基于LOGO!的空压机组自动启停与气压监测研究
2022-07-09李峰刘雄武周广涛李斌包婧
李峰 刘雄武 周广涛 李斌 包婧



摘 要:压缩空气是飞机制造中的重要能源之一,用于气源动力控制、气动工具驱动、气源动力执行等场合。某飞机制造企业的压缩气源主要来自于空壓机组,其组成包括空压机、干燥机、储气罐等重要装置单元,目前,该空压机组的启动与停止完全采用人工手动控制模式,给生产制造和设备操作人员带来了极大不便。现基于西门子LOGO!控制器,设计了一套空压机组自动启停控制系统,该系统附有压力实时监测功能,可满足各型号产品科研生产多元化的用气需求。
关键词:空压机组;自动启停;压力监测
中图分类号:TP29 文献标志码:A 文章编号:1671-0797(2022)13-0016-04
DOI:10.19514/j.cnki.cn32-1628/tm.2022.13.005
0 引言
为满足飞机制造过程中对压缩气源的需求,某企业配置了空压机组设备,其包括空压机、干燥机、储气罐等重要装置单元。即4台某品牌型号的水冷螺杆式空压机,主要完成压缩气体的制造生成;4台某品牌型号的鼓风再生式干燥机,对生成的压缩气体进行过滤干燥;2个容量8 m3、承载压力1.05 MPa的金属罐体,实现对压缩气体的缓存功能,辅以冷却水塔、软化水系统以及油污水处理装置,共同构成压缩气源的制造生成系统,压缩气源通过压力管道输送至飞机制造装配站位供产品研制使用。
空压机组一直都是由人工手动操作进行开启和关闭,因生产现场作业用气时间不同,时常出现延时开启或遗忘关机的现象,由此会耽误一定的生产作业时间,并造成资源能源的浪费损耗,且频繁的人工操作给操作人员带来了极大的工作量和操作不便。为解决人工开启和关闭空压机组时存在的问题,结合生产作业用气需求,对该企业原有控制系统进行了优化升级,实现了定时自动开启和关闭的功能,且可通过对管道气体压力值的监测,实现对空压机组供气状态的判断。
1 空压机组自动启停与气压监测系统设计
1.1 空压机组自动启停设计思想
空压机组的定时启停属于典型的自动控制范畴,其设计思想是以时间信号作为触发输入,由中央处理器进行逻辑判断并输出执行信号,通过中间继电器控制接触器,进而实现对主回路执行器件的控制;干燥器的主要作用是对新产生的气源进行干燥处置,系统本身具有本地控制、远程控制和网络控制功能,采用时间延时启动和远程控制的模式实现干燥器的自动启停;空压机组为水冷式螺杆压缩机,对冷却水的流量、速度和温度有较高要求,冷却水温度过高会造成空压机高温报警而停机,故冷却水泵与冷却水塔和空压机须同时启动,以满足气源制造过程中循环水的冷却降温要求。依据自动控制系统的设计思路,中央处理器选用西门子旗下LOGO!DM16 230R模块,带有8个数字输入和8个数字输出端口,内含继电器、时钟和脉冲发生器以及与、或、非等功能模块,具有经济方便、可靠性高、抗干扰能力强等特点,完全可以满足空压机组自动启停控制的需要[1]。
1.2 自动启停控制系统硬件组成
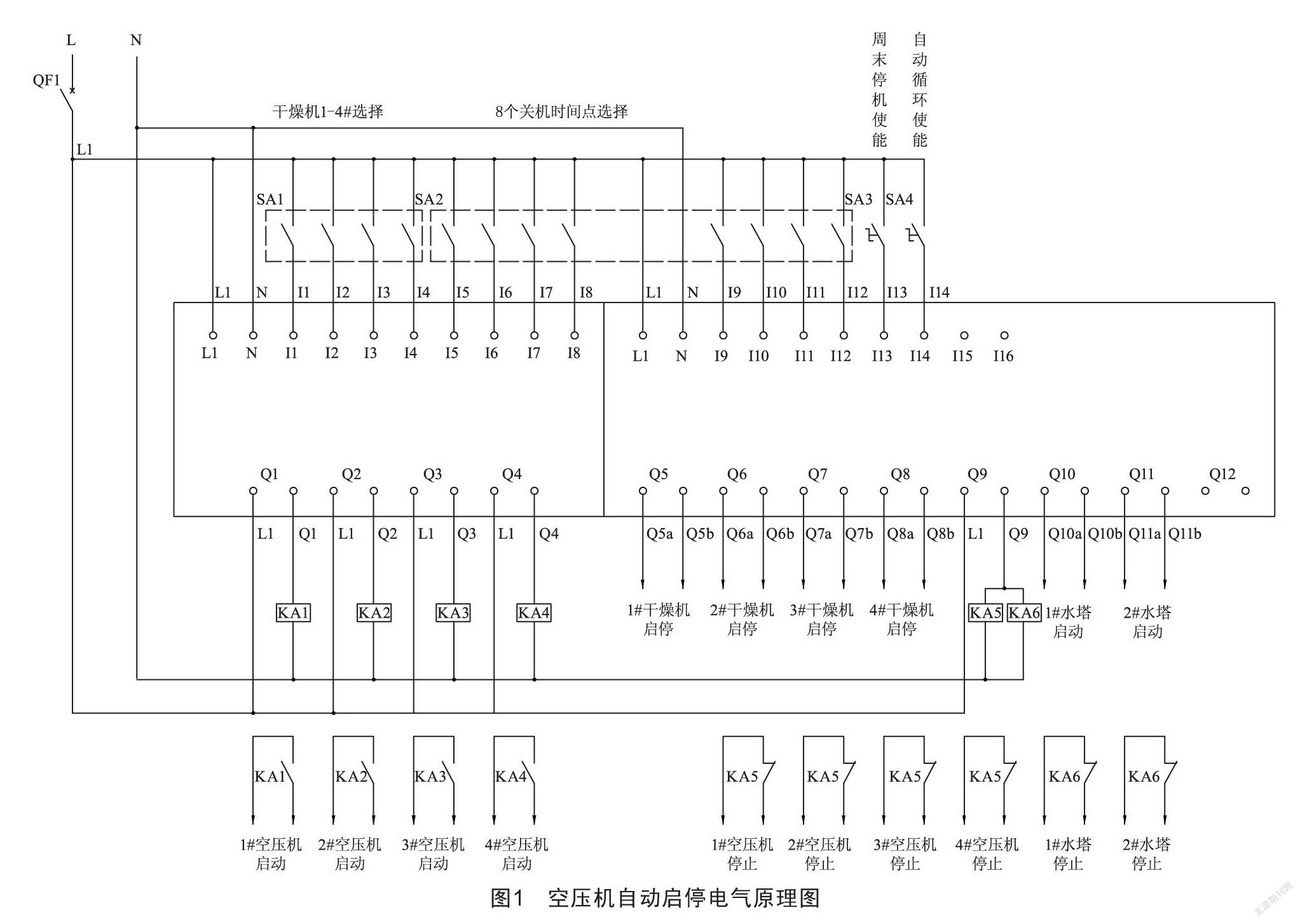
结合设计思路及现场实际情况,基于LOGO!模块功能特点,辅以中间继电器、旋钮选择器和监测仪表,对空压机自动启停控制系统设置手动启动和自动启动两种方式,并可在线和离线设置控制参数。在控制电路中,使用旋钮选择器可设置多个关机时间,以满足现场不同时间关闭空压机设备的实际需求,另外配置周末和工作日两种时控模式,便于固定常用开机和关机时间的快速设定,以精准实现压缩气源的稳定供应。为实现对4台干燥机的自动启停控制,特在LOGO!模块上增加拓展模块以供干燥机装置接入控制器系统。其硬件控制电路原理如图1所示。
1.3 自动启停控制系统软件设计
自动启停控制系统基于西门子LOGO!模块实现,模块配置LOGO!_V8.2程序系统,采用LOGO程序编辑软件,按照当前生产现场用气量的实际需求进行程序设计[2],实现精准、稳定供气。4台空压机采用并联控制模式,循环交替地开启和关闭,降低了不必要的设备磨损。其控制程序设计如图2所示。
1.4 自动启停控制系统及气压监测装置
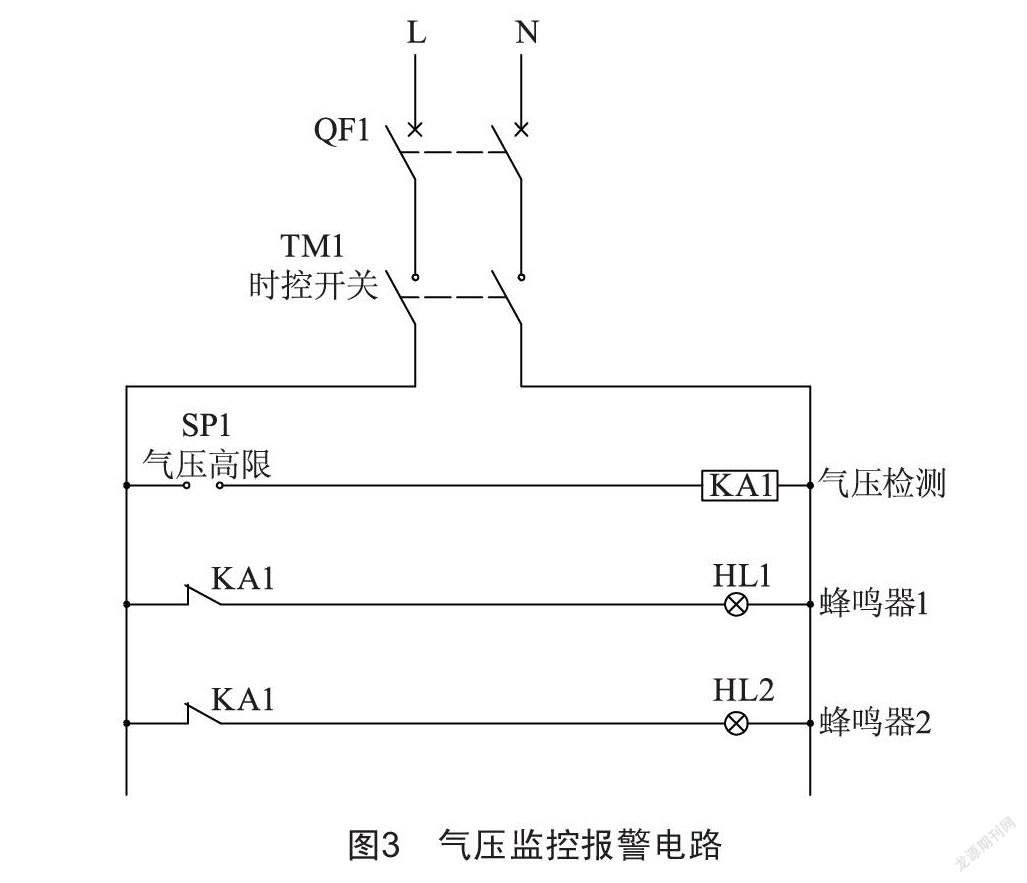
自动启停控制系统主要分为开机操作、关机操作和气压监控三个部分。在开机操作中,到达预设定的开机时间,LOGO!控制器会激活当值状态空压机的控制点位,并开启冷却水系统,延迟设定的时间后激活预设定的干燥机;在自动控制模式下的关机操作中,到达预设定的关机时间,LOGO!控制器首先关闭空压机和冷却水泵,然后置位干燥机的控制点位关闭该干燥机;在欠压监控装置中,QF1断路器日常处于连通状态,TM1为时控开关,用于选择监测管道气压的时间段,待时控开关TM1到达预设的监测时间范围会自动闭合,欠压报警器SP1检测当前气压值,若当前气压低于预设值,则会触发报警器HL1和HL2报警,用来提醒维保人员检查空压机组的运行状态。图3为气压监控报警电路图。
2 自动启停控制系统功能实现
2.1 自动启停控制系统整体功能
空压机组的控制方式分为自动和手动两种,I14为自动置位旋钮开关,当系统处于手动启停模式,自动启停控制功能无效,由现场人员根据作业需要选择任意空压机的开机和关机时间点,并在本地模式下手动启停任意干燥机。当系统处于自动工作方式下,每天按设定的时间定时开启空压机和冷却水系统,延迟时间到达后开启干燥机,干燥机的选择通过旋钮选择器进行置位;到达预设定的关机时间时,依次关闭空压机、冷却水系统和干燥机,关机时间通过旋钮开关实现多个时刻的选择,以应对不同时间段的生产用气需求。低压监控装置安装于气源管道,在自动模式和手动模式下都会工作,当压力低于预设值,报警装置会鸣笛以警示维保人员故障情况,以便及时维修排故。当空压机组设备需要检修或故障修复时,通过控制面板上的“自动/手动”选项置于手动模式,空压机组不再自动开启,可保证检修作业人员的人身安全。
2.2 空压机自动启停轮换循环方法
為提高设备使用效能,采用4台空压机自动轮换的工作方式进行周期性工作。通过系统控制程序,每天开启一台,且循环交替自动启停空压机,按照生产用气情况设定空压机的启动时间和关机时间,使空压机组处于经济高效的运行状态。
如图4所示,B001为周定时器,用来设定每天的开机时间,B003和B004为脉宽继电器,以满足两种不同型号空压机所需的启动时间。UDF1模块集成了开启空压机的前提条件,其内部电路如图5所示,当i1、i2、i3(代表自动位、使能位和定时位)同时满足条件时,空压机才能正常自动开启,同时为下一次循环要开启的空压机进行使能置位。UDF1为复位优先型模块,r1为复位置位点,当r1为1时,即空压机自动开启的同时,便将上一台空压机进行使能复位,为下次有序循环运行做好准备,以此实现同一时刻仅有一台空压机具备自动控制开启和关机的条件,且按照空压机的程序设定顺序交替循环使用。
2.3 干燥机自动启停控制方法
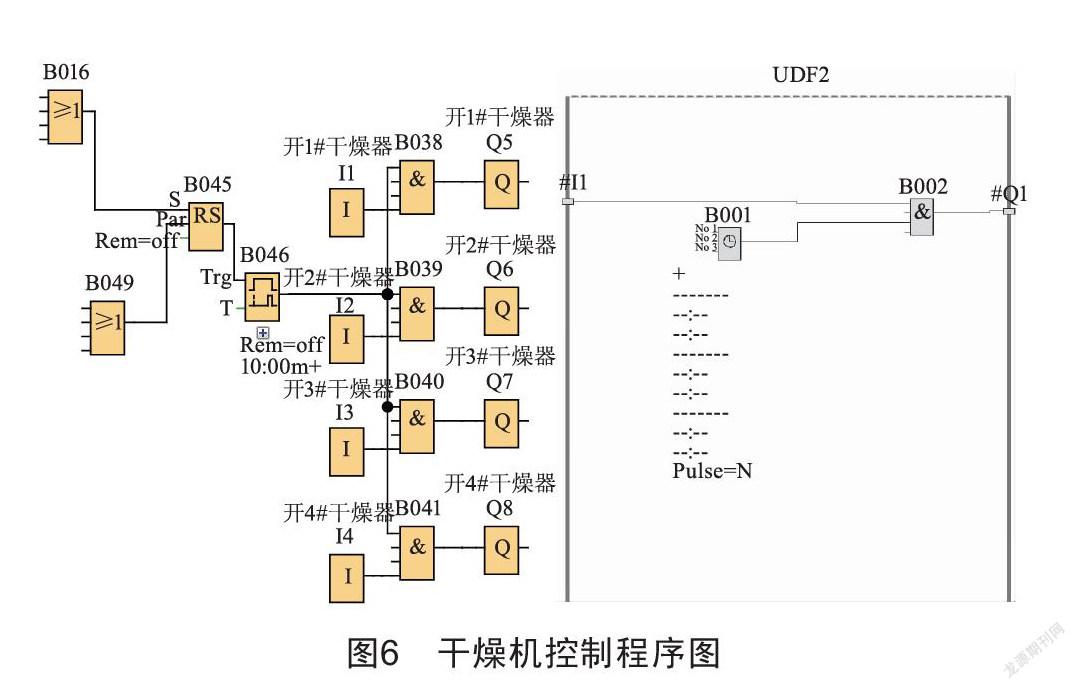
干燥机自动启停系统通过B045锁存继电器实现,S的输入端条件是空压机的正常开启,R置位为干燥机关闭,B045锁存继电器为复位优先模块,以保证干燥器可以自动关闭。在自动控制模式下,当任意空压机开启时,B045锁存寄存器S置位为1,B045锁存寄存器输出为1,B046接通延时定时器开始计时,当设定的延迟时间到达,相应已经使能置位的干燥机(使能置位由I1、I2、I3、I4通过旋钮开关选择)执行开启操作,当干燥机关闭时刻到达,B045锁存继电器R置位为1而执行复位动作,B045锁存寄存器输出为0,干燥机即刻停止运行。通过旋钮选择器分别连接4台干燥机进行置位,每次只使用一台干燥机,可提高干燥机的工作效能,延长其使用寿命。图6为干燥机控制程序图。
3 空压机组自动启停控制及气压监测效果
通过控制系统程序设计以及电气线路改造,空压机组的自动启停控制得以实现,并可以根据使用要求设置空压机开机和关机时间、选定工作干燥机以及对手动或自动控制模式进行选择,减少了人为因素导致的供气失准问题。通过气压监控系统可以实时监控供气状态,实现了供气启停的自动化控制和气压实时监测,满足了生产多元化需要。后续还可以根据产品生产制造对压缩气体用气量的需求,针对同时开启多个空压机和多台干燥机进一步实施技术改造研究。
4 结语
基于LOGO!控制器的空压机自动启停控制系统,实现了空压机组按程序设计顺序自动启停,并通过旋钮选择器和气压监测器满足了关机时间多元化需求和供气状态实时监控的功能,是精准化稳定供应气源的重要技术改进。
[参考文献]
[1] 许明延,江俊锋,李炼荣.LOGO!在螺杆氨压缩机控制系统中的应用[J].电世界,2009,50(6):11-13.
[2] 龚鹤.基于“LOGO!”PLC的电梯高舒适感变频控制系统的设计[J].中国电梯,2021,32(9):61-65.
收稿日期:2022-04-22
作者简介:李峰(1985—),男,山东临沂人,工程师,研究方向:自动化控制。
