超声振动辅助塑性变形技术的应用与发展*
2022-06-23吝雨晨师现云易永根慕小龙王智勇郝新月
0 前 言
近年来, 超声振动(ultrasonic vibration, UV)作为强塑性变形(severe plastic deformation, SPD)领域广泛应用的方法引起了广泛关注。 关于超声辅助金属成形过程试验和建模的研究已有报道,例如压缩和镦粗
、 拉丝
、 深拉
、 热挤压和微挤压
。 以往大多数研究的主要目的是利用超声表面效应降低成形力
, 但是其中有许多也涉及了高强度超声振动对金属塑性变形过程中微观组织变化的影响。
早在20 世纪50 年代, 由Ji 和Liu
进行的研究表明, 超声振动的应用显著地改变了材料在塑性变形中的行为。 尽管许多研究者对超声波能量辅助塑性变形的潜在优点进行诸多研究, 并且进行大量的试验和数值分析, 但是其物理原理仍然有待揭示。 目前, 关于超声振动塑性变形主要有两种形变机制, 即应力叠加理论和SPD 理论。根据应力叠加理论, 超声振动作用下材料的塑性行为保持不变, SPD 理论认为超声波能量辅助塑性变形是稳态应力和交变应力宏观叠加的结果。 我国对超声波辅助塑性加工的研究起步较晚, 从20 世纪90 年代起, 开始在超声波辅助拉丝、 冲裁、 粉末冶金和镦粗变形等领域展开研究
。
超声振动作为强塑性变形, 可以在材料中以连续弹塑性波的形式有效传输能量, 其独特的高频率、 大应变率的塑性变形机制是其他SPD 方法所没有的。 超声冲击处理、 超声纳米晶粒表面改性、 超声表面滚动等SPD 加工工艺中, 超声纳米晶粒细化的效率已被证明优于其他SPD方法
。 由于其振动幅度小, 只在材料表层起到细化晶粒的作用, 且晶粒细化程度随着深度的增加而逐渐减小, 因此超声振动可以成为一种新型SPD 方法。
超声振动辅助成形已经作为一种绿色有效的制造技术, 在工业界得到了广泛的应用
。 超声振动辅助成形技术具有成本低、 低功耗、 产品质量高等优点, 已成为一种有发展前景的成形技术, 本研究将对超声振动辅助变形机制进行系统的综述。
1 超声振动辅助塑性变形的机理
UV 处理装置如图1 所示。 UV 操纵器是由28 kHz 压电陶瓷换能器组成, 用于将超声波发生器提供的电振荡转为超声波
。 微振动通过超声放大装置放大, 超声放大装置驱动刀头顶部超硬碳化钨钴 (WC/Co) 滚珠 (直径6 mm, 表面粗糙度Ra0.1 μm、 硬度80HRC) 产生高频振动
。

UV 辅助塑性成形技术具有许多优点, 如降低变形阻力和摩擦力, 改善零件表面质量等。 图2 为无UV 的常规拉伸试验和塑性变形期间短暂施加UV 的试验获得的工程应力-应变曲线。 由图2可知, 开始施加UV 时, 立即产生约20 MPa 的流动应力, 随后慢慢下降, 流动应力减少量大致保持不变, 直到UV 关闭, 流动应力立即增加
。
在过去的几十年中, 超声振动作为一种辅助方法被广泛应用于各种制造过程, 包括机械加工、 成型、 焊接和冲击处理
。 通过对金属成形过程的观察, 超声波会引起 “软化效应”, 在变形过程中叠加的超声波会显著降低新晶粒的形成。 同时, 在超声振动辅助成形中, 材料的力学性能也可以得到改善。 超声振动下材料的变形行为不同于传统的变形行为, 在超声振动辅助镦粗中, 晶粒得到明显细化
。 此外, 在UV 辅助成形后, 工件的表面质量明显改善, 这也得益于UV 辅助拉丝过程中裂纹和碎片等缺陷的减少。此外, 由于表面微凸体的较大塑性变形, 在UV辅助压缩中, 表面粗糙度明显降低。 这些情况主要归因于UV 产生的应力叠加、 声学软化效应、摩擦条件转移和动态冲击效应
。 由于振动能量传递到试样中, 超声波可以促进材料的微观结构和固有特性的变化。

将陶瓷微粒子混合到铝合金中, 可提高材料的性能, 如硬度、 韧性、 强度、 耐磨性等
。 近年来, 微粒子逐渐应用于制造金属基复合材料, 并且已经有试验证明, 当微粒子均匀分布时, 材料的密度、 硬度、 耐磨性和耐腐蚀性有所增强, 特别是在强度方面有大幅度的增强, 疲劳寿命和耐高温蠕变性能都有所提高
。 通过搅拌铸造工艺的液体冶金法被证明是一种生产能力高、 成本低的极具潜力的超细颗粒分布方法
。 超声振动辅助搅拌铸造技术是在微观水平上细化复合材料、 脱气、 净化铝液、 保证颗粒均匀分布的最佳途径之一
。
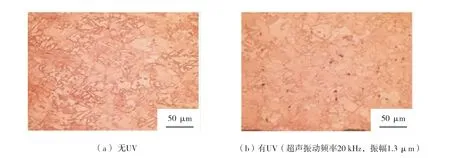
图5 为纯铜在频率20 kHz、 应变率0.06/s、 振幅1.3 μm UV 作用下的金相显微图像。 由图5 可知, 无UV 和有UV 的情况下, 孪晶数量明显不同, 通过定量分析, 结果表明, 在没有UV 的情况下, 孪晶区的面积分数约为3.3%, 而在UV 存在的情况下, 孪晶区的面积分数仅为1.8%, 降低了45%
。
在UV 的作用下, 特别是在高强度的UV 作用下, 流动应力显著下降。 即使在振动
消除后, 应变硬化也有显著的变化。 这种残余的声硬化或软化可归因于位错相互作用、 增殖或退火的变化
。 有关超声软化的机理在过去已经进行了大量的试验和理论研究, 结果表明软化效应除了位错迁移率的变化外, 还可归因于摩擦效应、 热软化和应力叠加。 超声辅助成形加工, 大多数拉伸试验研究采用沿试样轴线的UV, 然而, 在成形过程中施加的振动是横向作用于板料表面的。根据试样和变形板之间的接触情况, 诱发振动的性质可能是纵波和 或横波
。 在目前的研究中,拉伸试验是通过使试样承受横向振动来进行的,横向振动更接近预期的制造过程。
2 超声振动辅助变形的应用
2.1 超声辅助搅拌摩擦焊接
超声振动不仅可以通过减小轴向力增强材料流动, 而且可以避免过程中温度的升高。 搅拌摩擦焊接期间的原始温度分布会导致底部材料流动不良, 超声辅助搅拌摩擦焊 (ultrasonic assisted friction stir welding, UAFSW) 有助于减少缺陷,提高焊接强度。 UV 工艺中, 在低振幅高频超声振荡的驱动下, 超声持续作用于金属材料表面,导致表层发生严重塑性变形, 晶粒尺寸减小, 微观结构细化和几何修改。 此外, 通过超声振动可减少残余拉应力, 同时在表层产生残余压应力,从而提高表面显微硬度、 耐腐蚀性、 疲劳寿命和强度
。 显微组织分析同样证实, UAFSW 可降低金属晶粒间的相互作用力, 并提高焊缝界面处的扩散。
搅拌摩擦焊 (friction stir welding, FSW) 工艺作为一种固态焊接技术, 已成为高强度铝合金首选的连接工艺。 超声波装置是由超声放大装置、 换能器和发电机组成, 超声波沿着焊接方向即垂直于轴焊工具的方向传播。 传统搅拌摩擦焊(conventional friction stir welding, CFSW) 的工作原理非常简单, 它是一个由工具钢或不锈钢制成的具有异形笔尖的非消耗性工具, 通过不断旋转插入到要连接的薄片或金属表面
。 热生成工具所造成的旋转以及销之间的摩擦加热, 工具中间部分和金属连接会使材料出现塑性流动, 在表面附近会导致沉淀物质从前到后, 从而使凝固后固态接合。 当相似金属和不同金属之间进行CFSW,焊核区金属似乎具有高度的塑性变形, 从而产生动态再结晶。 它允许材料在焊接件中的再结晶、 等轴和精制晶粒之间的滑动, 从而实现固态流动
。
2.2 超声振动增强等通道挤压
高强度的超声振动使金属显微组织发生明显变化, 若直接在塑性变形区对材料进行超声振动的叠加, 可以改善传统等通道角挤压 (equal channel angular extrusion, ECAP) 工 艺 的 局 限性。 强塑性变形工艺, 特别是ECAP 工艺被认为是一种实用且有效的超细晶粒 (ultra-fined grain,UFG) 材料生产方法, 但采用超声振动增强等通道挤压(ultrasonic vibration enhanced equal channel angular pressing, UV-ECAP) 工艺处理的试样塑性形变较为均匀, 可以消除传统ECAP 工艺中常见的折叠缺陷。 采用UV-ECAP 工艺, 在试样的顶部和底部表面均获得了较高的等效塑性应变值。 与ECAP 试样相比, UV-ECAP 试样沿长度方向的形变不均匀度减小, 沿宽度方向的形变不均匀度增加, 增大振幅可改善塑性变形的均匀性, 并且在使用UV-ECAP 工艺处理的铝试样中观察到显著的晶粒细化
。 UV-ECAP 处理后的试样显微组织比常规ECAP 处理后的试样组织更加均匀, 但是成形载荷大, 成形效率低, 摩擦且应变不均匀性高, UV-ECAP 工艺的效率也因此受到限制。
2.3 超声表面轧制
SPD 技术是一种用于块状材料实现晶粒细化和改善力学性能的新技术。 在静压和动态冲击的共同作用下, 采用超声表面滚动技术可在材料表面形成强化层。 SPD 过程中产生超细化晶粒, 从而使其具有较好的稳定性和表面硬度, 表面质量、 疲劳寿命、 耐蚀性和耐磨性显著提高。
超声振动被广泛应用于辅助金属的塑性变形及材料微观组织的改善, 同时, 在塑性变形过程中, 超声振动可增强金属的塑性, 降低金属的流动应力。 这些是由于超声振动的热效应和非热效应耦合, 提高了位错迁移率的结果。 研究发现,奥氏体钢在超声振动处理的影响下, 晶粒组织发生了转变, 疲劳寿命比未处理的钢有所提高
。
2.4 超声探头辅助搅拌铸造工艺
工业应用中不断研发具有更高性能的新型结构材料, 如热、 磨损和力学性能, 并且具备易于制造的特点
。 超轻、 高孔隙率、 高压缩、 高能量吸收和低热导率的高强度等特性, 使这些材料成为海洋工业、 航空航天、 军事和汽车应用的理想结构
。
不锈钢管是工程领域的重要结构, 环焊缝是连接管道系统的常见接头类型。 在焊接过程中会产生残余应力, 分别在焊接及附近区域。通常在焊接区域有较大的拉应力, 接近或超过室温下材料的屈服强度。 残余拉应力会导致管道发生失效断裂, 包括脆性断裂、 疲劳、 应力腐蚀开裂和高温下的再热开裂
。 因此, 研究降低焊接残余拉应力, 甚至引入压应力的有效方法, 有助于确保焊接结构 (包括焊管系统)的使用寿命。
3.2.3 非虚拟化场景(硬件解决方案)。虚拟化部分采用虚拟接入交换机作为SDN接入,非虚拟化部分采用硬件接入交换机作为SDN接入,其他组网方案设计和要求,与前面两种一致。
UV 可以降低流动应力, 变形机制包括超声软化、 应力叠加和应变硬化。 在间歇振动试验中, 材料在UV 停止后表现出残余软化效应。 通过扫描电镜 (scanning electron microscope, SEM)观察材料的微观结构, 表明UV 可以促进形变孪晶的产生, 导致晶粒细化以及孪晶的减少, 这也是影响残余软化效果的主要因素。 UV 的机理可分为体积效应和表面效应
, 体积效应能很好地降低材料的流动应力
, 表面效应能显著提高材料的表面光洁度
。 体积效应的影响机制包括应力叠加效应、 动态冲击效应、 声软化效应
。
2.5 超声振动辅助焊接工艺
就氧化还原反应而言,首先,要熟悉常见元素的化合价,能根据化合价正确书写化学式(分子式),或根据化学式判断元素的化合价。其次,要了解常见的氧化还原反应,这当然也包括《化学·选修4》中的H2C2O4溶液与KMnO4酸性溶液作用,Na2S2O3溶液与稀硫酸作用等在近几年高考试题中已经频繁亮相的一些重要的氧化还原反应(前者出现在2015年高考全国Ⅱ卷第13题中,后者出现在2017年高考全国Ⅰ卷第12题中)。再次,要熟练掌握常见氧化还原反应方程式的配平和相关计算。
总之,“以人为本”的教育管理精髓可以诠释为:点亮人性的光辉,回归生命的价值,尊重个性的丰富发展,共创人类的繁荣和幸福”[4]。教育管理者只有重视弘扬被管理者的个性,尊重人性,才能培养真正的人。因此,管理者转变管理理念、注重管理的人本化、关注人性的回归已经成为教育管理改革的主旋律和时代最强音。
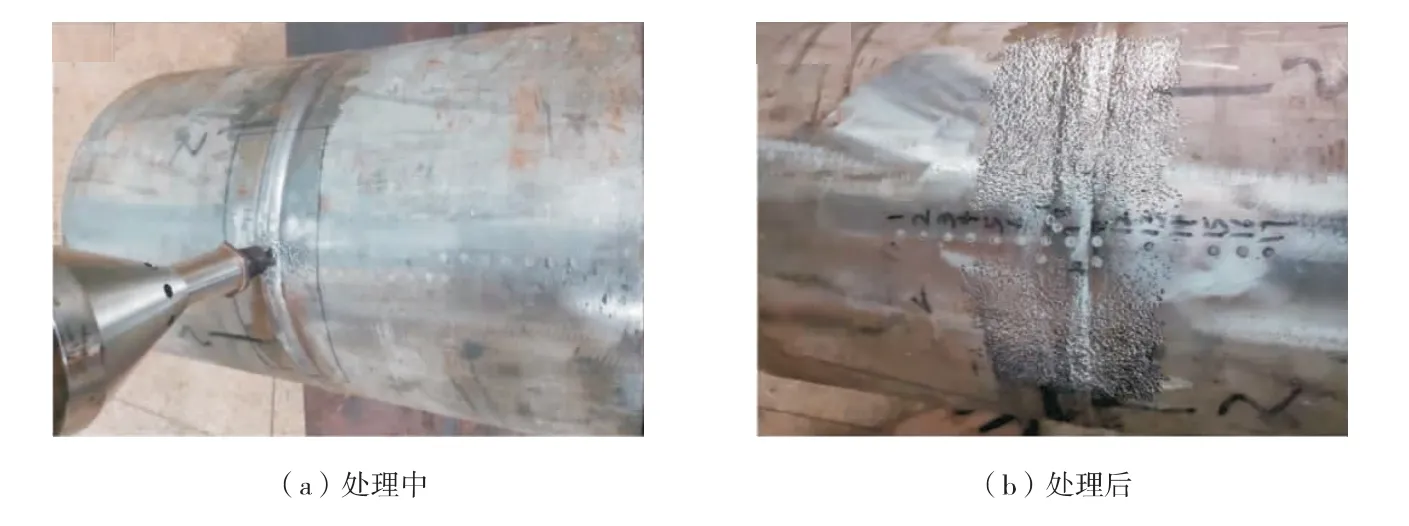
图3 (a) 为采用UV 方法对焊管进行处理,经处理后的焊管表面如图3 (b) 所示, 可见其表面覆盖有均匀的凹痕
。 大部分关于UV 诱导应力的研究都涉及尺寸相对较小的板试样或焊接接头, 而对焊接管道系统, 特别是工程规模的不锈钢管环焊缝进行超声焊接后的应力状态研究较少。 UV 适用于大尺寸零件的局部区域处理, 如局部补焊区域、 局部应力集中区域以及狭窄操作空间内需要用其他方法进行处理的区域。
UV 是降低焊接残余应力的有效方法, 甚至可以在整个过程中引入压应力。 UV 工艺中, 在低振幅高频超声振荡的驱动下, 超声振动持续作用于金属材料表面, 导致表层发生严重塑性变形, 晶粒尺寸减小、 微观结构细化和几何修改。此外, 通过超声振动, 有害的拉伸残余应力得到有效消除, 并在金属表面施加一层压缩残余应力, 从而提高表面显微硬度、 耐腐蚀性、 疲劳寿命和强度。 与其他技术对焊管的作用相比, UV具有生产率高、 成本低、 使用轻质组件便于移动, 以及以不同式样和清洁度处理不同类型焊缝的良好灵活性
等优点。
3 超声振动对材料塑性变形的影响
实验采用五折交叉验证法,将每个数据集等分五份进行五次实验,每次实验记录查全率和查准率,并计算F-value数据,每个数据集进行五次实验的F-value数据如图2;其均值和标准差如表3所示,算法采用MATLAB编程实现。
有研究对纯铜进行的超声辅助微拉伸试验中, 试样的标距长度为毫米级, 其红外成像的温度分布如图4 所示
。 图4 (a) 显示了红外摄像机的整个视野以及在虚线区域内标记的样本的位置。成像过程中超声波夹持器位于左侧, 与电机相连的移动夹持器则位于右侧, 未使用UV (图4 (b))和使用UV (图4 (c)) 的拉伸试验的热图像快照按时间顺序显示。 在这些试样中, 由于发生了塑性变形, 在拉伸试验期间观察到温度升高, 截面处温度升高明显, 但随着热量通过传导和对流散失, 温度下降
。 总的来说, 红外成像显示出与UV 相关的试样温升最小。
党的十八大以来,以习近平同志为总书记的党中央在继承和发展中国特色社会主义的基础上,根据时代的发展和世界形势的变化,在治国理政方面提出了一系列的新思路和新理念。 习近平治国理政思想涉及政治、经济、文化、社会、生态、军事、外交等许多方面。 本文通过搜集《每日电讯报》的有关报道,来研究习近平治国理政思想在英国的传播情况,旨在为习近平新时代中国特色社会主义思想在海外的传播提供借鉴。

这些影响是复杂耦合的, 通过大量的试验和理论研究, 进一步验证了其在纵向振动模式下的合理性和可靠性。 然而, 针对超声横向振动的报道较少, 同时纵向振动与横向振动的影响机理是不同的
。 Huang
等进行了无摩擦试验, 研究声密度对试样接触端温度和硬度的影响, 发现摩擦系数的影响并不显著。 改进后的微观结构特征, 包括退火孪晶界数量的减少和内部的位错取向减少, 都是UV 产生的材料微观结构的永久效应。
金相显微结构表明, 超声辅助试样中退火孪晶比例减少, 与超声波振动相关温升最小
。 施加UV 后, 材料的流动面积显著增加, 且超声振幅对材料流动面积的影响大于频率的影响。金属成型过程中超声波的另一个典型影响是,经过超声波处理后, 材料的强度和应变硬化行为发生永久性变化, 这被称为 “残余效应”
。通常, 随着超声波能量的增加, 残余效应变得更加明显, 直至饱和值, 残余效应也受到材料的影响。 以往的研究结果表明, 铜和铝基合金通常表现出残余硬化效应, 而钛合金在UV 辅助变形的过程中往往表现出残余软化效应
。
对变形层厚度的测量表明, 声塑性效应引起更严重的变形可导致层厚度的增加或减少,这取决于变形的严重性和摩擦热量。 近些年的微观结构研究表明
, UV 在焊接过程中起着复杂的作用。 在混合阶段, 声塑性效应导致材料变形厚度增加, 并且增强了稳定的第二相粒子的应变诱导溶解。 在冷却过程中, 材料的超声时效发生在第二相粒子从过饱和溶液中反复析出的过程中, 并且由共格相转变成为过渡相和稳定相。 Ahmadi 等
发现, 超声波振动显著影响纯铝的塑性行为, 从而降低流动应力。Chen 和Liu 等
指出, 流动应力的损失与塑性流动区域密切相关, 这可以通过超声波振动过程中提出的材料流动模型来解释。 同时, 已经发现超声振动以动态冲击的形式驱动且作用于成形区域的成形工具, 从而产生应力波, 激活位错并促进材料的进一步塑性流动。 Vahdati等
的研究表明, UV 的动态效应与超声波辅助增量成形过程中的材料流动和表面效应也密切相关, 他指出叠加的动态应力降低了静态流动应力。 此外, Hu 等
发现, 较大的超声波能量所引起的表面塑性变形增强了超声波动态冲击力, 从而降低了成形应力。 同时, 研究也表明, UV 的动态冲击产生的分离效应
有助于降低切削力, 改善表面质量, 提高切削效率
。施加超声振动后, 也可以观察到成形工具和材料板之间的分离效果。 Patil 等
发现, 不连续接触是抛光力降低的主要原因之一。 分离效应意味着板材和成形工具并不总是相互接触, 这有利于减小成形应力、 增强成形性以及改善表面质量
。
4 结 论
(1) 超声振动可以降低塑性变形过程中的流动应力, 变形机制包括超声软化、 应力叠加和应变硬化。
其次,外科医生也需有不断创新的新手术技术。“为何扁桃体手术用以前的手术方式切除后需要住院3~4天,现在的方法不需要?不仅是支付政策问题,还有在很大程度上依赖于手术技术的改进提升,比如现在,扁桃体切除快速手术出院的核心,其实就是控制不出血。”
(2) 超声振动辅助变形的方式包括超声辅助搅拌摩擦焊接、 超声振动增强等通道挤压、 超声表面轧制、 超声探头辅助搅拌铸造工艺、 超声振动辅助焊接工艺等, 具有降低形变应力、 改善试样表面光洁度与力学性能的作用。
我爱这迟来的春天。因为这样的春天不是依节气而来的,它是靠着自身顽强的拼争,逐渐摆脱冰雪的桎梏,曲曲折折地接近温暖,苦熬出来的。也就是说,极北的春天,是一点一点化开来的。它从三月到四月甚至五月,沉着果敢,心无旁骛,直到把冰与雪安葬到泥土深处,然后让它们的精魂,又化作自己根芽萌发的雨露。
(3) 在材料超声振动塑性变形过程中, 超声波引起的“软化效应” 可明显改变材料的微观组织。
[1] HAN Q.Ultrasonic processing of materials [J].Metallurgical&Materials Transactions B,2015,46(4):1603-1614.
[2] LIU Y,SUSLOV S,HAN Q,et al. Microstructure of the pure copper produced by upsetting with ultrasonic vibration[J]. Materials Letters,2012,67(1):52-55.
[3] PAN C G,WANG H C,WANG H F,et al. Microstructure and thermal physical parameters of Ni60-Cr3C2 composite coating by laser cladding[J]. Journal of Wuhan University of Technology-Materials Science Edition,2010,25(1):991-995.
[4] TAKASHI J, YUKIO K, NOBUYOSHI I, et al. An application of ultrasonic vibration to the deep drawing process[J]. Journal of Materials Processing Technology,1998(98):406-412.
[5] BUNGET C,NGAILE G.Influence of ultrasonic vibration on micro-extrusion[J].Ultrasonics,2011,51(5):606-616.
[6] SHI L,WU C S,LIU H J. Numerical analysis of heat generation and temperature field in reverse dual-rotation friction stir welding[J]. International Journal of Advanced Manufacturing Technology,2014,74(1-4):319-334.
[7] DJAVANROODI F,AHMADIAN H,KOOHKAN K,et al.Ultrasonic assisted-ECAP[J]. Ultrasonics,2013,53(6):1089-1096.
[8] EAVES A E,SMITH A W,WATERHOUSE W J,et al.Review of the application of ultrasonic vibrations to deforming metals[J]. Ultrasonics,1975,13(4):162-170.
[9] JI R, LIU Y,SUET T,et al. Efficient fabrication of gradient nanostructure layer on surface of commercial pure copper by coupling electric pulse and ultrasonics treatment[J]. Journal of Alloys and Compounds,2018(764):51-61.
[10] 李国英,刘继成. 超声振动在金属塑性加工的应用[J].东北林业大学学报,1989,17(4):114-118.
[11] 王国栋. 超声振动压力加工的现状与展望[J]. 热加工工艺, 1980(8):3-17.
[12] 张士宏. 金属材料的超声塑性加工[J]. 金属成形工艺,1994,12(8):102-106.
[13] ABHISHEK P,GIRISH C V,HARIHARAN K,et al.Erratum to:dislocation density based constitutive model for ultrasonic assisted deformation [J]. Mechanics Research Communications,2018(90):4-6.
[14] KUMAR S,WU C S. A novel technique to join Al and Mg alloys: ultrasonic vibration assisted linear friction stir welding ScienceDirect[J]. Materials Today: Proceedings,2018,5(9): 18142-18151.
[15] 刘艳雄. 超声波辅助大塑性变形细化材料晶粒研究[D]. 武汉: 武汉理工大学, 2012.
[16] 仲崇凯, 管延锦, 姜良斌, 等. 金属超声振动塑性成形技术研究现状及其发展趋势[J].精密成形工程,2015,7(1): 9-15.
[17] 程涛,刘艳雄,华林. 超声波振动辅助精冲成形工艺研究[J].锻压技术,2016,41(4):5-30,35.
[18] 解振东. 镁/铝合金超声振动辅助塑性成形中的材料变形行为与超声作用机制研究[D]. 济南: 山东大学,2019.
[19] ZHANG M,ZHANG D,GENG D X,et al. Surface and sub-surface analysis of rotary ultrasonic elliptical end milling of Ti-6Al-4V[J].Materials&Design,2020(191):7-10.
[20] ZHAO W,WU C S,SU H. Numerical investigation of heat generation and plastic deformation in ultrasonic assisted friction stir welding[J]. Journal of Manufacturing Processes,2020(56):967-980.
[21] ZHAO W,WU C S. Constitutive equation including acoustic stress work and plastic strain for modeling ultrasonic vibration assisted friction stir welding process[J].International Journal of Machine Tools and Manufacture,2019(145):103-134.
[22] LI Y,ZHAI W,WANG Z,et al.Investigation on the material flow and deformation behavior during ultrasonic-assisted incremental forming of straight grooves[J]. Journal of Materials Research and Technology,2019,9(1):11-12.
[23] SAEED B,KAREN A,HAN Q. Ultrasonic assisted equal channel angular extrusion (UAE) as a novel hybrid method for continuous production of ultrafine grained metals[J]. Materials Letters,2016(169):19-31.
[24] JAVIDRAD H,SALEMI S.Determination of Elastic Constants of Additive Manufactured Inconel 625 Specimens Using an Ultrasonic Technique [J].The International Journal of Advanced Manufacturing Technology,2020,107(3):25-42.
[25] HUNG J C,LIN C C.Investigations on the material property changes of ultrasonic vibration assisted aluminum alloy upsetting[J].Materials and Design,2013(45):412-420.
[26] ZHANG Q,YU L,SHANG X,et al. Residual stress relief of welded aluminum alloy plate using ultrasonic vibration [J]. Ultrasonics,2020(107):106-164.
[27] SUN Z,YE Y,XU J,et al. Effect of electropulsing on surface mechanical behavior and microstructural evolution of inconel 718 during ultrasonic surface rolling process[J]. Journal of Materials Engineering and Performance,2019,28(11):10-24.
[28] MCDONALD E J,HALLAM K R,BELL W,et al.Residual stresses in a multi-pass CrMoV low alloy ferritic steel repair weld [J].Materials Science and Engineering A,2002,325(1-2):454-464.
[29] MALAKI M,DING H.A review of ultrasonic peening treatment[J].Materials&Design,2015,87(12):1072-1086.
[30] SINGH K C,RAO N S,Majumdar B C. Effect of slip flow on the steady-state performance of aerostatic porous journal bearings[J]. Journal of Tribology,1984,106(1):156-162.
[31] SALEM M A,EL-BATANONY I G,GHANEM M,et al.Effect of the matrix and reinforcement sizes on the microstructure, the physical and mechanical properties of Al-SiC composites[J]. Journal of engineering materials and technology,2017,139(1):23-37.
[32] SACHIN K. Ultrasonic assisted friction stir processing of 6063 aluminum alloy[J].Archives of Civil and Mechanical Engineering,2016,16(3):13-18.
[33] PAGIDI,MADHUKAR,SELVARAT,et al. Tribological behavior of ultrasonic assisted double stir casted novel nano-composite material (AA7150-hBN) using Taguchi technique[J].Composites Part B:Engineering,2019(175):56-62.
[34] LIU Z,GE Y,ZHAO D,et al. Ultrasonic assisted sintering using heat converted from mechanical energy [J]. Metals-Open Access Metallurgy Journal,2020,10(7):9-14.
[35] WANG X,WANG C,LIU Y,et al. An energy based modeling for the acoustic softening effect on the Hall-Petch behavior of pure titanium in ultrasonic vibration assisted microtension[J]. International Journal of Plasticity,2021(136):4-6.
[36] GUNAY B A.Ultrasonic assisted incremental equal angular channel pressing process of AA 6063[J]. Advanced Engineering Materials,2020,23(2):1-5.
[37] TEIMOURI R,LIU Z.An analytical prediction model for residual stress distribution and plastic deformation depth in ultrasonic assisted single ball burnishing process[J].The International Journal of Advanced Manufacturing Technology,2020,111(1):1-21.
[38] LIU Z,GE Y,ZHAO D,et al. Ultrasonic assisted sintering using heat converted from mechanical energy[J].Metals,2020,10(7):7-9.
[39] SEETHARAM R,MADHUKAR P,YOGANJANEYULE G,et al. Mathematical models to predict flow stress and dynamically recrystallized grain size of deformed AA7150-5wt%B
C composite fabricated using ultrasonicprobe assisted stir casting process[J]. Metals and Materials International,2022(28): 931-944.
[40] WILLERT M,ZIELINSKI T,RICKENS K,et al. Impact of ultrasonic assisted cutting of steel on surface integrity[J]. Procedia CIRP,2020,87(C):5-19.
[41] MOHSEN K,OMID B,MOHAMMAD REZA RAZFAR.Finite element simulation and experimental investigation of residual stresses in ultrasonic assisted turning[J].Ultrasonics,2020(108): 8-13.
[42] KUMAR S,WU C S,PADHY G K,et al. Application of ultrasonic vibrations in welding and metal processing: A status review[J].Journal of Manufacturing Processes,2017(26):295-322.
[43] MENG B,CAO B N,WAN M,et al. Constitutive behavior and microstructural evolution in ultrasonic vibration assisted deformation of ultrathin superalloy sheet[J]. International Journal of Mechanical Sciences,2019 (157):609-618.
[44] KANG J R,LIU X,XU M J. Plastic deformation of pure copper in ultrasonic assisted micro-tensile test[J].Materials Science and Engineering:A,2020(785):139364.
[45] LIU T,LIN J,GUAN Y, et al. Effects of ultrasonic vibration on the compression of pure titanium[J]. Ultrasonics,2018(89):26-33.
[46] BAGHERZADEH S,ABRINIA K, LIU Y,et al. The effect of combining high-intensity ultrasonic vibration with ECAE process on the process parameters and mechanical properties and microstructure of aluminum 1050[J].International Journal of Advanced Manufacturing Technology,2017,88(1-4):229-240.
[47] ZHANG X,SUI H,ZHANG D,et al. An analytical transient cutting force model of high-speed ultrasonic vibration cutting[J]. The International Journal of Advanced Manufacturing Technology,2018,95 (9-12):3929-4101.
[48] JIAN Z,LIU Z. Investigations of ultrasonic frequency effects on surface deformation in rotary ultrasonic roller burnishing Ti-6Al-4V[J].Materials&Design,2016(107):238-249.
[49] FARTASHVAND V,ABDULLAH A,VANINI S S. Investigation of Ti-6Al-4V alloy acoustic softening[J].Ultrasonics Sonochemistry,2016(38):744-749.
[50] HU J,TETSUHIDE S,MING Y. Investigation on ultrasonic volume effects: stress superposition, acoustic softening and dynamic impact[J]. Ultrasonics Sonochemistry,2018(48):240-248.
[51] ZHANG X,HE S,JIANG X,et al.Measurement of ultrasonic frequency repetitive impulse cutting force signal [J]. Measurement,2018 (129):34-77.
[52] ZHANG X,SUI H,ZHANG D,et al. Feasibility study of high-speed ultrasonic vibration cutting titanium alloy [J].Journal of Materials Processing Technology, 2017, 247(19):111-120.
[53] PATIL S,JOSHI S,TEWARI A,et al. Modelling and simulation of effect of ultrasonic vibrations on machining of Ti6Al4V[J].Ultrasonics,2014, 54 (2): 694-705.
[54] AHMADI F,FARZIN M,MANDEGARI M.Effect of grain size on ultrasonic softening of pure aluminum [J].Ul-trasonics,2015 (63):111-117.
[55] CHEN Z,LIU C,RANI EKTA,et al. Ultrasonic vibration induced severe plastic deformation of Cu foils: effects of elastic-plastic stress wave bounce,acoustic softening, and size effect [J]. The International Journal of Advanced Manufacturing Technology,2021,115 (11-12):5-8.
[56] VAHDATI M, MAHDAVINEJAD R, AMINI S. Investigation of the ultrasonic vibration effect in incremental sheet metal forming process[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2017, 231(6):27-44.
[57] WANG X,QI Z,CHEN W.Investigation of mechanical and microstructural characteristics of Ti-45Nb undergoing transversal ultrasonic vibration-assisted upsetting[J]. Materials Science&Engineering A,2021(813):7-15.
[58] XIE Z,GUAN Y,YU X,et al.Effects of ultrasonic vibration onperformanceandmicrostructureofAZ31magnesiumalloy under tensile deformation [J]. Journal of Central South University,2018,25 (7):1545-1559.
