钛/铝异种金属FSW接头的氢扩散试验设计与研究
2022-07-02陈玉华龚资颖张体明谢吉林王善林徐亦楠
陈玉华,龚资颖,张体明,谢吉林,王善林,徐亦楠
1.南昌航空大学 江西省航空构件成形与连接重点实验室,江西 南昌 330063
2.哈尔滨焊接研究院有限公司,黑龙江 哈尔滨 150028
0 前言
钛/铝异种金属焊接结构兼有铝合金密度低、经济性好和钛合金强度高、耐蚀性好等优点,能够减轻结构质量、节约成本,在航空航天、交通运输等领域具有广阔的应用前景[1-3]。钛、铝都是活性金属,极易氧化,两者之间的物理、机械性能存在较大的差异,在两种材料的熔化过程中会导致焊缝化学成分不均匀,降低接头强度。搅拌摩擦焊是一种新型固态连接技术,克服了传统熔化焊方法因温度过高在Ti/Al结合面上生成大量层状质硬而脆的金属间化合物,从而导致的接头脆化问题,适用于钛/铝异种金属的连接[4-5]。
然而,在雨水、潮湿大气和沿海等高湿高雾环境作用下,搅拌摩擦焊接头同样面临复杂的环境失效问题[6]。对于钛/铝异种金属焊接接头而言,由于存在电偶腐蚀的问题[6-8],电位较低的铝合金作为阳极会发生阳极溶解[9];作为阴极的钛合金表面还可能会发生析氢反应,导致氢的渗入,造成钛合金氢致脆化[10]。由此可见,钛/铝异种金属焊接接头的环境失效可能存在铝合金阳极溶解和钛合金氢致脆化的双重作用机制。现有技术手段仅能研究腐蚀挂片条件下的焊接接头整体腐蚀行为,而对于研究铝合金的阳极溶解和钛合金中的氢扩散等腐蚀电化学动力学过程缺乏相关的设备和方法。
为解决上述问题,本文设计了一种钛/铝异种金属焊接接头的氢扩散测试装置,以监测钛/铝异种金属焊接接头的氢扩散行为,弥补现有电化学测试装置和测试方法的不足,为异种金属焊接结构的环境失效分析提供技术和理论支持。
1 异种金属焊接接头氢扩散测试装置的设计
1.1 异种金属焊接接头的重构
被焊材料为TC4钛合金与2A14铝合金,尺寸均为200 mm×80 mm×3 mm。2A14铝合金状态为T4态(淬火+自然时效),具有良好的可切削性、热塑性和焊接性,并且强度、热强性等力学性能较好,是我国航空航天应用最为广泛的铝合金之一。TC4钛合金状态为轧制退火态,具有较高的强度和良好的塑性,室温组织为α+β,兼有α钛合金和β钛合金二者的优点。
采用搅拌摩擦焊技术对TC4钛合金与2A14铝合金进行焊接,工艺参数为:搅拌针转速400 r/min,下压量0.2 mm,角度2°,偏移量2 mm,焊接速度60 mm/min。焊后TC4/2A14异种金属接头宏观形貌如图1所示,可以看出,接头成形质量良好,无毛刺等缺陷。
TC4/2A14搅拌摩擦焊接头主要由焊核区、TC4钛合金侧的热机影响区、热影响区、母材区,以及2A14铝合金侧的热机影响区、热影响区和母材区组成。研究目的在于测试TC4钛合金与2A14铝合金偶接作用下TC4钛合金一侧可能发生的氢扩散行为。但是由于接头的尺度很小,难以满足精确测试的要求。
鉴于此,本文基于丝束电极的制备理念对TC4/2A14搅拌摩擦焊接接头进行重构,具体为:采用电火花线切割技术切取焊核区,TC4钛合金侧的热机影响区、热影响区、母材区,以及2A14铝合金侧的热机影响区、热影响区和母材区圆柱形试样,试样直径3 mm,长度4 mm,平行试样数量为5个,并分别做好标记;采用超声波清洗去除试样表面的杂质,经无水乙醇驱水后冷风吹干备用;采用钎焊在每一个试样上面焊接导线引出,并将试样按照如图2所示形式排列,用环氧树脂浇注,注意各试样之间保持绝缘,并且保证试样表面的钎焊焊点完全密封(导线从镶嵌试样的侧面引出),随后置于真空干燥箱固化;采用耐水砂纸逐渐打磨镶嵌试样的两个断面,最终试样的厚度控制在(2±0.02)mm。
将固化、打磨完好的试样逐一通过接线端子连接至线排,如图2所示,并做好标记。线排的另一侧与控制开关连接。该控制开关能够控制各个试样之间的“通/断”状态,与电化学工作站配合,实现不同状态下的测试需求。
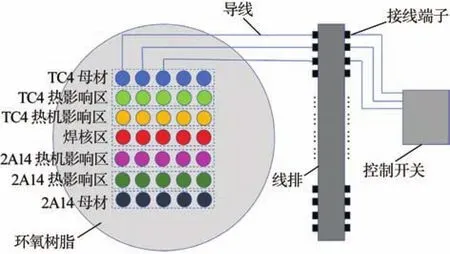
图2 基于丝束电极设计理念的重构TC4/2A14焊接接头Fig.2 Reconstruction of TC4/2A14 welded joints based on the design concept of wire beam electrode
1.2 功能设计
TC4/2A14异种金属焊接接头氢扩散测试装置的结构示意如图3所示。整套测试装置主要由试样、电解池和电化学工作站三部分组成。在此仅对电解池和电化学工作站的结构和功能做进一步的说明。

图3 钛/铝异种金属焊接接头氢扩散测试装置的结构示意Fig.3 Structural diagram of hydrogen diffusion test device for titanium/aluminum dissimilar metal welded joint
氢扩散测试用电解池是基于传统的Devnathan-Stachurski双面电解池设计改造的,由阴极槽和阳极槽组成,每个电解槽中配备4个接口,分别为参比电极接口、进/排气接口、辅助电极接口和工作电极接口。两个电解槽的工作电极接口相向对接,中间用封装好的试样阻隔,作为两侧的共用工作电极,并保证密封良好;工作电极与参比电极配合用于给定或监测电位信号;工作电极与辅助电极配合用于给定或监测电流信号。进/排气口的作用是通入惰性气体,驱除溶液当中的溶解氧,消除氧对电化学过程的干扰。
电化学工作站分别标记为“电化学工作站1”和“电化学工作站2”,其中,电化学工作站1在阴极槽一侧,其主要作用是监测TC4钛合金和2A14铝合金在溶液中的耦合电位;电化学工作站2在阳极槽一侧,其主要作用是为TC4钛合金施加恒电位极化,将扩散进入钛合金中的H氧化为H+,监测得到氢扩散电流。
除了钛/铝异种金属焊接接头之外,本文设计的氢扩散测试装置还可适用于铝/钢、镁/钢、钛/镁等所有在腐蚀环境中可能发生由电偶腐蚀引发的析氢反应环境,有助于从氢扩散和氢致脆化的角度揭示电偶腐蚀的影响,弥补了以往研究过度关注阳极型金属腐蚀溶解的不足。
2 TC4/2A14异种金属焊接接头氢渗透行为监测方法
针对设计的异种金属焊接接头氢扩散测试装置,制定的氢扩散测试方法如下:
①为了保证测试过程的稳定可靠,试验前对“电解池-试样”的密封体系进行测试,以防漏液对试验结果造成影响。具体操作为:将试样封装在阴极槽和阳极槽电解池中间,夹紧后向两侧的电解槽内注入去离子水,24 h内无泄漏认为密封体系满足要求。
②采用耐水砂纸逐级打磨重构的TC4/2A14异种金属焊接接头试样至600#,厚度控制在(2.00±0.02)mm。随后在Watt镀液中对试样的一侧表面进行镀镍处理,镀液成分为:250 g/L NiSO4·6H2O、45 g/LNiCl2·6H2O、40 g/LH3BO3,镀镍电流5 mA/cm2,电镀时间为3 min,镀层厚度约为600 nm。
③将带有镀镍层的一侧面向阳极槽,将重构的TC4/2A14异种金属焊接接头试样封装在两个电解槽中间,装夹过程中注意夹紧力分布均匀。
④向阳极槽一侧加注0.1 mol的NaOH溶液,并持续通入N2对溶液进行驱氧处理,进气口的气泡逸出速度控制在1个/s,以防气体逸出速度太快对溶液造成扰动,或者由于N2逸出速度太慢而不能及时驱氧。将焊接接头各区域进行偶接,然后对试样施加+300 mV(Hg/HgO+98 mV)的极化电位,对试样表面的镀镍层进行钝化处理。
⑤由于焊接接头各区域偶接,所以阳极槽内的电化学反应同时包含钛合金侧表面镀镍层的钝化以及铝合金的阳极溶解过程。因此需要事先监测+300 mV(Hg/HgO+98 mV)极化电位下铝合金的氧化电流,即作为背景电流扣除即可。测试设备选择CHI 760D型电化学工作站。为了保证测试精度,当背景电流密度降低至0.1 μA/cm2以后方可进行后续试验操作。
⑥当背景电流满足试验要求后,向阴极槽内注入已经驱氧处理的3.5%NaCl溶液,作为氢扩散电流监测的时间起点。为了防止大气中的O2再次溶入溶液,试验过程中持续向溶液内通入N2,进气口的气泡逸出速度同样控制在1个/s。试验全程中溶液的温度控制在(35±0.5)℃。
⑦试验过程中,采用PS-1恒电位/恒电流仪的电位监测模式观测异种金属焊接接头耦合电位的变化情况。待阳极槽监测到的氢渗透电流达到稳定状态后即可停止试验。
以上即为TC4/2A14异种金属焊接接头的氢扩散行为试验过程。此外,由于借鉴了丝束电极的制备方法,还可以研究任意两个或多个亚区耦合情况下氢渗透过程,并且由于每个亚区有5个平行试样,还可用于研究面积比对氢渗透行为的影响。总之,可以根据测试需求灵活开展试验研究。
3 TC4/2A14异种金属焊接接头氢扩散行为
采用上述方法对TC4/2A14异种金属焊接接头钛合金一侧的氢渗透行为进行测试,结果如图4所示。可以看出,在TC4钛合金一侧监测到电流变化,但电流密度始终低于0.001 μA/cm2,即氢渗透电流密度低于氢渗透测试要求的背景电流值。这可能是由以下原因造成的:(1)TC4/2A14异种金属的耦合电位较高,难以在TC4钛合金表面产生强极化作用;(2)TC4钛合金中的氢扩散系数极低,且部分H原子与钛合金反应生成了氢化物;(3)溶液中析出的H原子复合成了H2,致使进入钛合金中的H减少。
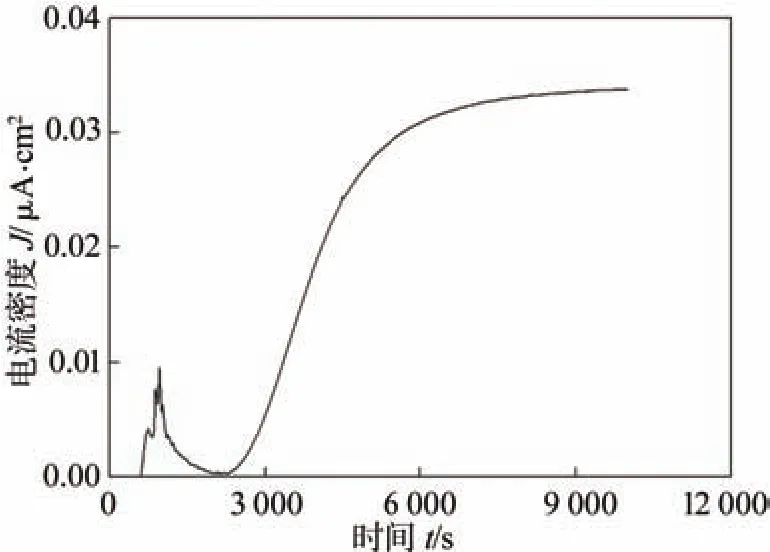
图4 S235/2A14异种金属焊接接头S235钢中的氢渗透曲线Fig.4 Hydrogen permeation curves in S235 of S235/2A14 dissimilar metal welded joints
为了检验本文提出的异种金属焊接接头氢渗透行为测试方法的可行性,可以采用氢扩散系数较高的钢铁材料进行试验。
4 拓展应用—铝/钢焊接接头的氢扩散行为研究
图5为S235/2A14异种金属焊接接头中S235钢侧的氢渗透曲线,其中S235母材、热影响区、焊缝、2A14铝合金母材、热影响区的面积均相等。所测得的氢渗透电流表现出经过一定的穿透时间后,电流逐渐增大,上升速率经历慢—快—慢的转变过程,最后达到稳定状态的过程。
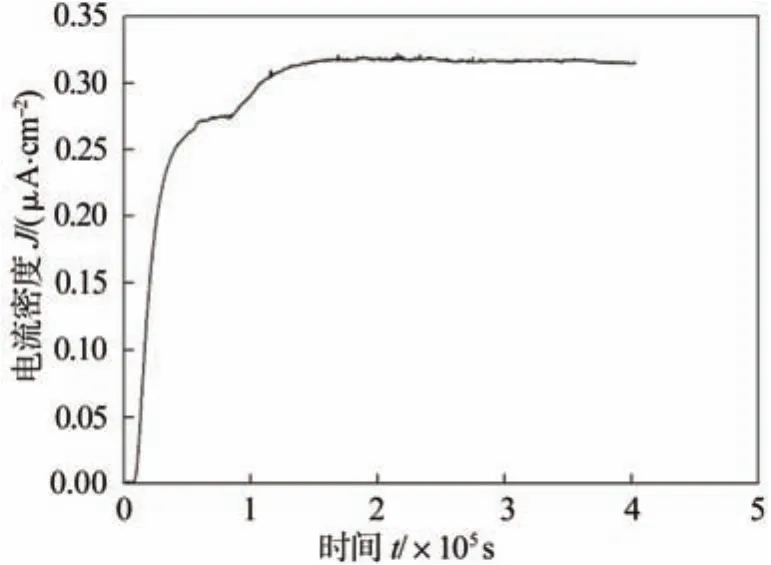
图5 S235/2A14异种金属焊接接头S235钢中的氢渗透曲线Fig.5 Hydrogen permeation curves in S235 of S235/2A14 dissimilar metal welded joints
基于该氢渗透曲线,即可对氢扩散的动力学参数,即氢扩散系数、吸附氢浓度进行计算分析。氢扩散系数采用滞后时间法计算,其表达式为:

式中D为氢扩散系数(单位:cm2/s);L为试样厚度(单位:cm);tL为滞后时间,其值为氢渗透电流为稳态电流63%时对应的时间。
将相关数据代入式(1),即可计算得到氢在S235钢一侧的扩散系数为2.56×10-6cm2/s。在此基础上,进一步计算得到S235钢表面的吸附氢浓度,其表达式为:

式中C0为吸附氢浓度(单位:μmol/cm3);i为稳态电流(单位:μA/cm2);L为试样厚度(单位:cm);D为氢扩散系数(单位:cm2/s);F为法拉第常数。将相关数据代入式(2),可以得到吸附氢浓度的数值为0.25 μmol/cm3。
4 结论及展望
(1)基于丝束电极的制备理念,提出了一种TC4/2A14异种金属焊接接头模拟重构的方法,用于研究不同亚区之间的电化学反应过程。
(2)根据异种金属焊接接头电偶腐蚀诱发的氢渗透问题,制定了氢扩散行为监测方法。
(3)设计的氢扩散测试装置适用于钛/铝、铝/钢等可能发生氢扩散现象的异种金属焊接接头,通过S235/2A14异种金属焊接接头的氢扩散行为监测,计算获得了氢在S235钢一侧的扩散系数、吸附氢浓度等参数,为揭示环境氢脆问题奠定了理论基础。
(4)本文提出的异种金属焊接接头重构理念和氢渗透测试方法可以推广应用于铝/钢、镁/钢等异种金属焊接接头氢扩散行为的检测,为评价异种金属焊接接头电偶腐蚀中的氢致脆化影响提供了理论指导,弥补了现有方法仅能实现阳极溶解行为研究的不足。
