HB )、氢致开裂(HIC )、硫化物应力腐蚀开裂(SSCC)、应力导向氢致开裂(SOHIC) 4种形式。
3 设计要求
1.材料要求
⑴钢板应采用电炉(或转炉)冶炼并且进行炉外精炼,应为本质细晶粒钢;
⑵钢中S和P含量应符合以下要求:

?
⑶对于普通碳素钢,碳当量CE≤0.40%, 对于碳锰钢,当厚度小于50mm时,CE≤0.43%,当厚度大于50mm,小于等于100mm时,CE≤0.45%,当厚度大于100mm时,CE≤0.48%
?
⑻材料需要模拟焊后热处理,热处理工艺为:热处理温度620±10°C,保温时间不小于2.5min/每1mm,且不小于2小时,空冷,材料力学性能及试样选取需在模焊后进行;
⑼应进行Z向拉伸试验,按照SA-770或GB/T5313,三个试样平均值≥35%,单个值最低值≥25%;
⑽材料按照GB/T6394进行奥氏体晶粒度检测,要求平均晶粒度不粗于6级;
⑾材料非金属夹杂物A、B、C和D不得超过1.5级,DS不大于1.5级,且A+C≤2.0,B+ D≤2.0,A+B+C+D+DS≤4.5
⑿按照GB/T8650或NACE TM0177规定方法进行抗SSC试验,其门槛值应大于等于材料实际屈服强度的80%;
⒀应按GB/T8650或NACE TM0284规定方法进行抗HIC试验,采用A溶液,合格指标为:CLR<5%,CTR<1.5%,CSR<0.5%;
⒁螺栓材料宜选用强度级别较低的普通碳素钢、低合金钢或奥氏体不锈钢,普通碳素钢应为正火或退火,低合金钢应为调质状态,奥氏体不锈钢为固溶处理状态供货;
⒂焊接材料的硫、磷含量应与母材相匹配,其焊缝熔敷金属的硬度不超过200HBW,焊条应采用低氢型,焊接材料(焊条、焊剂、焊丝)中锰、硅含量应尽可能低。焊条电弧焊和埋弧自动焊使用的焊接材料中锰含量小于等于1.0%(质量分数),硅含量小于等于0.50%(质量分数);
2.结构要求
⑴所有焊接接头应为全焊透结构;
⑵接管与壳体连接的角接接头应圆滑过渡,接管端部内部打磨圆角;
⑶宜采用整体补强或厚壁管补强;
⑷避免结构突变,减小局部应力;
4 制造检验要求
⑴ 焊接工艺评定的焊接接头应进行HIC、SSC和硬度试验,其硬度不超过200HV10;
⑵ 焊接接头力学性能不应低于母材标准规定的最低值,焊接接头的抗SSC和抗HIC符合材料部分相应要求;
⑶ 对接焊缝和角焊缝焊接宜采用回火焊道的焊接技术,回火焊道的焊接宜采用手工GTAW,以保证焊道与焊道之间产生回火作用;
⑷ 焊缝不允许咬边;
⑸ 螺栓螺纹采用滚压成型,应进行消除应力热处理,其硬度不大于22HRC;
⑹ 介质侧的焊接接头不允许打硬记;
⑺ 设备应进行焊后消除应力热处理;
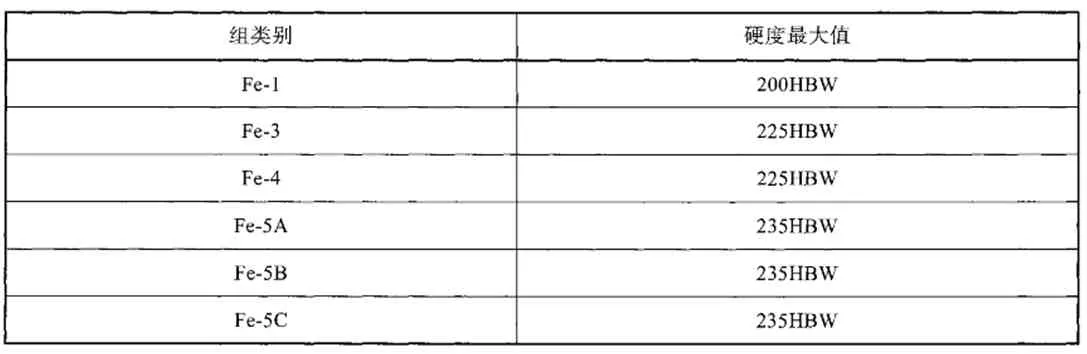
⑻ 热处理后所有焊接接头应进行硬度试验,每组5点,即母材、热影响区、焊缝金属、热影响区、母材各1点,硬度检测尽量在接触介质侧进行,A、B类对接接头至少每3m范围内进行一处硬度检测,每条D类焊缝至少要进行一处硬度检测,其硬度不大于200HBW;
⑼ 制造过程的无损检测参照下表:
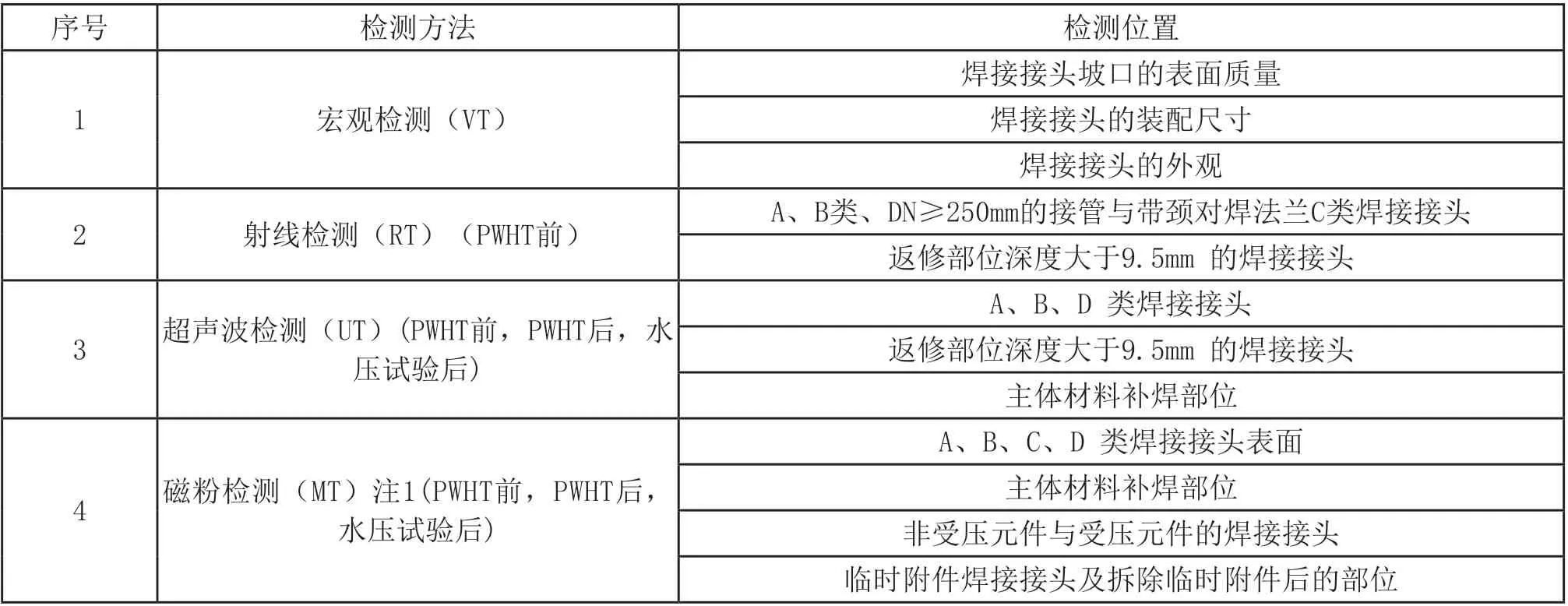
序号检测方法检测位置焊接接头坡口的表面质量焊接接头的装配尺寸焊接接头的外观2 1宏观检测(VT)射线检测(RT)(PWHT前)A、B类、DN≥250mm的接管与带颈对焊法兰C类焊接接头返修部位深度大于9.5mm 的焊接接头3超声波检测(UT)(PWHT前,PWHT后,水压试验后)A、B、D 类焊接接头返修部位深度大于9.5mm 的焊接接头主体材料补焊部位4磁粉检测(MT)注1(PWHT前,PWHT后,水压试验后)A、B、C、D 类焊接接头表面主体材料补焊部位非受压元件与受压元件的焊接接头临时附件焊接接头及拆除临时附件后的部位

筒节和封头上每条A、B类焊接接头各两组其他B类及接管与长颈法兰C类焊接接头各一组每个开口接管与筒体或封头焊接接头各一组6尺寸检查(DT)(水压试验后)各部位尺寸注1. 无法进行MT的部位可用PT代替。5焊接接头硬度试验(PWHT后)
5 结语
随着国内炼制进口含硫原油的增加,湿H2S腐蚀环境在炼厂很多装置都存在,我们只有在设计制造中给以足够的重视,避免湿H2S腐蚀造成的各种危害,才能使我们的生产装置安全高效的运行。
