压力管道焊接接头裂纹原因分析
2022-07-11张华
张华
(镇江技师学院,江苏 镇江 212000)
在设备服役期间,焊缝处是容易产生缺陷的部位,因而在定期检验中需要对焊缝进行重点检测。
1 压力管道概念
简单来说,一些易燃易爆物以及一些有毒的物质经常使用压力管道进行长距离的输送,对于压力管道而言,要么是管外有压力,要么是管内存在压力,由于这种独特的情况,因此,在制造压力管道的时候,焊接工序是异常关键的,这就对焊接工人提出了更高的要求,只有精湛的焊接工艺才能制造出高质量的管道,另外,在管道安装的过程中,也不得不进行焊接,所以焊接技术的好坏对整个安装起着至关重要的作用,并且高效的焊接能有效提升工程的质量,并能促进系统后期的有效运行。
2 压力管道焊接中的问题
2.1 焊接压力管道的打底层
对打底层进行焊接,是焊接过程中最关键的一个环节,正常条件下,具体操作过程中经常使用氢弧焊来打底,一般试焊之后才能进行下一步,因为只有在氢气质量符合条件,且配备足够的情况下才能保证焊接的质量达标,另外在正常焊接期间还要留意周围的环境,以防对焊接造成损害,并且要随时查看焊接的效果,避免产生裂缝。由于重力的作用,常常会使焊缝的下端发生顶板向里面凹陷的情况,为了防止这一情况的发生,最好能用角磨机把接头的地方磨一下。还有在正常焊接期间,常常采用短弧焊轮流焊接,先于左边实施起弧操作,一旦坡口融合在一起,就可以进行灭弧,然后右边进行相同的操作,但左右的熔孔尺寸要接近2mm,不能有太大的区别,并且焊条的斜度要保证前后一致。
2.2 分析管道材质,选择最合适的焊接工艺评定
由于一种管道对应着一种焊接技术,并且还要采用配套的焊接材料,所以为了有效提高焊接的质量,挑选最佳的焊接技术,要提前对焊接工艺进行评价操作。也就是焊接实验,这就要求要设置一个模拟的场所,并做好跟正式焊接相一致的准备工作,然后就可以按照约定好的焊接工序开展焊接操作了,当焊接结束后,要按照一定的流程,开展成果的查验工作,按照具体的操作标准给予合适的评价。其实焊接工艺评定的作用,能够使焊接工艺更精准,减少正式焊接操作时出错的概率。所以在没有开展实际焊接工作的时候,通过一定的实验验证焊接工艺的合理性是非常有必要的,这就要求工人首先要明确管道是什么材料,有什么功能,并按照他相应的特点,合理的选择与之相符合的焊接工艺评定,能促进焊接质量的有效提升。
2.3 冷裂纹的发生原因
大部分管道会在融合线的地方出现裂纹,那是因为接头的地方有一些淬硬的东西,使得融合线不能有效的发挥作用,并且由于温度过高,造成焊接处产生较多的氢分子,他们在某个特定的范围内会减弱裂缝的韧性,尤其是钢管焊接处,有大量的氢分子围绕这其周围,就会使焊接处的抗压能力降低,从而出现了冷裂缝,因此,在焊接工作结束以后依然会不断地出现冷裂缝,就是因为氢分子的大量产生所造成的。
3 压力管道焊接接头裂纹防控措施
3.1 化学成分及力学性能检验
选取管道样品,利用光谱技术测定它的化学组成,并且在正常温度下对接头处进行一定的实验操作,其中不管是冷弯面弯,还是背弯,通过相应数据的测量,对照GB/T713-2014《锅炉和压力容器用钢板》的相关要求,可以确定钢材的化学组成是没有问题的,而依据对NB/T47014-2011《承压设备焊接工艺评定》与GB/T713-2014对接头和母材的相关性能测定的参数,对照之后可以得出结论都是合格的。其化学成分检测结果见表1,冲击性能试验结果见表2,拉伸性能试验结果见表3。而不管是退火的还是没有退火的焊接接头,因其都存在裂纹,抛光以后用100N的力开展维氏硬度检测,挨着的两个硬度点距离1mm,且能够持续10s,然后依据实验中的数据画出硬度曲线,并连同接头所测硬度的具体部位进行综合研究,可以发现,不管是已经退火的,还是没有退火的接头,焊缝中最硬的地方都是在受热部位最热的地方,其中已退火的接头数值是HV184,而未退火的接头数值是HV238,而他们最软的位置也是在受热部分,数值各是HV148和HV188,两个地方都有裂纹的发生,那是因为没有较高的强度,由于受到弯曲载荷的影响,以至于其没有较大的抵抗力,而在受热部位的周围组成焊缝的物质是一些颗粒样子的贝氏体,所以具有一定的硬度,但是在下面的焊缝处,因为受热度的作用,相对而言,近表的地方硬度不高,分散的部位也与表面类似。

表1 管材化学成分(质量分数)(%)
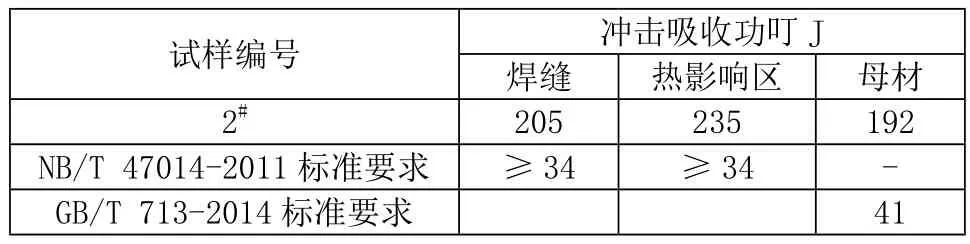
表2 焊接接头冲击性能
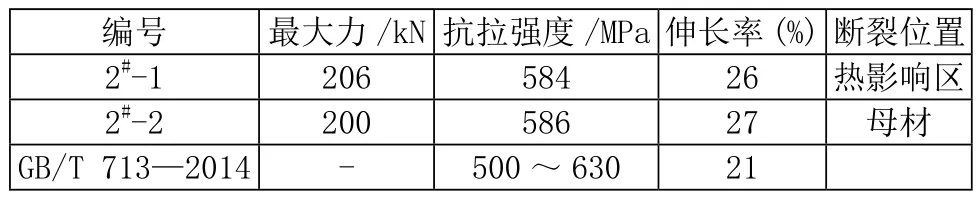
表3 焊接接头拉伸性能
3.2 提高焊接人员的焊接技术和职业素养
为了更好地对管道进行焊接并有效提高焊接的质量,关键在于工人所掌握的焊接技能,因此,要组织工人开展相关的技能学习活动,使他们能够进行全面的学习,只有他们掌握精湛的技术,才能严格地按照操作要求进行焊接,而且所有从事焊接行业的相关人员都必须具有相应的资格证,否则不能开展相应的工作,这可以从一定程度上为焊接的质量提供保障,避免由于人为的原因,而使质量不合格,另外,还要提高焊接工人自身的素质,并促进他们良好职业道德的养成,让他们意识到焊接工作的重要性,尽最大努力高效地完成派给他们的任务,此外,由于焊接工作不是一个人的独立操作,所以在焊接的过程中,还要有效培养他们的合作精神,促使他们共同合力完成工作,不要因为一个人的错误而使得整项工作不能在约定时间内完工。
3.3 压力管道焊接方法和工艺
(1)组队和定位。工人在实施焊接操作之前,应该提前挑选合适的接头,确保其组队的间隔,坡口的样子,以及钝边的尺寸都是相匹配的,以便能够进行更精准的焊接,尤其要注意绝不能出现接头的背部没有焊透,或者是向里凹陷此类的情况。(2)填充层。要提前把打底层所出现的焊渣先打扫一遍,然后再进行焊接操作,并且在焊接期间,工人一定要依据相关的规定进行摆放焊条,要求做到两边慢,而中间部分快,这样就能够确保焊道在填充的时候是平坦的。(3)打底层。打底层的焊接过程中,要注意先预热,而预热的过程一般采用长弧,等铁水像汗珠一样落在坡口,看准时机要赶紧将电弧调低,并且要不停的左右移动,一旦灭弧完成,这样熔池座就产生了,然后再次起弧,并且要与坡口相对应,然后把焊条顶住上面,这样电弧就能够全部进入管道里面,有效避免了管壁的外面向下陷而出现凹槽。(4)盖面层。施工人员在进行盖面层施工操作的过程中,也要选择与填充层相同的焊接工艺,并且要确保均匀的摆动焊条,以便焊接出比较漂亮的焊缝。(5)封底层。在盖面层焊接结束后,应该对管道里面的焊道再次实施融化操作,并连同封底一起完成,这样能使得所做焊接的焊缝形状大小类似,确保焊接的效果让人满意。(6)焊接后。在所有的焊接工作结束后,焊接工人还要依据相关的标准对焊接处采用防腐蚀,X光探伤等方法进行相关的检验,确保焊接工作的质量高标准地完成。
3.4 对压力管道材料的质量控制
不同管道所选择的材料是决定物质能否有效输送的关键,所以要对其进行严格的质量监管,尤其要对设计方案采用什么样的管道,运送什么样的物质和管道的适用条件进行严格的查验,另外,还要综合分析焊接等各种因素,确保以最低的价格实现质量最优化,当管道的直径较小时,同一类型中又分为不同的等级,所选用的材料也是一样的,当管道的直径较大,承受的压力较大时,一定要经过有关单位的审核认证,才能够正常使用,并且在具体施工之前,还要经过再次的抽查和复核,并且不管是那种管道都要有相应的资格认证,并具备质量检测等一系列的文件证明,还要有相应的ts标识。
3.5 强化裂纹区域的控制
首先要采用一定的方法进行预防,可以把冷裂纹作为参考标准,通过碱性焊条有效控制管内所产生的氢分子的数量,并最大程度的使其减少,才能有效提高管道的塑性,但是在操作期间应遵循有关的质量要求在一定范围内减弱对应力,并在焊接结束后,采用相应的热保护,避免金属在较短时间内变凉,并且在实施焊接操作的时候,一定要先进行预热,焊接操作结束之后,也要用一定的方法控制其慢慢降温,防止焊接材料出现潮湿的现象,并且在焊接期间还要及时清扫接头处的一些焊渣,当焊接过程结束,为确保焊接的丞相,一定要对清风这个数量进行有效控制。其次,为了有效预防热裂纹的产生,需要注意以下几点,(1)一定要严格按照焊接的工序实施焊接操作,并且为了有效减少杂质的产生,焊剂一定要选用碱性的。(2)为了避免中清闲裂缝变大,要从焊缝的形成角度分析,采取一定的措施,对管内的化学组成进行有效干预,选用热敏物质,防止预热时温度过高,从而分散焊接时的对应力。
4 结语
总之,良好的焊接技术和焊接质量不仅能够延长压力管道的使用年限,也能够让压力管道在使用中的性能更加稳定。
