电子门锁铝合金外壳压铸件外观常见质量问题及成因分析
2022-06-30中国日用五金技术开发中心
中国日用五金技术开发中心 佟 哲
电子门锁作为近几年来新兴的锁具门类取得了较快的发展。据有关机构统计,电子门锁在2015年全行业产销量还不足500万套,截止到2021年全行业年产销量已经突破2000万套大关。近七年电子门锁产销量翻了四倍,是锁具行业发展最快速的细分行业。电子门锁的外壳,即电子门锁的前、后面板,其材质构成一般由铜合金、锌合金、铝合金、铁合金以及不锈钢组成。其中铜合金虽然属于环保材料,而且加工性能优异,但性价比较低,目前已经仅在部分高端产品中采用;锌合金以其易成型、表面处理容易,在早期被电子门锁行业采用;铁合金以其优异的性价比,为相对较容易的加工技术,目前在中、低端电子门锁领域被应用较多;不锈钢虽然表面耐腐蚀性较高,但其成型难度高,不易制成复杂形状,而且针对电子门锁结构设计难度较高,仅在特殊场所应用。
近些年,随着铝合金压铸、表面处理技术的不断成熟,铝合金以其优异的性价比以及较成熟的成型和表面处理技术,正在逐渐被广大的电子门锁企业所采用。截止目前,国内超过7成以上的电子门锁均采用了铝合金作为面板的主材质。铝合金主要的成型的方式为压铸成型,约占比铝合金成型的9成以上,其次是型材数控加工成型。在铝合金加工成型工序中,铝合金压铸工艺技术的优劣直接决定了铝合金成型后表面的观感、质感以及用户体验等。
铝合金压铸成型过程当中的质量要求主要包括两个方面,一方面是强度质量要求,即满足国家标准要求的强度,例如外壳表面耐冲击强度、防撬、防拉、防暴力等要求,执手的耐用性以及执手的强度要求等。另一方面要求是外观的要求,即表面可能出现的例如:沙孔、裂伤、凹痕、碰伤、划伤、变形等。
其中,外观质量问题主要分为两类,一类为压铸本身或操作过程当中出现的问题,主要包括:
沙孔:即表面因气泡、凹痕引起的,出现不穿透压铸件表面基体的小孔。一般多为单颗或多颗组成,其出现的位置可能是水口位置,也可能出现在表面,但多出于水口位置。沙孔出现有着较强的隐蔽性,可能在压铸后发现,也可能是抛光后发现,也可能是在表面处理(喷漆或电镀)后发现,也是铝合金压铸件最容易出现的质量问题之一。一般沙孔的不合格差别根据不同的表面要求也不一样,A面(直观面)以及AB连接面,要求严格一些,B面(次直观面)、C面(非直观面)的要求相对次之,D面,一般只做强度要求,不做沙孔要求。其主要成因是压铸机压力时间或压机吨位调整不到位,内部形成气孔,材料致密度不够所致。如图1:
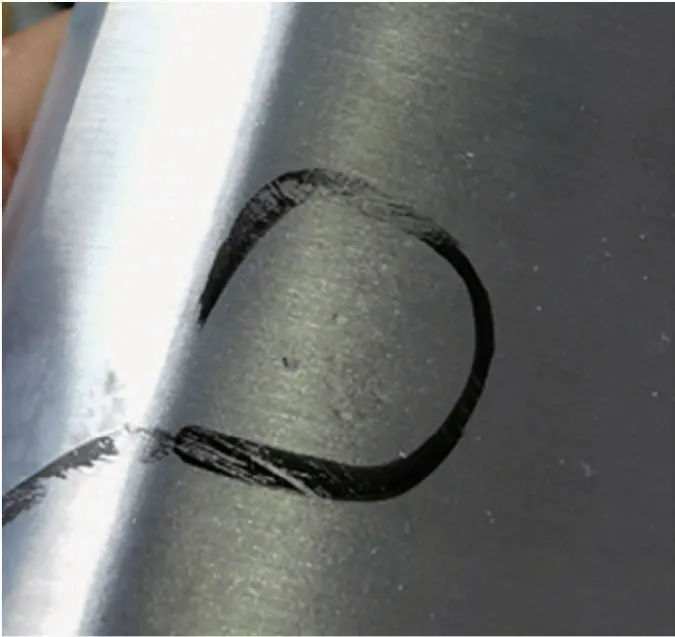
图1 铝合金压铸件表面沙孔
裂伤:主要是指铝合金压铸件出现撕裂性伤痕,此项问题属于压铸中常见问题之一,也是严重的质量问题之一。其主要出现在压铸的连接面(例如A/B 面之间),一般出现裂伤均可直接认定为产品有质量问题或严重的质量问题。其主要成因仍然是压铸过程当中的温度、压力值、落残料时工艺不当、模具表面处理不当或模具工艺其它问题等引起的。如图2所示:

图2 压铸裂伤
凹痕:主要是指压铸的过程当中,在A/B/C面出现的,经过抛光之后仍然无法去除的凹陷痕迹。一般与沙孔类似,但面积多大于沙孔而且呈连续分布,又有别于压铸变形的凹陷。如图3所示,其主要成因是压铸模具质量、模具表面加工工艺、以及在压铸过程当中模腔内整洁度等原因所导致。一般在生产过程当中处理的方式是,A/B/C面不得出现凹痕,在非抛光表面凹痕的范围和大小在不影响强度质量要求以及体验要求的情况下允许放行。

图3 压铸凹痕
欠铸:也称缺肉,是指在压铸成型后铸件与设计偏差,未填充完整或轮廓不清,缺边少角等情况。一般多出现在电子门锁压铸件的边角、连接处、螺钉或结构相对复杂的一些部位。如图4所示。其主要成因是铝合金液化含气量过高,氧化严重,模温过低,液体流速低,压铸件结构设计不当(过薄、厚薄差距过大),模具排气口设计等原因所导致。

图4 欠铸
变形:变形主要有两种情况,一种是压铸变形,另一种是一般变形。压铸变形主要是指电子门锁外壳压铸成型后与设计要求不符,包括了整体变形或局布变形。目前整体变形在压铸过程当中出现较多,主要是压铸件成型之后平整度不够,与设计相差过大。特别是一些较长、较为大型的压铸件。如图5所示。一般变形的主要原因在电子门锁上主要为结构设计中,对较长的工件,未注重平整度的设计,仅注意结构性要求,导致模具设计无法对平整度进行设计;另一个主要原因是出模时间过早,导致工件的刚性强度不足;第三个主要原因是,压铸件出模后堆放不当所导致。

图5 压铸变形
上述的问题主要是在结构设计、模具设计、压铸工艺及操作工序等方面导致出现的电子门锁外壳压铸件出现了此类问题。在日常的生产实践当中,一般解决办法是在结构设计期间,模具设计、压铸工艺的考量应纳入到产品结构设计当中,形成结构设计——工艺实现——工程实施——质量要求一体化的架构。在前端设计就考虑到生产实施方法及难度。在模具设计阶段,要针对电子门锁的结构特殊性要求,形成一致性的结构设计规范,通过设计端的浇口、水口、推杆、顶针、结构稳定筋、压铸时间、模具清洗、温度等方面形成针对电子门锁压铸件的统一的实施规范。在压铸过程当中严格按照规范操作等来保证铸件的产品质量稳定。
铝合金压铸件还有一些原因与压铸的工艺、模具关系不大,但是却与压铸件质量息息相关的常见质量问题出现。
碰伤、划伤:主要是在压铸成型后,因操作搬运不当或堆放不当等导致的压铸件表面有明显外力痕迹。如图6所示。碰伤、划伤主要发生的原因是操作不规范,例如模具工开模取件时碰到模具、设备或其它工作台的边、角或架,也可能是在操作过程当中放置流水线工件碰撞等因素,工序转运等方面的人为操作方面所导致。一般加强压铸的工序管理以及正规操作即可解决。
图6 碰伤
结语:电子门锁外壳压铸,作为市场最重视高颜值产品的底层工序之一,直接决定了后续抛光、表面处理是否能够达到市场需求的质量目标,同时也决定了与其它配件之间的配合度是否能够满足质量、外观、体验的要求。例如压铸件与表面装饰IML(注塑表面处理技术)件,决定了外观与体验,内部与主板PCBA、离合、电机等直接影响产品质量及体验。可以认为电子门锁外壳是承载着电子门锁质量稳定与提升的母体之一。因此,外壳的质量是电子门锁质量的重中之中。只有强化体系管理、流程管理、操作管理、确保过程正确,结果正确这是本质宗旨,才能规避在压铸过程当中出现的一些常见问题,从而提升电子门锁的产品质量水平。
