热轧卷箱卷曲站控制系统研究
2022-06-28李成成

摘 要:本文针对西马克设计的2 050 mm热轧线卷箱功能、机械结构、控制逻辑进行简要阐述,卷箱包括卷曲站与开卷站两部分,本文重点对卷箱卷曲站设备功能进行了研究。
关键词:卷箱;卷曲站;PLC;跟踪;中间坯
中图分类号:TG33 文献标识码:A 文章编号:2096-6903(2022)01-0055-03
0 前言
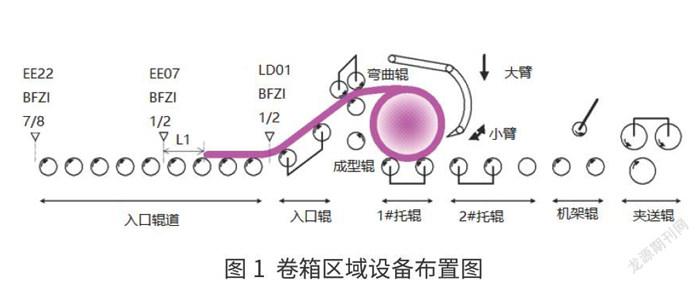
唐鋼2 050 mm热轧线卷箱安装在精轧入口飞剪前,由德国西马克(SMS-GROUP)公司设计,卷箱区域设备布置图如图1所示,主要作用是将粗轧中间坯进行无芯轴卷曲,再开卷轧制,此过程实现了中间坯头尾交换、上下表面交换,在喂入精轧机过程中有效保证了中间坯温度,提高了薄规格产品的轧制稳定性,另外中间坯上下表面在卷曲的过程中形变,使氧化铁皮自动脱落,更有利于精轧入口除鳞机去掉上下表面氧化铁皮,保证表面质量[1]。
1 热卷箱设备构成
热卷箱设备主要包括两部分,第一部分是卷曲站,主要包括:入口侧导板、入口辊、弯曲辊、1#托辊(CR1)、成型辊、1#稳定器、开卷器,其主要作用是将中间坯顺利成卷,第二部分是开卷站,顾名思义主要是负责开卷,主要包括:2#托辊(CR2)、2#稳定器、夹送辊、位置辊、开尾销、保温罩,具体结构如图1所示。
2 热卷箱卷曲站各设备功能及控制逻辑介绍
2.1 侧导板
侧导板安装在热卷箱入口区域,呈喇叭口形状,主要功能是将粗轧中间坯进行对中(轧制中心线),并顺利将中间坯引导进入热卷箱内,有效改善卷形,两侧侧导板由杠杆臂连接到一起,由同一个液压缸驱动,磁尺、压力传感器、伺服阀、单向电磁阀构成了侧导板的控制系统,该侧导板控制较为简单,仅为一次短行程的位置控制,中间坯到来之前根据二级系统下发的设定,预摆至等待位(slab width+offset1),当侧导板入口跟踪HMD EE07BFZI1/2检得信号后,PLC根据辊道速度开始计算中间坯头部过检距离,当该距离到达设定位置L1米时,侧导板开始短行程关闭至轧制位置(slab width+offset2),当PLC检测到HMD EE07BFZI1/2信号下降沿,开始触发中间坯尾部跟踪,尾部跟踪距离超过设定位置L2 m时,侧导板开始打开至尾部通过位置(slab width+offset3),卷箱区域无钢后接收下一块中间坯的设定,等待下一块中间坯到来。具体控制流程图如图2所示。
2.2 入口辊
入口辊安装在侧导板之后,由两根辊安装到同一个可旋转的机构中组成,主要作用时将中间坯导入卷箱弯曲辊,入口辊机构通过操作侧与驱动侧两个对称的液压缸驱动,由两个接近开关检测入口辊的高位与低位,卷箱卷曲模式时由此液压缸将入口辊提至高位,空过模式时落至低位(与辊道平齐)。
2.3 弯曲辊
弯曲辊由三根辊组成,下面的一根辊固定安装在卷箱机构上,由一台带编码器的变频电机驱动向卷箱出口方向转动,上面两根辊安装在一个可旋转的机械机构中,由同一台带编码器的变频电气驱动,与下辊向相反方向转动,上面两个辊在液压缸的驱动下可以上下调节与下辊的辊缝大小,液压缸中安装一根磁尺用于检测辊缝的实际大小,PLC通过磁尺检测到的位置信号控制伺服阀阀芯开口度以及换向电磁阀,实现了弯曲辊辊缝的闭环控制,中间坯通过入口辊导入弯曲辊,中间坯头部撞到上弯曲辊后发生形变向成型辊(下文有具体介绍)方向弯曲,通过控制上弯曲辊的辊缝(辊缝值由二级设定)使中间坯头部向直径为600 mm的卷型弯曲,此时PLC启动卷径计算程序,当热卷直径到设定D1(1 000 mm)直径后,上弯曲辊按照设定的打开速度慢慢打开,以适应卷径逐渐增大,当卷径计算值到达D2(1 750 mm)直径或者入口HMD EE07BFZI1/2检测到尾部到达信号时上弯曲辊快速打开,此时成卷已不需要上弯曲辊的辅助[2]。
2.4 1#托辊(CR1)
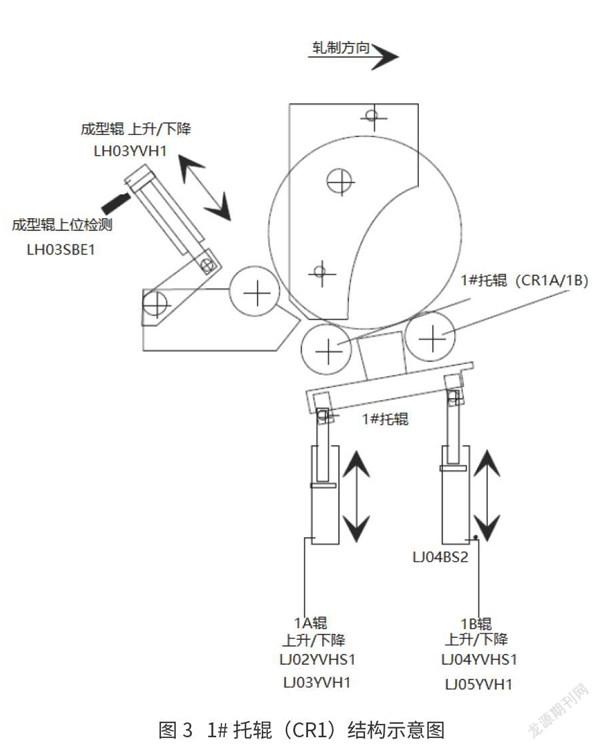
两个托辊安装在同一个可旋转的机械结构内,由入口(1A)、出口(1B)两个液压缸驱动,配合进行高度调整,分别有换向电磁阀配合伺服阀根据磁尺反馈位置进行位置调整,结构示意图如图3所示,两个托辊由一台变频电机通过减速箱进行驱动,也可以称作助卷辊,协助中间坯卷曲,另外一个作用是将卷主动移送至下一个区域2#托辊(CR2)区域。
在直通模式时,出口1B辊低于辊道平面20 mm(液压缸行程153.7 mm),入口1A辊与辊道平面齐平,在卷曲模式准备位时入口1A辊在最低位(home位),出口1B辊提升到高位(等待位),PLC程序计算卷径到一定值后,1B辊开始随着卷径增大逐渐下降,1B辊与钢卷表面一直保持50 mm的缝隙值,直到卷径到1 600 mm或中间坯待卷长度小于15 m时,缝隙值变为0 mm,当卷箱入口热检LD01BFZI1/2检测到带钢尾部时,触发PLC尾部控制,1B辊下降到比轧制线低50 mm的位置,为接下来开卷及移送做准备,当夹送辊咬钢后入口1A辊以一定的速度抬起到设定位置,这个过程会将钢卷主动移送至2#托辊(CR2)区域,随即为下一卷钢做位置准备。
2.5 成型辊
成型辊为单辊,主要作用是中间坯头部在弯曲辊位置第一次受力改变传输方向后,在成型辊位置第二次受力,改变中间坯头部弯曲方向,在第一圈卷曲过程中非常关键,由电磁阀控制的液压缸通过连杆实现成型辊的位置控制,如图3标注位置,成型辊有两个位置即低位与高位,由接近开关(LH03SBE1)检测,直通模式时成型辊在低位,卷曲模式时成型辊在高位。成型辊的转动由液压马达驱动,与1#托辊(CR1)同时启动,成型辊在卷第一圈时旋转方向与中间坯头部传输方向相反,这样更有助于中间坯头部弯曲成卷,PLC头部跟踪计算第一圈成卷后,成型辊旋转方向转变,类似于助卷辊转为辅助作用[3]。
2.6 稳定器
稳定器对称安装在卷箱卷曲单元两侧(操作侧与传东侧各一个),位于1#托辊上方,每个稳定器分别由一个比例阀控制的液压缸进行位置调整,两台液压缸内部分别装有一根磁尺进行位置检测,稳定器类似于侧导板主要作用是协助卷曲及对中,从而改善卷型。卷箱直通模式时两侧的稳定器打开至最大位置定义为初始位置,卷曲模式时控制时序主要包括以下几步:首先预摆等待位,预设值=中间坯宽度/2+150 mm;其次在助卷第一圈之后触发短行程,设定值=中间坯宽度/2+125 mm;再次定尾完成后触发关闭对中,达到最大压力和位置无变化时判断对中完成;最后钢卷停止1s后启动开卷,触发打开命令,设定值=中间坯宽度/2+125 mm。
2.7 开卷器
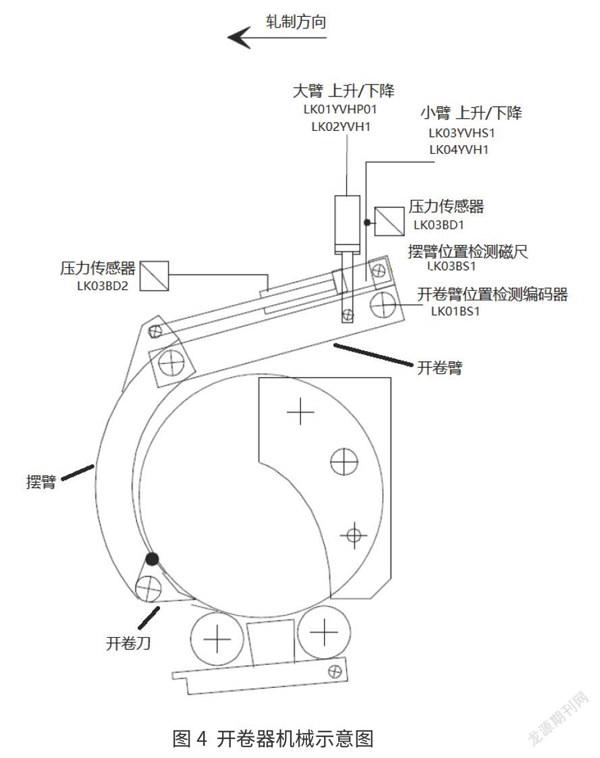
开卷器安装在弯曲辊装置上方,卷箱机架顶部,机械结构示意图如图4所示,主要包括三部分:开卷臂(大臂)、摆臂(小臂)、开卷刀,这三部分的联动配合使得开卷器像钩子一样在开卷的过程中拉住钢卷,使得中间坯能够顺利开卷。开卷臂直接与卷箱机架顶部连接,通过一个比例阀控制的液压驱动装置实现开卷臂的翻转动作,在翻转的中心轴位置安装有检测位置的编码器,开卷臂的控制主要是位置控制。摆臂直接与开卷臂连接,通过伺服阀驱动的液压缸实现开卷过程中的摆臂动作,安装在液压缸中的磁尺检测摆臂的实际位置。开卷刀与摆臂连接,连接轴可旋转并且可以保持自平衡,无驱动装置无位置检测装置。
卷箱直通模式时开卷臂向上旋转至最大位置,摆臂液压缸完全缩回,此时为初始位置。卷箱卷曲模式时开卷臂向卷箱出口方向旋转至90°位置,摆臂液压缸伸出至最低位,此时为卷曲等待位,开卷臂在接收到钢卷定位结束命令后即开始开卷动作,开卷臂恒速下降,同时摆臂的控制模式转换为压力控制,在开卷臂逐渐的下降过程中开卷刀慢慢接触到钢卷弧面,摆臂驱动液压缸杆侧的压力传感器(LK03BD2)逐渐检测到压力,当PLC检测到开卷臂位置不再发生变化且摆臂检测到的压力达到设定值,PLC认为开卷器到达开卷位,此时开卷臂一直有低速下降的给定命令,保证摆臂的压力闭环控制,开卷器到达开卷位后触发开卷,开卷的过程中开卷臂与摆臂的控制模式不变,直到中间坯的头部跟踪穿过出口夹送辊L2 m后,开卷臂恒速提升到等待位,摆臂压力闭环控制模式取消转换为位置控制,此时开卷完成。
至此热轧卷箱卷曲站工作完成,接下来在开卷器的配合下热卷开卷,中间坯头部经过2#稳定器、位置辊、夹送辊、开尾销等设备的联动配合,顺利转至下一步工序。
3 结语
热卷箱将平直的中间坯在无芯轴的状况下全自动形成规则的热卷,整个过程各设备的联动配合依靠的是精准的二级计算、PLC对中间坯头部尾部位置跟踪、各执行检测设备响应及功能精度,这也是热卷箱控制系统的核心,热卷箱区域执行机构及检测机构分布密集,也是性能稳定的把控要点,卷箱区域顺控设备密集,对于相邻设备干涉连锁要进一步研究。
参考文献
[1] 郜振兴.热卷箱在热连轧机组中的应用[J].机械装备, 2021, 2(1):30-34.
[2] 李广军.热卷箱技术在热轧带钢生产中的应用与发展[J].四川冶金,2009,31(1):19-22.
[3] 胡建平,张志刚.带钢热连轧中热卷箱的选用[J].轧 钢, 2007, 24(4):45-47.
Research on the Coil Station of Hot Rolling Coil Box
LI Chengcheng
(Tangshan Iron and Steel Group Co., Ltd., Tangshan Hebei 063000)
Abstract: This paper briefly expounds the function、mechanical structure and control logic of the 2050mm hot-rolled coil box ,Which designed by SMS, the coil box includ the coiling station and the opening station. This paper focuses on the coiling station equipment function of the coil box.
Keywords: coil box; curling station; PLC; tracking; slab
收稿日期:2021-11-25
作者簡介:李成成(1985—),男,河北衡水人,本科,工程师,从事热轧卷板自动化控制专业工作。
