航材综合封存包装袋热合强度分析与试验研究
2022-07-04刘登一侯胜利
刘登一 侯胜利


摘 要:针对航材综合封存包装最佳热封条件不明的问题,采用热合试验的方法,得到热合强度-温度关系和热合强度-速度关系,并得出三个热封速度下的最佳热封温度区间。
关键词:航空器材;封存包装;热合强度
一、引言
航材保障是构成航空兵战斗力的重要因素,有效的航材封存手段是提高航材储备与供应工作可靠性的基本保证[1]。热合强度作为影响航材包装密封性的关键因素,其性能的高低对航材封存质量具有不可忽视的作用。本文以PVA高阻隔航材综合封存包装袋为研究对象,通过热合强度试验分析得出适用于当前航材热封的最佳温度区间,为提高航材封存质量提供了理论的支撑。
二、航材综合封存包装现状
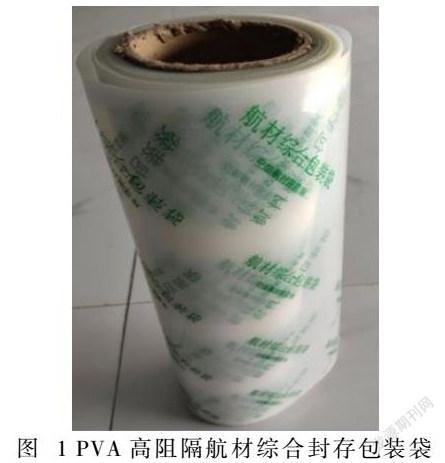
航材综合封存中使用的是PVA高阻隔航材综合封存包装袋,如图1所示。
三、热合强度试验
参照QB/T 2358-98[2],以当前航材综合封存通用的PVA高阻隔航材综合封存包装袋为样品设计如下试验。
(一)应力的选取
PVA材料具有良好的热稳定性,当加热到 150℃时会充分软化,继续加热至 200℃时才会分解[3]。因此,试验以110℃为最低温度200℃为最高温度,以10℃为梯度增加,并选取3个热封速度作为试验的参考。
(二)样品的制备
将复合薄膜用热风机进行封口,沿横向和纵向封口裁剪宽度为15mm,展开长度不小于100mm的试验样品,样品数量为10条。
(三)实验设备
FGS-500TV-SL型塑料薄膜拉力试验机(如图2)。
四、试验结果与分析
试验前,笔者首先经过预试验,对PVA高阻隔航材综合封存包装袋的热合强度形式进行分析,发现其热合强度的失效形式分为热合层剥离,薄膜分层、内层断裂和根切三种情况。初步确定试验的热封温度为110℃-200℃,笔者选取了三个典型的热封速度进行研究,综合热封速度和热封温度两个因素,得出其失效模式与温度、速度的对应关系。研究表明,热封速度过高或过低都会导致可接受热封温度区间的减小;失效模式随着温度的升高依次发生热合层剥离,薄膜分层、内层断裂和根切。热合曲线图如图3所示。
如图所示,随着温度的升高,包装袋的热合强度逐步上升,当温度超过某个临界值时,薄膜的热合强度略微下降,之后趋于平稳;同一温度下,热封速度越低,热封时间越长,热合强度越大。当温度超过200℃时,即使增加热封速度,也无法保证包装袋封口的质量。依据表3分析得出,当热封速度为5cm/s时,最佳的热封温度应介于为120℃-140℃之间;当热封速度为15cm/s时,最佳的热封温度应介于为160℃-180℃之间;当热封速度为25cm/s时,最佳的热封温度应介于为185℃-200℃之间。
五、结语
本文以PVA高阻隔航材綜合封存包装袋为研究对象,通过热合强度试验分析得出三个热封速度下的最佳热封温度区间,为航材综合封存的精细化和科学化提供了理论和数据支撑。
参考文献
[1]史霄霈,李乐喜.航材封存[M].徐州:空军勤务学院,2016:1-3.
[2]QB/T 2358-98 塑料薄膜包装袋热合强度试验方法
[3]李超.聚乙烯醇复合材料的制备及其性能研究[M].湖北:武汉工程大学,2016.
作者简介:刘登一,性别:男;出生年月:1997.3-;籍贯:山东济南;民族:汉;学历:硕士研究生;研究方向:航材保障