高速铁路道岔钢轨鱼鳞纹病害小型机械打磨技术
2022-07-11张金田常海俞喆石瑞喜刘超李晨光
张金 田常海 俞喆 石瑞喜 刘超 李晨光
1.中国铁道科学研究院集团有限公司金属及化学研究所,北京 100081;2.中国铁路北京局集团有限公司北京高铁工务段,北京 100860
我国高速铁路主要铺设18 号和42 号道岔。开通前道岔钢轨要进行预打磨,开通后按一定周期进行预防性打磨,对伤损道岔钢轨应及时进行修理性打磨。钢轨打磨是消除钢轨病害、修正轨头廓形、改善轮轨匹配关系的有效手段,已得到广泛应用[1-4]。经过多年研究和实践,道岔大型机械打磨技术日趋成熟,中国铁路总公司颁布了Q/CR 681—2018《高速铁路钢轨与道岔大型机械打磨验收技术规范》。
新建高速铁路线路开通前道岔钢轨预打磨时,由于打磨时间有限,一般仅使用大型机械打磨直向道岔,不打磨侧向道岔。另外,由于道岔曲线无法设置超高,侧向道岔钢轨鱼鳞纹病害出现较早,且比较严重。采用大型机械打磨道岔时,转辙器和辙叉部分的非标准断面组合廓形区域存在限打区[5-6],不能进行整组道岔贯通打磨,需要使用小型机械进行补充打磨。小型机械打磨较为灵活,可多机联合作业,打磨效率与大型机械相差不大;同时,使用小型机械打磨道岔时无限打区,可以实现整组道岔贯通打磨。目前小型机械打磨广泛用于整治波磨、鱼鳞纹、擦伤、硌伤等钢轨病害[7-8],但实际应用时大多不是多机联合作业,打磨效率较低,一个天窗点无法彻底消除钢轨病害。
本文对京沪高速铁路廊坊站6#道岔(采用高速铁路18 号道岔)的钢轨鱼鳞纹病害分布规律进行研究,给出打磨目标廓形,研制打磨廓形模板,提出道岔转辙器区域鱼鳞纹病害渐进式打磨策略和曲导轨区域打磨廓形验收标准,并进行现场应用。
1 道岔区钢轨鱼鳞纹病害分布规律
高速铁路18 号道岔基本结构如图1 所示,其中转辙器部分(尖轨为热处理钢轨)对应5#—41#轨枕,连接部分(导轨为热轧钢轨)对应42#—89#轨枕,辙叉部分(心轨为热处理钢轨)对应90#—117#轨枕。
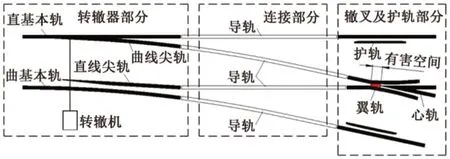
图1 高速铁路18号道岔基本结构
使用涡流探伤仪检测廊坊站6#道岔钢轨鱼鳞纹病害情况。结果表明,鱼鳞纹病害主要分布在侧向道岔曲上股钢轨,鱼鳞纹深度及对应轨枕号见表1。可知:道岔钢轨鱼鳞纹深度与钢轨强度有关,直基本轨(-7#轨枕至尖轨尖端)及曲导轨(42#—89#轨枕)采用强度较低的热轧钢轨,鱼鳞纹深度大于等于0.5 mm;曲尖轨(尖轨尖端至14#轨枕)及心轨(90#—117#轨枕)采用强度较高的热处理钢轨,鱼鳞纹深度小于等于0.3 mm。

表1 廊坊站6#道岔曲股钢轨鱼鳞纹检测结果
2 打磨目标廓形及模板
根据高速铁路18号道岔的结构特点,按照轮轨合理匹配原则,提出如下目标廓形:尖轨宽度50 mm 以下的转辙器组合廓形区域,采用道岔设计图中的标准廓形(即60 kg/m钢轨标准廓形);尖轨宽度50 mm以上的曲导轨标准廓形区域,采用60N标准廓形。
根据打磨目标廓形,分别研制尖轨宽度50 mm 以下的转辙器组合廓形区域打磨廓形模板(60 kg/m钢轨标准廓形)和尖轨宽度50 mm 以上的曲导轨标准廓形区域打磨廓形模板(60N 标准廓形),如图2 所示。由于道岔存在加工误差和降低值,转辙器组合廓形区域打磨廓形模板中相对于基本轨的尖轨部分可上下左右移动。打磨过程中,使用廓形模板与打磨廓形进行对比,以确定每遍打磨的打磨角度和打磨量,直至基本吻合。然后使用便携式廓形仪进行打磨廓形检测,分析实测廓形与目标廓形的偏差情况,判断是否达到目标廓形的标准要求,最终实现目标廓形打磨。
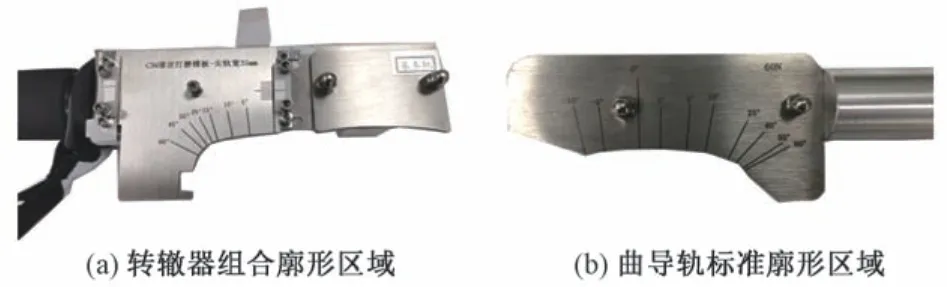
图2 高速铁路18号道岔打磨廓形模板
3 转辙器区域鱼鳞纹病害渐进式打磨
采用渐进式打磨策略,对转辙器区域钢轨鱼鳞纹病害进行整治,具体打磨整治过程如下。
1)将道岔打磨区域分为三段:第一段为-10#—4#轨枕(直基本轨段);第二段为4#—37#轨枕(尖轨尖端至曲尖轨非工作边与直基本轨工作边距离100 mm 位置);第三段为37#—93#轨枕(曲尖轨非工作边与直基本轨工作边距离100 mm位置至曲导轨后4根轨枕)。
2)考虑小型打磨机械效率较低,分四个天窗点进行打磨作业。第一个天窗点斥离曲尖轨和直基本轨(图3),按每2°~ 4°进行角度转换,打磨曲上股37#—93#轨枕鱼鳞纹,打磨量约为0.2 mm;第二个天窗点闭合曲尖轨和直基本轨(图4),按每2°~4°进行角度转换,打磨曲上股4#—37#轨枕组合廓形,打磨量约为0.3 mm;第三个天窗点打磨直基本轨段-10#—4#轨枕鱼鳞纹和廓形,消除鱼鳞纹,修正轨头廓形;第四个天窗点打磨曲下股钢轨,打磨深度与曲上股钢轨基本相同,避免出现反超高,并满足目标廓形相关要求。

图3 曲尖轨和直基本轨斥离状态下打磨鱼鳞纹

图4 曲尖轨和直基本轨闭合状态下打磨组合廓形
在曲尖轨和直基本轨斥离状态下,使用小型道岔打磨机具从曲尖轨工作边的底部开始对曲尖轨和直基本轨鱼鳞纹进行打磨;在曲尖轨和直基本轨闭合状态下,使用多功能垂直打磨机具从直基本轨顶面最外侧光带开始向钢轨导向面打磨,打磨过程中控制每次的打磨量,且打磨面必须有一定的重叠,确保打磨廓形符合要求。同时,由于鱼鳞纹较深,单个天窗点难以完全消除,采用渐进式打磨策略,每个天窗点打磨掉一定深度的鱼鳞纹,直到曲上股钢轨鱼鳞纹完全消除,然后再打磨曲下股钢轨,避免出现反超高。
4 曲导轨区域打磨廓形验收标准
对于高速铁路18号道岔,曲导轨区域小型机械打磨廓形验收位置与大型机械相同,即位于道岔中部的MP7、MP8 测点,如图5 所示。按廓形比对方法对打磨后钢轨廓形进行验收,即在Y-Z坐标系内将轨顶中心线与Y= 0 重合,以轨顶切线为基准(实测廓形不旋转),实测廓形与目标廓形在轨顶最高点处上下平齐、在Z-16 处左右对齐(图6)。如Z-16 处发生侧磨,则以工作边未发生侧磨的侧边对齐。

图5 高速铁路18号道岔廓形检测位置

图6 钢轨打磨廓形验收定位点
小型机械打磨效率较低,且非工作边侧-20 mm以外区域轮轨不接触,因此,提出小型机械打磨轨头廓形验收标准,见表2。表中,+、-分别表示实测廓形高于、低于目标廓形。若工作边发生侧磨,只检测未发生侧磨的廓形区域。

表2 小型机械打磨轨头廓形验收标准
5 现场应用
利用渐进式打磨策略,使用小型道岔打磨机具、多功能垂直打磨机具对廊坊站6#道岔开展了转辙器区域鱼鳞纹病害整治和曲导轨区域廓形打磨的现场应用,结果见图7 和表3。可知,经过多个天窗点的小型机械打磨作业,彻底消除了鱼鳞纹病害,修正了轨头廓形,打磨后钢轨实测廓形最大偏差为+0.19 mm,满足验收标准要求。因此,采用渐进式打磨策略,经过多个天窗点的小型机械打磨作业,能够彻底消除鱼鳞纹病害,修正轨头廓形,实现目标廓形。

图7 道岔钢轨鱼鳞纹病害打磨前后对比
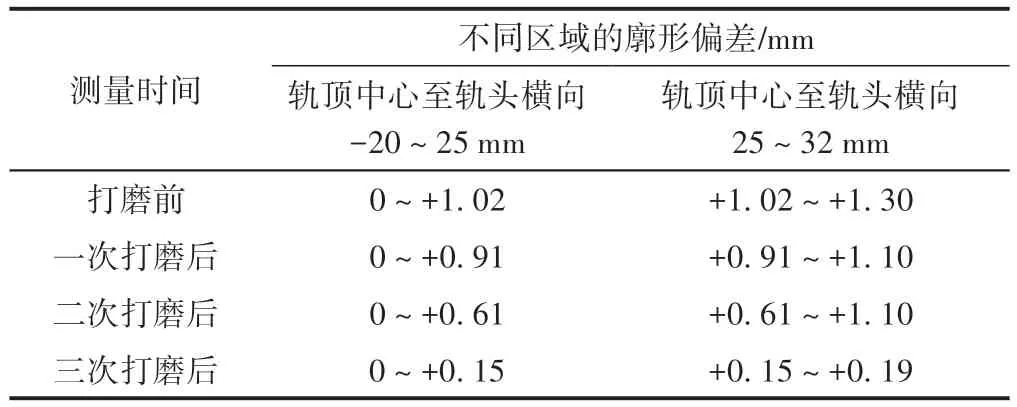
表3 打磨前后钢轨实测廓形与标准廓形偏差
6 结论
1)道岔区鱼鳞纹病害主要分布在道岔侧向曲上股钢轨,鱼鳞纹深度与钢轨强度大小有关。
2)根据高速铁路18号道岔结构特点,按照轮轨合理匹配原则,提出尖轨宽度50 mm 以下的转辙器组合廓形区域采用道岔设计图中的标准廓形(即60 kg/m钢轨标准廓形),尖轨宽度50 mm 以上的曲导轨标准廓形区域采用60N标准廓形。
3)采用渐进式打磨策略对道岔转辙器区域鱼鳞纹病害进行打磨,即在曲尖轨和直基本轨斥离状态下打磨曲尖轨和直基本轨鱼鳞纹病害,在曲尖轨和直基本轨闭合状态下打磨组合廓形;曲下股钢轨打磨深度与曲上股钢轨基本相同,避免出现反超高。
4)道岔曲导轨区域小型机械打磨廓形验收时,轨顶中心向非工作边侧-20 mm至工作边侧25 mm区域、轨顶中心至工作边侧25 ~32 mm 区域的廓形偏差验收标准分别为-0.3 ~ +0.3 mm、-0.6 ~ +0.3 mm。
5)现场应用表明,采用渐进式打磨策略,经过多个天窗点的小型机械打磨作业,能够彻底消除鱼鳞纹病害,修正轨头廓形,实现目标廓形。
