王草收获机旋转刀盘式平茬切割装置设计与试验
2022-06-21郇晓龙王德成李思标廖洋洋
郇晓龙 尤 泳 王德成 李思标 祝 露 廖洋洋
(中国农业大学工学院, 北京 100083)
0 引言
王草,一种多年生刈割型禾本科牧草,每公顷年产量高达200~400 t,是一种高产的优质饲草[1]。王草与青贮玉米、甘蔗等相似,茎秆高大粗壮,人工收获效率低、劳动力成本较高,为促进王草产业的发展,需研发适合我国王草收获的机械装备。切割是王草机械化收获的第一个环节,切割装置是王草收获机的核心工作部件,研发适合王草生物性状的低损、高效的王草收获机专用切割装置,对于提高王草机械化收获质量具有重要意义。
国内外学者针对高茎秆作物的切割装置进行了系列研究[2-16],相关收割机械通过田间试验表明具有较好的收割效果。吴鸿欣[17]开展了玉米秸秆切割部件的试验研究,对比了机械支承切割和惯性支承切割两种方式的不同,通过分析各种典型切割装置的结构、工作原理和使用特点,试验确定了玉米秸秆切割部件结构和参数。李常营[18]设计了能够自动留高茬的玉米联合收获机切割机构,利用仿生设计方法,设计了圆盘型仿生锯齿锯片装置,田间试验表明相对于普通锯齿锯片,具有留茬整齐的特点。廖宜涛等[19]以高粗茎秆作物通用型回转链式切割器为基础,应用ANSYS/LS-DYNA模拟了芦竹切割破坏过程,试验验证了锯齿切割过程的载荷-位移历程曲线的可行性及芦竹破坏的模拟计算模型的有效性,并确定了切割芦竹时进给和切割的最佳速度匹配。吕勇等[20]制定了单圆盘甘蔗切割器切割甘蔗的切割状态判别标准,通过物理试验制定了刀盘压破蔗头的判别标准,通过运动学仿真确定小频率和小速比、小振幅和少刀片的组合有利于降低破头率。梁晓[21]采用材料力学性能试验测定了菌草茎秆抗拉、压、弯弹性模量等参数,建立巨菌草茎秆材料本构方程。李鸿[22]设计了巨菌草切割器,通过田间试验确定了影响巨菌草切割器破头率的两个主要因素——切割器转速与刀盘倾角,并通过仿真试验确定了切割器的最佳工作参数。现有针对高茎秆作物切割装置的研究成果对王草切割装置的设计具有较好的借鉴意义。
王草一年能够刈割4~6茬,根茬破头会造成留茬失水严重,茎基部和根部腐烂,导致年产量下降,同时,与玉米、油葵等单株生长作物相比,王草为分蘖簇状生长,收割环境更为复杂,目前通用青饲切割器对王草平茬刈割效果不稳定。为此本文根据王草簇状分蘖生长的生物特性和平茬刈割的收获要求,设计一种旋转刀盘式王草平茬切割装置,并对核心部件——切割器和塔轮式输送器进行优化设计,通过理论分析,确定关键部件的结构参数;通过仿真试验对比切割器有无、支撑的切割效果,验证塔轮式输送器的输送效果;通过台架试验确定切割器最佳工作参数,并进行田间试验验证切割装置实际平茬收割效果。
1 总体结构设计
1.1 切割装置总体结构
旋转刀盘式王草平茬切割装置整体结构如图1所示,主要由分禾器、塔轮式输送器、旋转刀盘式切割器、中间分禾器、传送机构、横向输送器、推禾杆和推禾高度调节机构等组成。切割装置悬挂于自走式王草收获机前端,通过液压系统调节切割装置高度和切割倾斜角度,并由收获机通过动力传送轴提供动力。旋转刀盘式切割器为动刀盘和定刀盘组合的形式,采用动定刀组合的方式将王草茎秆切断;塔轮式输送器安装于旋转刀盘式切割器上方。切割装置采用两组旋转刀盘式切割器和塔轮式输送器,两组切割器和输送器均为对向旋转;工作时,切割器将王草茎秆切断,由塔轮式输送器将切断的茎秆向中间聚拢并向后输送至横向输送器,横向输送器进一步将茎秆输送给王草收获机。在自走式王草收获机带动切割装置前进切割的过程中,推禾杆将王草茎秆向前推倒,使茎秆能从底部顺序喂入,保证茎秆输送流畅性;推禾高度调节机构可改变推禾杆的高度,以适应不同高度王草的收割要求。

图1 旋转刀盘式王草切割装置整体结构图Fig.1 Overall structure diagram of rotary cutter disc type King grass cutting device1.分禾器 2.塔轮式输送器 3.旋转刀盘式切割器 4.中间分禾器 5.传送机构 6.横向输送器 7.推禾杆 8.推禾高度调节机构
1.2 切割器主要参数确定
1.2.1刀盘直径及切割幅宽
切割装置单次同时收获两行王草,即每组旋转刀盘式切割器对应刈割一行王草,如图2所示,根据圆盘式切割器的结构特点,有
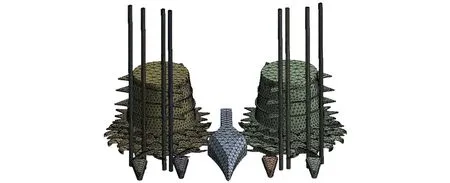
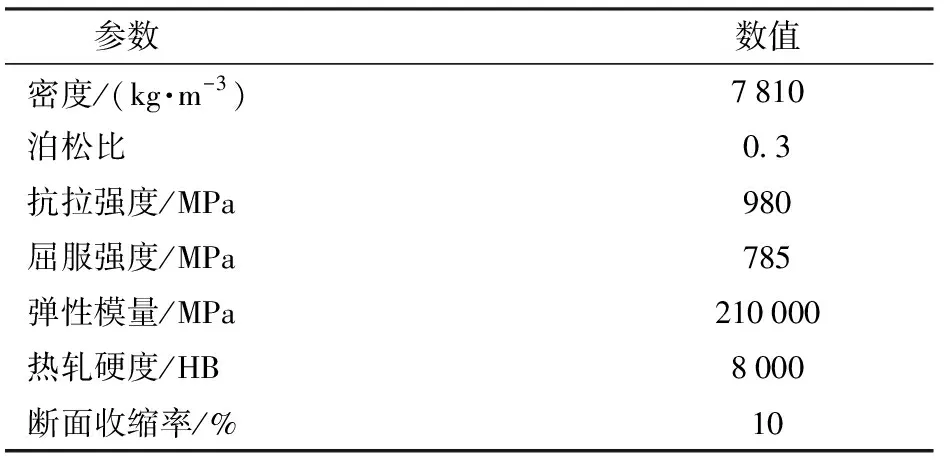
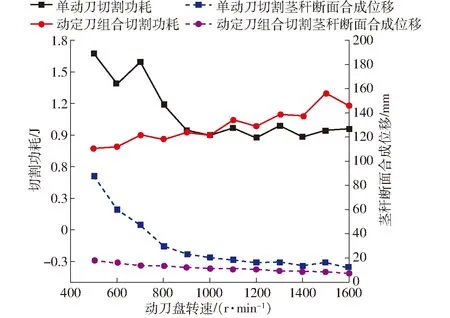
bmax (1) B=L(Nh-1)+D+2b2 (2) 式中D——旋转刀盘式切割器直径,mm bmax——切割平面内单簇王草最大宽度,mm L——王草种植行距,mm b1——中间安全间隔,mm B——切割幅宽,mm Nh——圆盘切割器数量,取2 b2——侧边安全间隔,mm 通过调研总结可知我国王草种植行距普遍在50~70 cm,王草机收留茬高度为8~20 cm,在此切割高度范围,切割平面内单簇王草最大宽度为200~350 mm,选取行距L=600 mm,左右两切割器的中间安全间隔b1=60 mm,代入公式(1)求得切割器直径取值范围为350~540 mm,同时为保证切后茎秆的输送效果,考虑切割器上方的塔轮式输送器直径不宜过小,最终确定切割器刀盘直径为500 mm。侧边安全间隔主要考虑王草茎秆偏离行线和单簇茎秆生长的分散性,其取值需考虑作物行距的大小,一般要求侧边安全间隔小于动刀旋转面至侧边行茎秆的最小距离b′,即 (3) 代入数据求得b2应小于175 mm,考虑幅宽利用率不宜过小,同时参考《农业机械设计手册》中常见高秆割台的幅宽设置,最终设计侧边安全间隔b2为100 mm,代入公式(2),确定切割幅宽B=1 300 mm。 图2 切割装置田间工作状态简图Fig.2 Diagram of working state of cutting device in field 1.2.2动刀伸出高度和刀片数量 通过田间测量,单簇王草分蘖植株在切割平面内的株距l范围为80~200 mm,王草茎秆的切割断面直径为8~30 mm,为保证在理想状态下王草茎秆能够单次切断,则要求动刀的伸出高度h′大于单株茎秆的最大直径dmax,同时希望每个动刀单次只切割单株茎秆,则动刀伸出高度需小于茎秆最小株距lmin,即30 mm 动刀数量对切割器的切割质量具有重要影响,在切割过程中,动刀与王草茎秆的位置关系如图3所示,为使茎秆能够正常加持切割,要求刀片间距w′大于单株王草茎秆的最大直径dmax,同时为稳定切割载荷,使每个动刀沿刀盘周向单次只切割单株茎秆,设计刀片间距小于单簇王草分蘖植株在切割平面内的最小株距lmin,即 (4) 式中w——动刀安装宽度,mm m——动刀数量 r——刀盘直径,mm 将dmax=30 mm、r=200 mm、w=40 mm和lmin=80 mm代入公式(4),可计算得动刀数量m的取值范围为11~18,研究选取动刀数量m=15进行后续的切割器优化试验。 图3 动刀和茎秆位置关系分析Fig.3 Analysis of relationship between moving knife and stem position 1.2.3动定刀刃口分析 在王草切割作业时,根据王草茎秆与动刀位置关系的不同存在两种切割过程:茎秆与定刀刃口在垂直机器前进方向的平面内重合(图4a),切割时茎秆在动刀和定刀的组合切割下直接被切断;茎秆与定刀刃口在垂直机器前进方向的平面内不重合(图4b),即茎秆与定刀存在横向距离,在切割过程中茎秆先与旋转的动刀接触,在动刀带动下向定刀移动,最后由动定刀组合切断。第2种切割过程相对第1种更为复杂,针对第2种切割过程对切割器动刀刃口曲线形状和定刀斜角进行设计分析。 图4 茎秆与动刀位置关系示意图Fig.4 Relationship between stem and moving knife 在第2种切割过程中,茎秆先与旋转的动刀接触,其受力状况如图5所示。FN为刀具对王草茎秆的法向作用力;v为接触瞬间刀具上与王草茎秆接触点的速度;FZ为王草茎秆未与刀具接触的其他部位对接触部位单元产生的阻力,方向与v相反;β为刀具在接触点处的滑切角。 图5 茎秆受力分析Fig.5 Stem stress analysis 刀具对王草茎秆的摩擦力Ff为 Ff=μFN (5) 式中μ——王草茎秆与刀具间摩擦因数 在与刀具接触瞬间,认为王草茎秆接触部位单元即获得刀具上接触点的角速度ω。在刀具以及王草茎秆未与刀具接触的其他部位对接触部位单元的作用力综合作用下,在接触之后的瞬间,王草茎秆单元相对于刀具旋转中心会存在外滑、相对静止或者内滑3种运动情形。 当β=0°时,刀具无法为茎秆受力单元提供向心力,随着刀具转动,茎秆会发生外滑。故在分析茎秆是否相对内滑或外滑时,β>0°。 在外滑临界点处有 (6) 式中β1——外滑临界滑切角,(°) R——接触点的转动半径,mm M——王草茎秆接触部位单元的质量,kg 在内滑临界点处有 (7) 式中β2——内滑临界滑切角,(°) 令 μ=tanφ=0.372 (8) 式中φ——王草茎秆与刀具间摩擦角,(°) 则φ=20.4°。代入公式(6)、(7)有 (9) (10) β2-β1=2φ (11) 设计动刀刃口形状如图6所示,随着茎秆与动刀接触点位置的不同,滑切角沿刃口曲线不断变化,同时滑切角的变化引起茎秆相对于动刀刃滑动情形的变化。在点b、e处,滑切角为β1;在点c、d处,滑切角为β2。当动刀与茎秆接触点位于ab段时,由于切割截面小于茎秆直径,动刀不能将茎秆一次切段易造成留茬撕裂,ab段刃口曲线需使茎秆能够外滑离开切割范围,由后续动刀进行切割;当动刀与茎秆接触点位于cd段时,刃口曲线需保证茎秆能够向内滑动至理想切割区df段进行切割,减小切割阻力矩,提高切割效果。由以上分析可知,cd段刃口曲线的设计对茎秆接触形式及滑移过程的影响最关键,进而对整个动定刀切割过程的影响最大。 图6 动刀刃口形状及与茎秆接触形式Fig.6 Shape of moving blade and contact form with stem 图7 茎秆与定刀不同接触情况下的受力分析Fig.7 Force analysis of stem and fixed knife under different contact conditions 动刀的旋转会带动没有滑出切割范围的王草茎秆继续转动,随后茎秆与定刀接触。之后茎秆会在动定刀共同夹持作用下进入切段阶段。在夹持状态下,动刀滑切角βa、定刀滑切角βb、夹持位置都会影响到刀具对茎秆的夹持效果,进而影响切割效果。如图7所示,由于定刀的刃口分为两段,所以茎秆的夹持位置也可以相应的分为两种情况(当茎秆与定刀的接触点处于两段刃口的过渡段时,会被挤压到靠近外侧的刃口上,故忽略接触点位于过渡段中的情况)。但是两种状态下的受力情况基本一致:茎秆同时与动刀接触于点A,与定刀接触于点B,此时会产生垂直于动定刀刃口的正压力Fa、Fb,以及动定刀刃口曲线切线方向上的摩擦力Ffa、Ffb,根据力的平衡原理,需要以上4个力的合力为零,即Fa和Ffa的合力与Fb和Ffb的合力共线,才可以使得动定刀对茎秆的夹持稳固。 由图7可知,要夹持稳固,则需要满足 α+2φ≥π (12) 由几何关系有 α+βa+βb=π (13) 即若要夹持稳固,则必须满足 βa+βb<2φ (14) 根据以上设计内容,确定动刀cd段滑切角βa=58°(将刃口曲线cd段简化为拥有固定滑切角的一段直线),定刀滑切角βa=56°,结合前文确定动刀伸出高度为50 mm,旋转刀盘式切割器动刀和定刀设计尺寸参数如图8所示,加工完成后的动刀盘和定刀盘如图9所示。 图8 动刀和定刀结构参数示意图Fig.8 Dimension parameters of moving tool and fixed tool 图9 旋转刀盘式切割器刀盘Fig.9 Rotary knife disc cutter 1.2.4切割速比范围 为分析动刀切割运动轨迹,以刀盘圆心为原点建立直角坐标系,以机器前进方向为x轴正方向,垂直前进方向为y轴正方向,如图10所示。切割器在进行切割作业时,动刀的运动为刀盘旋转和机器前进的合成运动,刀刃上某点相对地面的轨迹为一条余摆线,刀刃相对地面所扫过的区域为余摆带[23-24],当切割倾角为0°时,刀刃最低点A、最高点B的轨迹方程为 (15) (16) 式中 (xA,yA)——刀片内端点A坐标,m (xB,yB)——刀片内端点B坐标,m vj——前进速度 t——刀盘转过时间 设动刀盘相邻两动刀片的间隔角为α,相邻两动刀片的切割轨迹如图10所示,为了避免出现漏割,要求动刀盘每旋转α机器前进的距离s′应小于刀片的伸出高度h′,同时为减少对单个茎秆的重复切割,降低切割功耗和留茬破头率,需使前进距离s′大于单个茎秆直径dmax,即 (17) 式中vg——切割速度 将动刀端点B处的旋转半径R=0.25 m、动刀数量m=15、王草茎秆最大直径dmax=0.03 m、刀片的伸出高度h′=0.05 m代入公式(17),得到切割装置前进速度vj与切割速度vg的比值范围为0.29~0.47。 图10 旋转刀盘式切割器动刀运动轨迹Fig.10 Movement track of moving knife of rotary cutter disc cutter 切割装置采用两个对向旋转的塔轮式输送器,负责将切断的王草向后夹持输送,塔轮式输送器结构如图11所示,整体为锥台筒状结构,筒高为350 mm,输送器下部通过螺栓与刀盘式切割器相连,上部与传动机构相连。输送器外筒壁自下而上分布有6层输送拨齿,为使茎秆在切断后能及时夹持,同时为使王草茎秆根部能够先于上部向后输送,下3层拨齿设计较为密集,每层沿圆周共布置20个拨齿,上3层拨齿每层布置3个拨齿。拨齿齿尖的回转半径自下而上逐层减小,最下层拨齿回转直径为500 mm,最顶层拨齿回转直径为340 mm,在相同回转角速度的条件下,底层拨齿回转线速度大于上层拨齿的线速度,进而在输送过程中茎秆根部的输送速度大于上部茎秆,进一步利于茎秆的顺茬喂入,抑制茎秆输送堵塞情况的发生。 图11 塔轮式输送器结构图Fig.11 Tower-wheel conveyor structure diagram 在样机试制前利用显式动力学软件ANSYS/LS-DYNA进行王草茎秆切割仿真试验[19,25],通过比较单动刀和动定刀组合两种切割的切割过程和切割效果,验证动定刀组合式切割器针对王草平茬切割和低耗切割的较优作业效果;建立切割器和塔轮式输送器的仿真模型,分析切割装置在切割多根茎秆后的输送效果。 王草茎秆可分为芯部与外皮两部分,收获期王草茎秆芯部和外皮物理特性差异较大,在建立王草茎秆模型时分别建立芯部和外皮模型,设置茎秆直径为20 mm,外皮厚度为1.5 mm。同时为提高运算速度,切割装置仿真模型只保留切割器、塔轮式输送器和分禾器等核心工作部件,忽略传动机构、底板、护板等部件,将切刀与刀盘设为一个整体,省略螺纹连接等。通过UG NX建立切割装置和王草茎秆的三维模型,另存为.stp格式导入到ANSYS Workbench中进行仿真前处理,仿真模型如图12所示。 图12 仿真模型Fig.12 Schematic of cutting model 王草茎秆为正交各向异性材料,设置王草茎秆为ORTHOTROPIC本构模型,材料模型物理参数[22,26-27]如表1所示。切刀材料为65Mn,在建立铡切模型时,定义切刀为刚性材料模型,其物理参数[28]如表2。定义接触模型为Surface to Surface Eroding。采用多区域网格划分法,细化王草茎秆网格,根据切割装置实际工作过程,设定相关约束。对定刀和茎秆底面施加全约束,对切割装置移动自由度施加全约束。相关参数设置完成后,生成K文件,为使材料在受到作用力时而产生断裂,需在K 文件中加入关键字*MAT_ADD_EROSION(某一截面材料属性为可断裂性质),并在Mechanical APDL进行求解,得到d3plot 文件。利用LS-PrePost 软件观察仿真切割效果,输出切割位移、动能变化等结果数据。 表2 切刀材料模型物理参数Tab.2 Physical parameters of cutter material model 2.2.1切割过程分析 图13为两种切割形式在动刀盘转速1 000 r/min下切断单株茎秆的仿真切割过程及应力云图。单动刀切割茎秆的仿真过程如图13a所示。动刀转动至与茎秆接触后刃口对茎秆施加切割力,茎秆在惯性力和地面对根部支持力的作用下产生对动刀的反作用力,在此过程中茎秆在切割部位产生塑性压缩变形,同时在动刀带动下产生绕根部的弯曲变形;当茎秆所受切割应力达到失效条件时,刀刃切入茎秆使茎秆逐渐被切断。分析切割过程中的应力变化情况可知,在茎秆逐渐被切断的过程中,未切断部分受到动刀施加的提拉力,使茎秆未切断部分与根茬产生分离的趋势,易出现根茬破头现象。同时,茎秆在动刀作用下产生弯曲变形过程中,茎秆受到较大的弯曲应力,作用力传导至根部出现应力集中的情况,对王草宿根产生弯曲破坏,尤其当动刀转速较低时,由于根部应力过大,仿真试验多次出现根部被弯断的情况。 图13 两种切割形式下仿真切割过程及应力云图Fig.13 Simulation of cutting process and stress cloud diagram under two cutting forms 图13b为动定刀组合切割单株茎秆的仿真过程。动刀转动至与茎秆接触并带动茎秆向定刀移动,茎秆在接触定刀之前的作用状态与单动刀切割类似,当茎秆与定刀接触后开始受到来自动刀和定刀的组合剪切力,茎秆切割部位先受到两个方向的塑性压缩变形,然后随着切割应力的增加,动刀和定刀先后切入茎秆,茎秆在动定刀的组合剪切作用下被切断,未出现根茬破头现象。同时,来自定刀的作用力减轻茎秆根部的弯曲变形,有效降低了切割过程对茎秆根部的弯曲破坏。 2.2.2茎秆撕裂分析 为进一步对比两种切割形式在不同切割速度下对王草平茬切割的切割效果,将切割部位的外皮和芯部在切割过程中的最大相对位移作为茎秆撕裂评价指标,进行不同动刀盘转速的仿真切割试验,通过后处理软件Ls-PrePost导出茎秆切割部位外皮和芯部在切割平面内随时间变化的位移数据,并计算出外皮和芯部在切割过程中的最大相对位移[22]。试验得出外皮与芯部最大相对位移随转速变化如图14所示,从图中可以看出,随着动刀盘转速的增加,单动刀切割形式下外皮与芯部的最大相对位移呈现先减小后保持不变的趋势;在700~1 300 r/min的转速范围内,最大相对位移快速下降,由12.87 mm下降至3.50 mm,然后基本保持稳定。动定刀组合切割形式下,外皮与芯部最大相对位移随着刀盘转速增加未有明显变化,最大相对位移绕2.58 mm上下波动。以上结果表明,虽然随着动刀盘转速的增加,单动刀切割形式对茎秆撕裂情况有所改善,但动定刀组合切割的断面平整度仍优于单动刀切割。 图14 外皮与芯部最大相对位移随转速变化曲线Fig.14 Maximum relative displacement between skin and core as function of rotational speed 2.2.3切割功耗分析 分析两种切割形式的切割功耗情况,在后处理中导出动刀盘在切割过程中的动能变化情况,动刀盘在茎秆切割初始至茎秆切断过程中的动能损耗即为茎秆切割功耗,图15为不同动刀盘转速下切割功耗和茎秆合成位移的变化情况。随着刀盘转速的增加,单动刀切割形式的切割功耗呈现先减小后稳定的趋势,动定刀组合切割的切割功耗呈缓慢增加的趋势,当刀盘转速小于1 000 r/min时,动定刀组合切割功耗小于单动刀切割功耗,当刀盘转速大于1 000 r/min时,动定刀组合切割功耗大于单动刀切割功耗。结合图15中的茎秆断面合成位移的变化曲线,分析单动刀切割功耗变化的原因:单动刀切割时根部茎秆受动刀作用发生弯曲变形,刀盘转速较慢时,被切茎秆弯曲变形较大,切割断面位移较大,随刀盘速度的增大,茎秆切割点传递变形的时间逐渐减小,茎秆根部弯曲变形量也逐渐减小,造成切割功耗的减小; 当切割速度超过1 000 r/min,动刀对茎秆切割点传递变形的时间不再显著变化,切割断面位移变化不明显,随着刀盘转速的继续增加,切割功耗不再有显著变化。相比单动刀切割,动定刀组合切割对茎秆弯曲变形的作用较小,随着刀盘转速的改变,茎秆断面合成位移未有明显变化趋势。 图15 切割功耗和茎秆合成位移随动刀盘转速变化曲线Fig.15 Changes of cutting power consumption and stem synthetic displacement 仿真试验结果表明,在以切割断面平整度为切割质量评价指标时,动定刀组合切割形式优于单动刀切割,同时在刀盘低速切割时,动定刀组合切割形式的切割功耗也小于单动刀切割,仿真试验验证了动定刀组合切割形式针对王草平茬切割和低耗切割的作业效果优于单动刀切割。 图16 茎秆切割输送仿真云图Fig.16 Stem cutting and conveying simulation 为进一步验证切割装置在多茎秆情况下的切割效果以及茎秆在切断后的输送效果,对切割输送过程进行仿真试验。试验设置切割倾角为0°,单次切割8根王草茎秆,割茬高度为15 cm。茎秆切割输送仿真过程如图16所示,仿真所设茎秆均被正常切断,切断后茎秆向后输送流畅,未发生茎秆堵塞等情况。图16a为切割输送模型在切割方向垂直平面的横向位移云图,通过分析仿真过程可知,茎秆在切割器动刀的带动下一起随动刀沿刀盘切线方向移动,在移动过程中茎秆逐渐被切断,茎秆切断后首先由动刀提供沿刀盘切向的速度,然后逐渐与动刀脱离接触并由输送器上的夹持拨齿带动继续沿输送器的切向运动,切断后的茎秆在输送器夹持齿的带动下逐渐向切割装置中间聚拢,在中间分禾器的导向作用下逐步沿输送器切向而向后输送。 同时,通过俯视状态下的纵向位移云图(图16b)分析茎秆输送过程,输送器将茎秆向后输送的过程中,首先下层夹持拨齿与茎秆底部接触带动茎秆向后输送,然后上层夹持拨齿与茎秆中上部接触使茎秆整株向后输送。由于输送器下层夹持拨齿的线速度大于上层夹持拨齿的线速度,为茎秆提供不同的加速度,造成底部茎秆的输送速度大于上部茎秆,使得茎秆底部先于上部被向后输送。在茎秆自身重力和夹持拨齿的作用下,茎秆在向后输送的过程中逐步发生倾斜,由直立状态逐步变为铺放状态,实现茎秆的顺茬输送喂入。 为进一步确定旋转刀盘式切割器的最佳结构和工作参数,保证王草切割效果,本研究在仿真试验的基础上,选取动定刀组合式切割器,搭建试验台进行优化试验。台架试验采用响应面试验Box-Behnken设计方法[29],根据旋转刀盘式切割器的设计要求,选取根茬破头率和单位切割功耗作为试验指标。 动定刀间隙是影响切割器工作质量的重要因素,同时影响切割功耗和动定刀的疲劳磨损;当间隙过大,易造成王草根茬撕裂,加快定刀磨损速度,增加功率消耗,间隙过小,会增加调刀难度;经前期试验发现,当动定刀间隙小于1 mm,在切割过程中易出现碰刀现象,因此选取动定刀间隙为2~4 mm进行优化试验。相关研究表明[30],切割速比(机器前进速度与切割速度的比值)对茎秆切割质量具有重要影响,合适的切割速比能够有效降低重割、漏割率,提高切割断面平整度并减少切割损耗。前期对动刀盘的切割速度分析认为切割速比在0.29~0.47之间,在此基础上的仿真试验发现,机器前进速度为0.8 m/s,当切割速度小于1.55 m/s时,部分王草茎秆未能及时切断,在与割台碰撞后发生弯折破裂,造成根茬破茬率升高;当切割速度大于2.86 m/s时,部分王草茎秆出现多次刈割的情况,造成切割损耗增加;当切割速度设置在1.55~2.86 m/s时,王草茎秆切割顺畅,重割、漏割等不利情况出现较少;因此,选取1.55~2.86 m/s作为切割速度的优化范围,换算得刀盘转速范围为60~110 r/min。除此之外,刀盘倾角同样是影响切割质量的重要因素,刀盘倾角即茎秆切割时的斜切角,适当提高刀盘倾角可减小茎秆切割力和重割率,降低切割功耗和重割损失;但倾角过大亦会产生割茬高度差异增大、破茬率增高等不利影响,同时考虑割台整体结构的影响,选取10°~ 40°作为刀盘倾角的优化范围。 综上所述,以动定刀间隙、刀盘转速、刀盘倾角为试验因素,留茬破头率Y1、单位切割功耗Y2为响应值,依据Box-Behnken试验设计要求,确定试验因素编码如表3所示。 表3 台架试验因素编码Tab.3 Factors and coding of bench test 切割试验台整体结构如图17所示,主要由工作架、底座、倾角调节板、定刀盘、动刀盘、减速电机、动态扭矩传感器和传动机构等部分组成。减速电机、动态扭矩传感器、传动机构、定刀盘和动刀盘安装于工作架上,减速电机产生的扭矩通过动态扭矩传感器和传动机构传递给动刀盘,从而带动动刀盘转动,在此过程中,动态扭矩传感器可实时记录刀盘转速和扭矩。定刀盘安装于动刀盘下方的机架上,与动刀盘共同组成旋转刀盘式切割器,通过改变动刀盘与传动机构末端螺纹连接的位置可实现动刀盘位置的上下移动,从而实现动定刀间隙的可调,试验时根据试验方案通过塞尺得出不同的动定刀间隙。工作架安装于底座上方,二者通过活动铰链板铰接,工作架可绕铰链向上转动,带动其上安装的切割器同步发生偏转,实现刀盘倾角的可调,当倾角转动至试验设定值时,通过螺栓将工作架与底座两侧的倾角调节板连接固定。 图17 切割试验台整体结构图Fig.17 Overall structure diagram of cutting test bench1.上工作架 2.下底座 3.倾角调节板 4.定刀盘 5.动刀盘 6.减速电机 7.动态扭矩传感器 8.传动机构 图18 切割器试验台架Fig.18 Cutter test stand1.输送电机 2. 输送带 3.输送变频器 4.王草 5.王草固定座 6.减速电机变频器 7.计算机 王草切割试验台架如图18所示,选择单侧旋转刀盘式切割器进行优化试验。试验用王草采自石家庄鑫农机械有限公司王草种植田(38.15°N,114.82°E),王草品种为热研-4号,测得王草平均高度1.8 m,切割部位平均切段长度18.56 mm,采用烘干法测定植株茎秆平均含水率为86%。试验时,每组试验取王草50株,用游标卡尺测量茎秆切割部位横截面长径和短径,记录每组茎秆的尺寸数据,将测量完成的茎秆插入焊接在输送带上的王草固定座中。每组试验开始前,按试验要求调节刀盘倾角、动定刀间隙和切割器刀盘转速等试验因素,分别调节输送变频器和减速机变频器输出频率来控制王草输送速度和切割器转速。试验时先运转减速电机带动动刀盘转动,待转速和扭矩稳定后打开输送电机,输送王草完成切割。切割完成后保存切割过程扭矩数据,并观察王草切割后破茬数量,计算留茬破头率和单位切割功耗[30]。 试验方案及试验结果如表4所示(x1、x2、x3为因素编码值),共17组试验,每组试验重复3次,指标结果取3次试验平均值。通过Design-Expert 12.0 软件对试验数据进行回归分析和因素方差分析,确定各因素对试验指标的影响显著性,分别建立留茬破头率Y1和单位切割功耗Y2的回归模型。 表4 试验方案与结果Tab.4 Trial protocol and results 3.4.1留茬破头率回归模型建立和显著性检验 通过对试验数据进行多元回归拟合,得到各试验因素对留茬破头率Y1影响的回归模型为 (18) 由回归模型方差分析可知,模型具有统计学意义(P<0.000 1),回归模型失拟项不显著(P>0.05),回归模型拟合度较好。其中刀盘转速、刀盘倾角、动定刀间隙与刀盘转速交互项的P值小于0.05,说明以上3项对留茬破头率的影响显著;动定刀间隙、动定刀间隙与刀盘转速的交互项、刀盘转速与刀盘倾角的交互项、动定刀间隙的平方项、刀盘转速的平方项以及刀盘倾角的平方项的P值均小于0.01,说明以上各项对留茬破头率的影响极显著,相关试验因素对响应值的影响存在二次关系。模型决定系数为0.949 3,表明留茬破头率的变化有94.93%取决于各试验因素。该模型的变异系数为9.59%,表明试验数据合理,可信度高。模型信噪比为16.645 3,大于4,表明该模型具有良好的精确性、合理性,能够充分体现各试验因素与留茬破头率之间的关系。 3.4.2单位切割功耗回归模型建立和显著性检验 通过对试验数据进行多元回归拟合,得到各试验因素对单位切割功耗Y2影响的回归模型为 (19) 由回归模型方差分析可知,模型具有统计学意义(P<0.000 1),回归模型失拟项不显著(P>0.05),回归模型拟合度较好。其中刀盘转速、动定刀间隙与刀盘倾角的交互项P值小于0.05,说明以上2项对单位切割功耗的影响显著;动定刀间隙、刀盘倾角、刀盘转速与刀盘倾角交互项、动定刀间隙平方项、刀盘转速平方项以及刀盘倾角平方项的P值小于0.01,说明以上各项对单位切割功耗的影响极显著,相关试验因素对响应值的影响存在二次关系。动定刀间隙与刀盘转速的交互作用对单位切割功耗的影响不显著。模型决定系数为0.966 6,表明单位切割功耗的变化有96.66%取决于各试验因素。 对数据进行处理,可得到动定刀间隙、刀盘转速和刀盘倾角对留茬破头率的影响,其响应曲面如图19所示。由图可知,等高线呈现较大曲率的椭圆形,各因素交互影响显著。在动定刀间隙为2.5~3.5 mm、刀盘转速为90~110 r/min、刀盘倾角为22°~34°时,留茬破头率较小。动定刀间隙、刀盘转速和刀盘倾角对单位切割功耗交互作用的响应曲面如图20所示。动定刀间隙和刀盘倾角的交互作用、刀盘转速与刀盘倾角的交互作用对单位切割功耗影响较显著,在动定刀间隙为2.5~3.0 mm、刀盘转速为70~90 r/min、刀盘倾角为22°~34°时,单位切割功耗较小。 以留茬破头率和单位切割功耗的最小值为优化目标,以动定刀间隙、刀盘转速和刀盘倾角为优化对象进行分析,对回归方程进行求解,分析响应曲面,对回归模型进行寻优。目标及约束条件方程为 图19 因素交互作用对留茬破头率影响的响应面Fig.19 Effects of interaction of factors on rate of stubble head breakage 图20 因素交互作用对单位切割功耗影响的响应面Fig.20 Effects of factor interaction on power consumption per unit cut (20) 用NSGA-Ⅱ算法[31]求解回归模型最优解,对于多目标优化问题,不可能使每个目标同时最优,但可以在目标之间进行协调和权衡,以尽可能地满足每个目标,这意味着最优边界上的所有解都可用于方案优化[31]。综合考虑,在切割器作业质量优先原则下,选取切割器优化试验最优参数组合动定刀间隙为2.98 mm,刀盘转速为84.70 r/min,刀盘倾角为28.65°,在此参数组合下求得留茬破头率为8.58%,单位切割功耗为7.41 mJ/mm2。为确保优化结果的准确性,采用上述较优参数组合进行台架验证试验,重复3次试验取平均值。测得留茬破头率为8.66%,单位切割功耗为7.78 mJ/mm2,试验验证值与模型预测值差异较小,说明较优参数组合可靠。 为进一步验证旋转刀盘式王草切割器的田间实际作业效果,结合台架试验优化结果,于2021年5月15日在广东省湛江市进行田间性能试验。试验田地形平坦,试验王草品种为热研-4号,测得王草株高1.6~2.1 m,平均株行距50 cm×50 cm,平均含水率83%,根据切割器设计结果,将旋转刀盘式王草切割器安装于自走式王草收获机,因收获机田间功耗不便测量,因此田间试验仅选择留茬破头率作为试验指标,试验现场如图21所示。 图21 王草田间收割试验Fig.21 Field harvesting experiment of King grass 收获机前进速度为0.8 m/s,调节传动比设置旋转刀盘式切割器刀盘转速为84.7 r/min,动定刀间隙为2.98 mm,刀盘倾角为28.65°。每次试验收割2行王草,收割长度为30 m,前10 m为机器调试行程,每次试验后选取后20 m的切割区域,记录切割王草总株数与留茬破损数,重复进行5组试验。 测得王草平均割茬高度12.6 cm,塔轮式输送器对茎秆切断后向后输送的效果良好,在机器前进速度0.8 m/s的情况下,试验未出现茎秆堵塞情况;根据试验数据计算平均留茬破头率为9.51%,略高于台架试验结果,分析原因为田间试验用王草生长期长于台架试验所用王草,茎秆含水率减少,干物质增多,茎秆外皮硬度增强,造成根茬破头率增高,但根茬破头率在可接受范围内,旋转刀盘式切割器应用于王草收获总体切割质量较好。 (1)根据王草簇状分蘖生长的生物特性和平茬刈割的收获要求,完成了旋转刀盘式王草平茬切割装置的总体结构设计,对核心工作部件——切割器和塔轮式输送器进行优化设计,通过理论分析,确定刀盘直径、动刀伸出高度、刀片数量、切割速比等关键结构和工作参数。 (2)通过仿真试验对比单动刀切割和动定刀组合切割的切割效果,结果表明在以切割断面平整度为切割质量评价标准时,动定刀组合切割形式优于单动刀切割,在刀盘低速切割时,动定刀组合切割形式的切割功耗也小于单动刀切割;切割输送仿真试验表明塔轮式输送器的输送效果较好,能够实现割后王草茎秆的顺茬输送。 (3)搭建切割器试验台,采用响应面试验Box-Behnken设计方法,建立了留茬破头率、切割功耗与试验因素间的数学模型,通过NSGA-Ⅱ算法,以留茬破头率和单位切割功耗的最小值为优化目标,切割器最优参数组合为动定刀间隙2.98 mm、刀盘转速为84.7 r/min、刀盘倾角为28.65°,在此参数组合下测得留茬破头率为8.66%,单位切割功耗为7.78 mJ/mm2;在此基础上进行田间试验,试验结果与优化结果基本一致,结果表明旋转刀盘式王草平茬切割装置应用于王草收获总体切割质量较好。










1.3 塔轮式输送器设计

2 基于ANSYS/LS-DYNA的切割装置仿真试验
2.1 仿真模型建立与参数设置
2.2 单动刀和动定刀组合切割效果分析



2.3 切割输送效果仿真验证
3 切割器台架试验
3.1 台架试验设计

3.2 试验台架结构及试验过程


3.3 试验结果

3.4 回归模型建立和显著性检验


3.5 因素交互作用对试验指标的影响
3.6 最优参数组合优化与验证



4 田间试验

5 结论
