精细集料工厂化加工技术在钢桥面铺装中的应用研究
2022-07-08张广平ZHANGGuangping
张广平ZHANG Guang-ping
(保利长大工程有限公司,广州511431)
0 引言
钢桥面铺装在国内一直是公认的技术难题,相比欧美、日本等发达国家,国内的通车项目一般使用寿命较短,多则5 年,少则1 年左右就产生破坏,进入大修阶段。近年来,技术人员加强了相关的技术研究,各施工单位也加大了钢桥面铺装项目的机械设备投入和技术储备,以求获得与欧美、日本等发达国家相近的使用寿命。
分析国内钢桥面铺装的破坏原因,除超载超限车辆影响的因素外,还有施工过程控制、原材料质量控制等因素。以我公司为例,目前在钢桥面铺装项目的主要机械设备配置已达到甚至超过了欧美等发达国家;主要技术管理人员结构较稳定,技术上已达到一定的水平;钢桥面铺装的主要原材料(如防水粘结层、胶结材料等)也采用了与发达国家同类的产品,但集料加工控制方面仍有较大差距,作为钢桥面铺装主要材料的集料,加工技术仍比较落后,主要体现在集料分档的精细程度、加工规格、加工过程质量控制、粉尘含量等方面,与钢桥面铺装的精细化程度不匹配[1]。即使是国内钢桥面铺装主要供应商的镇江茅迪,其生产线配置为10 余年前的技术要求,采用的是传统的加工技术,仅仅能满足常规的技术要求。
以港珠澳大桥桥面铺装为例,对细集料的分档提出了严格的要求,尤其是将浇注式沥青用的S16(0-2.36mm)细集料,进一步细分为A 料(0.6-2.36mm)、B 料(0.212-0.6mm)、C 料(0.075-0.212mm)3 档,以保证混合料的级配控制更加精确。根据公司多年来在集料加工方面的技术积累,在进行了可行性分析,小批量模拟生产后,形成了一套满足钢桥面等高端路面及高标混凝土所需精细集料成套加工技术,并在中山火炬开发区建设集料工厂,加以实施。
1 技术原理
①利用立轴式冲击式破碎机对碎石进行破碎,通过空气筛控制0.075 的含量,利用多点概率筛来对细集料进行分档。从而加工出为A 料(0.6-2.36mm)、B 料(0.212-0.6mm)、C 料(0.075-0.212mm)3 档细集料。
②调整立轴式冲击式破碎机的转速,改变各档料的生产比例,
③粗集料通过振动筛实现集料的分档。
2 工艺流程及操作要点
2.1 工艺流程
为保证工厂化的效果,集料工厂将原材料中的开采及破碎关口前移,所用原材料为半成品料,不涉及基岩的开采,爆破后大石块的解石、一破及二破等工序均安排在矿口附近石场进行,进场的半成品料规格为10-20mm,其生产流程图如图1。
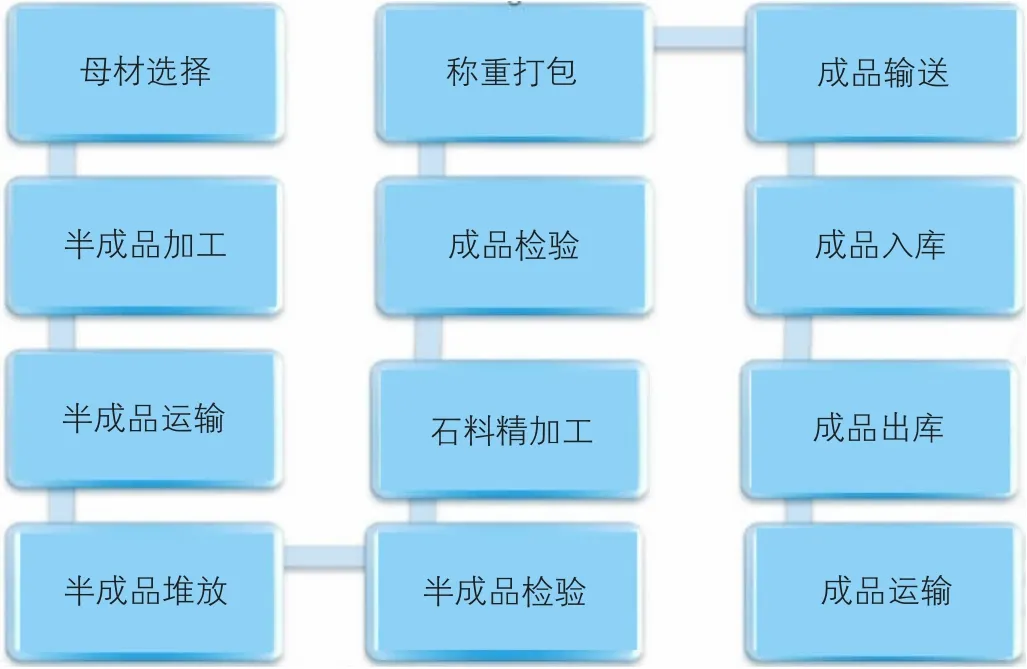
图1 集料工厂生产流程图
2.2 粗集料生产工艺及操作要点
①将10-20mm 的原料直接倒入粗骨料生产线原料仓,原料仓采用混凝土地仓结构,设计容量约为45 方,满足卡车直接倒料要求。②料仓底部设有变频皮带CF-1,通过它来给生产线均匀给料,200t/h 的原料通过仓底皮带CF-1 输送到皮带机C-2 上,转接输送到皮带机C-3 上。③皮带机C-3 再喂料到USF-394HS 立轴冲击破碎主机中进行破碎,破碎过程中骨料中的石粉通过主机的分级装置被吸到2LQM660 离线脉冲清灰除尘器中,除尘器中的石粉再通过螺旋输送机输送到粉罐中[2]。④破碎后的骨料通过皮带机C-4 进入ZS2468A 筛分机中进行筛分,筛分机顶部设有除尘口,用来清除筛分过程中产生的粉尘,筛分机出料口出设有分料装置,用来调节9.5-13.2mm 的一个回料比例,筛分后大于13.2mm 的骨料通过回料皮带机C-5 输送到皮带机C-3 中进行循环破碎,筛分后0-2.36mm的骨料通过皮带机C-6 堆置于料仓中,2.36-4.75mm 的骨料通过皮带机C-7 堆置于料仓中[3]。⑤筛分后4.75-9.5mm的骨料通过皮带机C-8 堆置于料仓中;9.5-13.2mm 的骨料通过皮带机C-9 堆置于料仓中。整条生产线在易产生粉尘的皮带机转接处均设有除尘口,以达到环保的要求。⑥料仓下料口与包装袋袋口对接,包装袋挂绳悬挂在称重平台吊钩上,称重平台可进行重量设置,集料按2 吨/包装料完成后,包装袋可自动脱钩,并将包装好的集料输送到缓存区[3]。⑦缓存区包装集料安装身份识别卡后进入轨道运输车,转运至成品集料仓库,通过龙门吊车按不同规格进行存储堆放。
2.3 细集料生产工艺及操作要点
①通过地槽将10-20mm 的原料装入细骨料生产线原料仓,原料仓采用混凝土地仓结构设计。②料仓底部设有变频皮带机BF-1,通过它来给生产线均匀给料,45t/h 的原料通过BF-1 皮带输送到输送到暂存料仓中。③暂存料仓的设计容积为90 方,能保证在原料供应不足或前端设备故障的情况下生产线继续生产两个半小时。④骨料在暂存仓中中转后通过皮带机B-2 喂料到US7-474H 立轴冲击破碎主机里进行破碎,破碎完后骨料通过振动给料机进入到空气筛中进行筛分,筛分过程中骨料中的石粉会被吸到2LQM660 离线脉冲清灰除尘器中,除尘器中的石粉再通过螺旋输送机输送到粉罐中,满足所要求的石粉的无压输送。⑤通过空气筛筛分后的骨料中的含粉率(0-0.075mm)可以控制在0.8%以下,满足客户的要求,含粉率大小可通过调整设备参数来控制;筛分后筛上物的骨料通过皮带机B-3 输送到皮带机B-2 上来进行循环破碎。⑥筛分后筛下物的成品料通过皮带机B-4 跟皮带机B-5输送到NC2024A 概率筛中进行进一步的筛分;概率筛顶部设有除尘口,用来清除筛分过程中产生的粉尘,概率筛出料口出设有两个分料装置,可以调节0.2-0.6mm 跟0.6-2.36mm 的一个回料比例。⑦筛分后大于2.36mm 的骨料通过皮带机B-6 输送至皮带机B-3 中进行循环破碎,0.075-0.2mm 的骨料通过皮带机B-7 堆置于料仓中,0.2-0.6mm的骨料通过皮带机B-8 堆置于料仓中,0.6-2.36mm 的骨料通过皮带机B-9 堆置于料仓中。整条生产线在易产生粉尘的皮带机转接处均设有除尘口,以达到环保的要求。⑧料仓下料口与包装袋袋口对接,包装袋挂绳悬挂在称重平台吊钩上,称重平台可进行重量设置,集料按2 吨/包装料完成后,包装袋可自动脱钩,并将包装好的集料输送到缓存区。⑨缓存区包装集料安装身份识别卡后进入轨道运输车,转运至成品集料仓库,通过龙门吊车按不同规格进行存储堆放。
3 材料和设备投入
3.1 母材投入
粗集料加工所用原材料为10-20mm 辉绿岩碎石,细集料加工所用原材料为3-5mm 石灰岩碎石。
3.2 主要设备投入
采用的主要设备如表1、表2。

表1 细集料生产线主要设备配置

表2 粗集料生产线主要设备配置
4 质量控制要点
①参与生产的人员必须通过培训,并经理论和实践考核合格后方可上岗;参与生产每个人员熟悉自己岗位职责;岗位分工清楚、职责分明,标准化设置,人员经培训后可快速适应岗位技能要求;从而确保生产不因岗位人员变动而造成不稳定因素。②保持生产线设备处于良好的工作状态;集料生产线是大功耗设备,设备运行过程中出现磨损是不可避免的;在使用过程中,按照保养规程做好设备的日常保养工作,减少设备在正常使用周期内的应保养不当造成的损坏;易损件要按照设备说明书的要求及时更换;设备的参数在使用过程当中应保持稳定,不轻易进行修改,确保生产线处于稳定良好的运行状态。③严控原材料质量;集料工厂采用半成品集料进行精加工,集料的质量主要靠石场矿口的控制,为确保原材料的稳定,工厂安排专门人员进驻石场蹲点,确保石块由统一的矿口产出,并根据工厂的要求,督促石场按所需的规格、含粉量及含水量进行加工生产半成品料;并采取到场取样的方法对每批次原材料按要求进行检测,合格后方可进场;不合格将采取退货处理,确保每批原材料的稳定。④生产工艺一致性;生产工艺通过集料生产线试产确定后,通过计算机控制程序固定储存下来,不做修改。⑤集料检测频率按每2小时取样1 次,检测结果及时输入集料管理系统,并反馈至相关作业人员;如出现波动范围较大情况,加密检测频率或停机分析原因后再进行生产,同时将波动性较大集料重新回炉生产,避免不合格集料进入包装环节;粗集料除满足常规指标外,出厂控制标准为粉尘含量小于0.3%,细集料级配波动范围仅允许±3。⑥成品集料采用袋式包装,包装规格为每包2 吨,集料装袋完成后,及时封闭袋口,并采用龙门吊车按不同规格进行堆放;堆放场地采用水泥混凝土硬化,厂房内设置防潮防尘设施,避免成品集料受潮及二次污染。⑦采用信息化技术进行质量管理追溯;每包成品集料上都配置身份识别卡,记录了每包集料的生产信息,包括原材、批号、生产日期、参与人员及成品集料检测数据,如集料出现质量问题,可通过专用读卡器及工厂网站进行查询,几分钟内可找出原因及相关数据。
5 结语
①集料采用干式布袋除尘法,集料除尘通过引风机产生的负压及相关设备工作机构来完成,减少了水资源消耗及对水资源污染。②集料生产过程对料流采用全封闭覆盖,避免了生产过程扬尘情况发生,粉尘通过除尘器进行集中回收并存放在密闭粉罐内,通过专用运输车运至火力电厂及水泥厂使用,减少了粉尘排放对环境及大气污染。③由于目前集料工厂所生产的集料及分档技术,在国内尚未完善,通过成套技术的应用,在集料工厂投产后,逐步形成钢桥面铺装专用集料的技术标准;成套技术的应用,从根本上解决了钢桥面铺装用集料的来源问题,大大推动了我国钢桥面专用集料的分档标准和加工水平。
