特吕茨施勒纺纱: 采用集成化并条机技术缩短工艺流程
2022-07-09王艺臻
用于转杯纺纱的原料纤维越来越短。2003年,转杯纱设备使用的纤维的平均长度是28.5 mm,如今仅为26 mm,纤维长度显著下降。产生这一变化的原因非常多,可能与棉的种植与收获方式有关。但还有一个因素也至关重要,那就是纺纱厂面临着经济压力和生产成本的上升,导致了成本较低的短纤维的应用。
缩短工艺流程是纺纱厂面临的一项挑战。纺纱厂必须确保在缩短工艺的同时,生产出同等品质的纱线,如确保纱线强度、弹性、外观等参数不变。20世纪90年代,在集成化并条机(IDF)系统发展之初,采用100%的落棉纺制纱线几乎是不可能的,但如今得以实现。这也是大型精梳厂将回丝纳入价值链并将其出售以获得附加值的原因。基于西班牙市场对TC 11梳棉机的需求,特吕茨施勒(Trützschler)公司早在1999年就推出了IDF系统。其后几年里,IDF系统不断发展与完善。
2013年,经改进的IDF 2系统得以推广应用。其典型特征是牵伸区由2个减少为1个。IDF 2一方面实现了缩短流程、降低生产成本这一不断增长的迫切需求,另一方面,尽管使用的原材料品质较差,但成纱品质较高。这是因为仅有一个牵伸区的IDF 2系统允许特殊的低倍牵伸,从而能够确保特短纤维的成功加工。
IDF 1和IDF 2的主要差别体现在牵伸系统上(图1)。经验表明,低倍数的总牵伸是纺纱工艺得以成功的关键,这尤其体现在转杯纺中经常使用的短绒棉上。将低倍数牵伸分配成解捻牵伸和主牵伸是弊大于利的。举例而言,如果先通过一道牵伸倍数为1.15的解捻牵伸实现1.30倍的总牵伸,则接下来仅需一道牵伸倍数为1.13的主牵伸(1.15×1.13=1.30)。这意味着动态匀整将被限制在13%以内。这对于调整短波不匀而言太低了。而采用带有自调匀整装置的并条机,主牵伸及其匀整范围通常会超过400%。
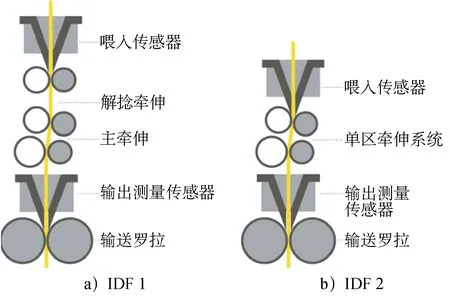
图1 IDF 1和IDF 2牵伸区的差异
IDF 2通过去除解捻牵伸工序,使所有的牵伸加工都发生在单个牵伸区。因此可匀整的范围被充分利用,波动不匀由此得到补偿。如果两道牵伸的工艺参数必须同时被优化,那将很难找到技术上的更优设定。这是因为解捻牵伸和主牵伸的工艺参数必须是变化的,并且需不断适应材料的变化。IDF 2简化了处理工艺。
当使用正常宽度的牵伸系统时,匀整过程中会产生更大惯性的加速、减速,能耗也将增加。因此,IDF 2系统的下罗拉和上罗拉宽度被缩减至一根纱条的宽度。这也允许了引入上罗拉主动旋转的创新解决方案,从而使罗拉的使用寿命翻倍。
IDF 2系统(图2)也引入了条桶圈条储存技术。驱动偏转辊通过集成的光屏蔽法对条桶圈条进行匀整,使梳理机和IDF系统之间产生很好的同步。经匀整的圈条适应高速变化。这确保了梳理机的高效运行,尤其是当使用小号周转桶时。
图2 IDF 2系统
联合使用特吕茨施勒公司的梳理机与IDF 2系统,能够在生产出薄而稳固的棉网的基础上,以最高的生产速率和最低的牵伸倍数,直接牵伸得到所需的纱条。但若梳理机生产的棉网较厚重,则无法使用低倍牵伸。
为显示在主牵伸区和解捻牵伸区之间进行牵伸分配产生的不利影响,并将其与单一牵伸区进行对比,设计了一个纺制21.6 tex纯棉纱的纺纱试验。试验用梳棉条由产量为170 kg/h的梳理机制得。联合使用IDF 1系统时,分别采用牵伸倍数为1.00、1.05和1.16的解捻牵伸与相应的主牵伸搭配;而联合使用IDF 2系统时,直接在1.20~1.95的牵伸倍数下运行。测试结果显示,只具备一个牵伸区的IDF 2系统的各项参数明显优于IDF 1系统。图3给出了总牵伸倍数为1.70时,牵伸分配对纱线条干不匀率(CVm)的影响。研究表明,IDF系统的解捻牵伸对纱线条干不匀率指标造成负面影响。值得注意的是,在没有应用任何实际张力的情况下(IDF 1系统牵伸倍数为1.00的解捻牵伸),IDF 1系统的第一个牵伸区域也会对纱线条干不匀率产生消极影响。
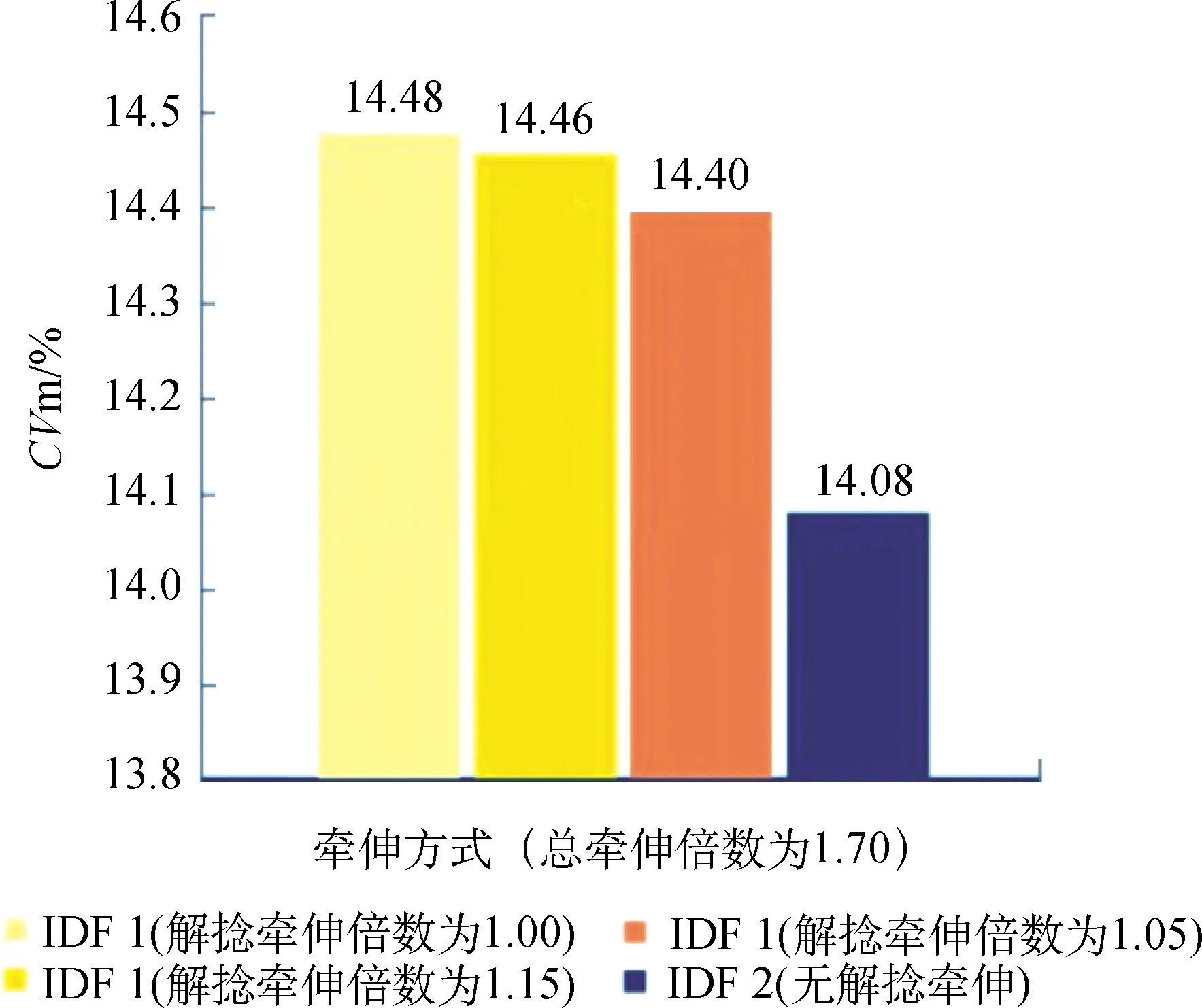
图3 牵伸分配对纱线乌斯特条干不匀率的影响
牵伸分配对纱线强度的影响如图4所示。由图4可以看出,IDF 2和IDF 1系统表现出相同的趋势,即纱线强度随着总牵伸倍数的增大而减小。与IDF 1系统相比,使用IDF 2系统纺制的纱线强度更高。这证实了仅使用一个牵伸区对纱线性能有积极影响的设想。IDF 2系统已经在相关领域应用7年了。最初,短流程工艺仅成功应用于100%的回用棉上,但如今已不再局限于此。该系统已被成功应用于100%原棉及其他原材料的加工。

图4 牵伸分配对纱线强度的影响
IDF系统的操作技术也得以提升。如,在条子接头时设有一道保持锁,以免接头过程中必须完全打开IDF系统梳棉机的盖板(图5)。同样,免维护深槽球轴承的使用,省去了在输送罗拉上重新换油润滑的操作,润滑点的数量也因此减少至4个。此外,并条机上为人熟知的上罗拉自调整成卷监控装置,也被应用于IDF系统中,从而使机器在轧棉间隔和改变参数设定后无需重新调整参数。

图5 IDF 2系统的保持锁有助于轻微生产中断 情况下的操作
