面鱼机总体设计及挤出端关键技术研究
2022-06-21施法金向阳
施法,金向阳
(哈尔滨商业大学 轻工学院,哈尔滨 150000)
0 引言
面鱼是中国北方的一种特色食物[1],是将面粉及其他谷物粉通过和面、揉面、成型、蒸煮等加工方法制成蝌蚪或枣核形状的食品,目前的面鱼挤压机存在生产效率低、面鱼成型效果差等问题,并在面鱼成型方面上缺乏系统的理论研究,为此进行面鱼机的创新设计。
1 概述
食品挤压技术是指物料经初步调制(搅拌、剪切、调和)后[2],经挤压机的一定机械作用使其通过一个专门设计的孔口装置,以形成一定形状和组织的产品。本文面鱼机的挤出端设计为重要工作。
2 传统挤压方案
图1所示为单螺杆式挤出机工作示意图,由动力装置、机体与螺旋装置组成,其结构简单、成本较低,受到学校食堂、小餐厅的欢迎,但由于生产效率较低,无法大规模持续生产,且安全系数较低。
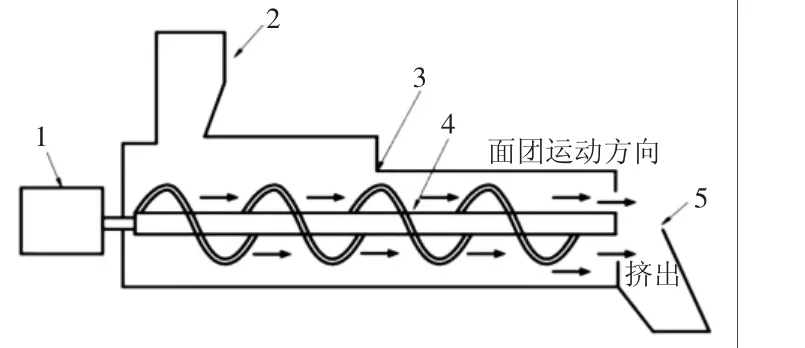
图1 单螺杆式挤压机
3 新型面鱼机结构三维设计
3.1 一级螺旋挤压装置区域
图2为一级螺旋挤压装置,是用来提供混合物料的工作区间,内部设有搅拌桨叶,搅拌桨叶由电动机及传动装置使其驱动,按一定转速旋转,将物料与水不断均匀搅拌,通过出料端将混合搅拌好的物料输送到下一级螺旋挤压装置。

图2 一级螺旋挤压装置
3.2 二级螺旋挤压装置区域
在经过一级挤压装置内桨叶初次搅拌物料后,由于混合效果一般,需进行第二轮挤压混合,如图3所示,二级螺旋挤压装置的螺旋顶部一端通过动力装置提供转速,从而将动力传递至螺旋结构挤压物料,物料在此阶段挤压后,具有良好的理化特性。此外,物料在等距变深螺杆的挤压过程可分为加料段、压缩段和均化段共3个阶段。其中加料段的作用是对输送端送来的物料进行加热,同时输送到压缩段;压缩段的作用是对上一阶段送来的物料起剪切调和作用;均化段的作用是将塑化均匀的物料在均化段螺槽和机器模具的回压作用下进一步搅拌塑化均匀,并定量定压地通过挤出端的模具。由此可以分析出,物料沿着挤出端方向推进,到达挤出端时成型效果达到最佳。

图3 二级螺旋挤压装置剖视图
3.3 切割面鱼装置
物料在混合挤压工作结束之后,需切割成小块状,切割机构依据曲柄滑块机构工作原理设计,曲柄1做周转运动,连杆2随曲柄做平面运动,刀具3在连杆带动下沿导轨4做往复直线运动,实现了旋转运动和直线运动的相互转换。随着刀具的往复直线运动,挤出端的面团被均匀切割下来,由于是多个挤出孔同时切割,刀具切割装置的工作效率较高,如图4所示。
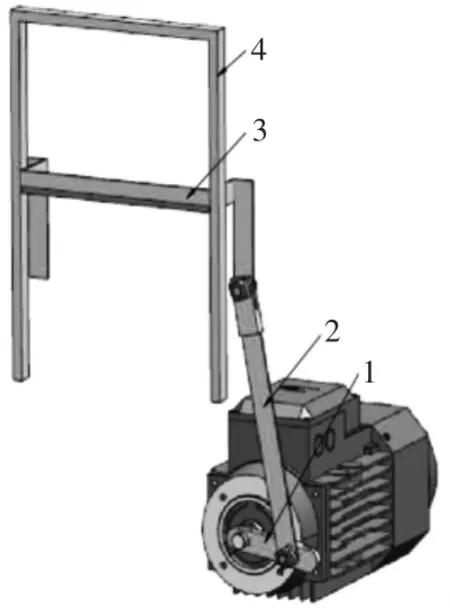
图4 切割面鱼装置三维结构
4 基于方差试验下分析挤出端结构的参数设计
挤出端是将熔融混炼、初步熟化后的物料沿着挤出方向挤出的装置,设定挤出端长度分别为68、78、88 mm,挤出孔分别设定为4、5和6个。通过UG绘制挤出端结构模型和挤出端填充模型,将结构模型与挤出端填充模型相减,即可得到三维流场模型,此模型即为流体域,如图5所示,模型文件转换成.igs格式后导入有限元软件Workbench Fluent[3-4]中,从而模拟面团在挤出端速度场的变化情况。

图5 挤出端装置及其流体域
本文设计的挤出端二因素条件下中因素A为挤出端长度、B为挤出孔个数,同时每个因素设置3个水平(水平1、水平2、水平3),每个因素的水平数是相等的,即设定为二因素三水平试验表,如表1所示。

表1 二因素三水平试验表
根据本文上述分析,设定影响挤出端物料特性后进行方差试验,建立二因素三水平设定序号表,如表2所示。

表2 二因素三水平设定序号表
为便于分析不同挤出端流场内物料的性质,对9种挤出端结构类型进行序号排列,如表3所示。
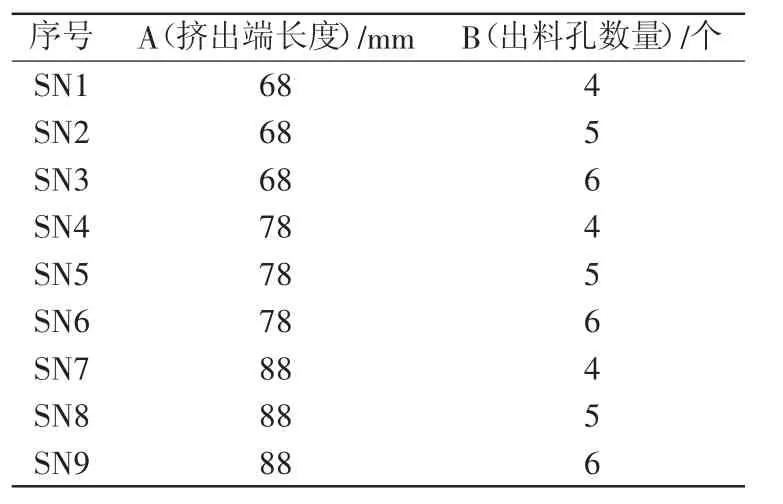
表3 挤出端型号表
4.1 定义边界条件
面团在Fluid flow(fluent)中定义为非牛顿流体[5],密度设置为520 kg/m3,它 的稠度指数k(Consistency index为稠度指数, 通常用k来表示)设置为10,幂律指数n(Power-Law index为幂律指数,通常用n来表示)设置为0.4[6],入料端进料速度为0.48 m/s,此处压力为100 Pa,重力加速度为-9.8 m/s2,出料端压力设置为0 Pa,残差曲线计算次数为100次。通过对比分析可知,挤出端结构长度对物料流动速度速情况影响较小。
4.2 速度场
图6所示为方差试验下的9种挤出端流场速度分布云图,观察可知,流场内局大部分为蓝色覆盖区域,表示该处物料流速较慢,但在挤出孔处流速骤然升高,这是因为挤出孔设计在挤出端右端,因此,物料在该处流速最快,由图内红、黄色区域覆盖。
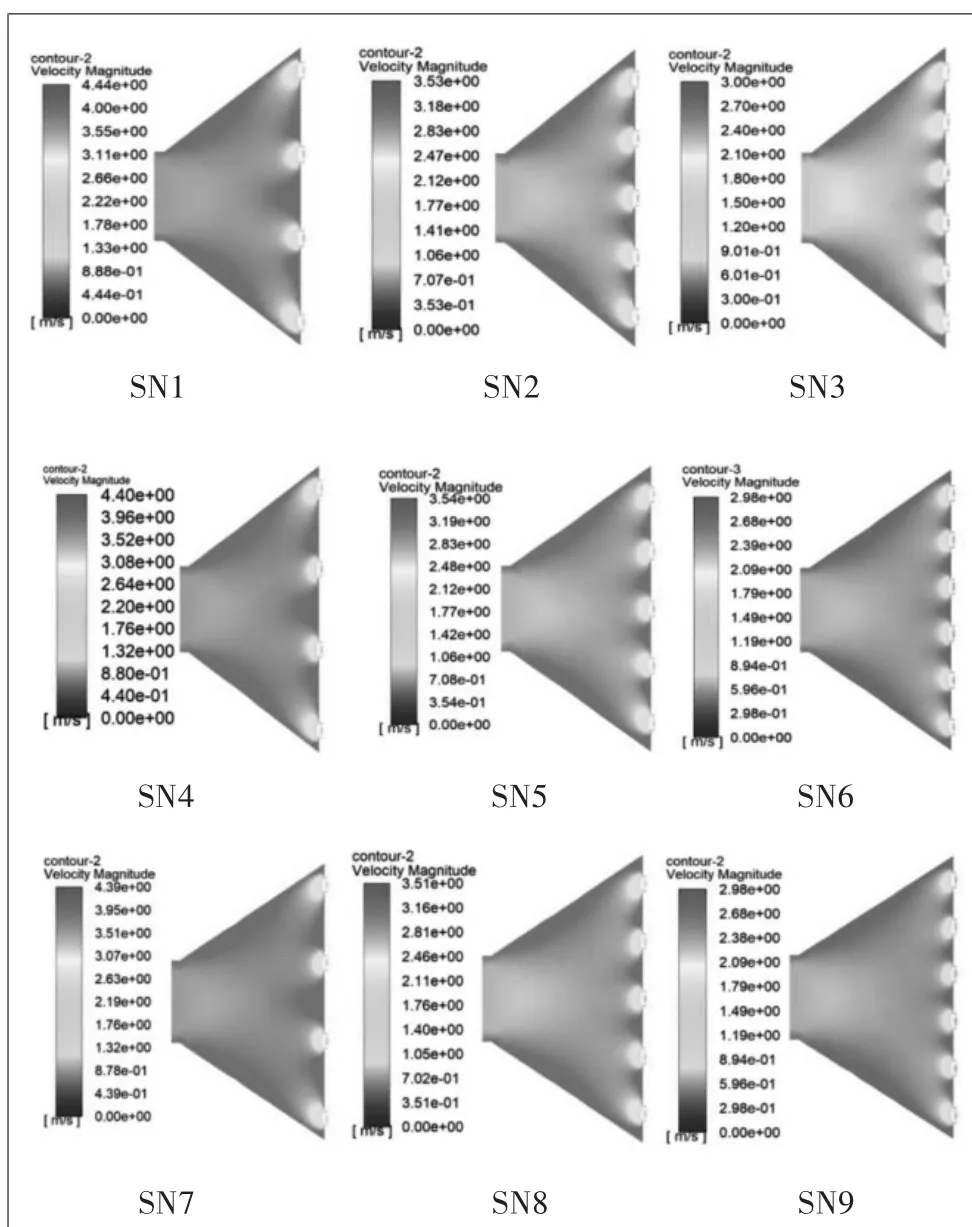
图6 流场速度云图
4.3 挤出端结构类型的选定
在挤出端结构装置中,选定物料的挤出速度作为衡量挤出端类型的优选指标,如果挤出端流道内物料流动速度过慢,就会使切刀装置切削效率较低,故选择较快流速作为挤出端装置的优选指标。表4为以物料流动速度为评价标准的正交分析表,K为速度云图中各个参数之和。

表4 以流动速度为评价标准的正交分析表
分析表5可知极差RA<RB,对于挤出端装置结构内物料的流动速度而言,因素B的极差较大,表明挤出孔的数量是影响流动速度的第一因素,而挤出端长度为次要因素,采用综合法确定挤出端结构的几何参数,优选参数组合为A2B1。
综合考虑,在一级螺旋挤压与二级螺旋挤压过程结束后,挤出端以物料流动速度作为评价的主要标准,因此挤出端最终确定的优选参数组合为A2B1,即SN4结构。
随后,选用SN4型的挤出端结构,按照此挤出端结构制造面鱼机和加工出来的面鱼如图7所示,面鱼全部成型,生产效率也得到明显的改善。

图7 面鱼机局部设计图及成品面鱼
5 结论
挤出端结构通过ANSYS软件的Workbench Fluent的流体力学模块分析,改变挤出端的结构长度、挤出孔数量,控制输入入料端速度、流体性质、出料端压强等参数,得出面团的流体速度的规律,为其选取合适的类型结构,最终通过方差试验验证了结果的准确性,挤出端结构选取以物料流动速度为主要评价标准,即挤出端结构长度为78 mm,挤出孔数量为4的较优组合。通过2次的螺旋挤压后面团具有良好的成型特性,以SN4型挤出端结构制造面鱼机,面鱼成型效果上佳,面鱼与面鱼间不粘连,生产效率较高,面鱼样机实验验证了仿真的准确性。
