净水厂生产废水组合回用研究
2022-06-17史伟曹辉卫平
史 伟 曹 辉 卫 平
(1.芜湖华衍水务工程有限公司,安徽芜湖 241000;2.江北华衍水务有限公司,安徽芜湖 241000)
一直以来,净水厂生产废水回用是水务行业关注的热点问题之一。尤其是近些年来,随着国家供水规模的提高和给水设施的逐渐完善,国家基于《污水综合排放标准》GB 8978-1996和《污水排入城镇下水道水质标准》GB/T 31962-2015对净水厂污废水排放提出了更高的要求,全国范围内新建/改扩建自来水厂都陆续开始建设或改造回用水系统,并提高对回用水系统的管理水平,保障供水水质安全[1~2]。
1.水厂概况
南方某座A水厂设计规模为15万m3/d,投产后预测日供水量为4~4.5万m3/d,水厂主要采用机械混合池、折板絮凝池、平流沉淀池、V型滤池、次氯酸钠消毒等常规处理工艺,同时在建设期为满足国内日益提高的环保标准及规范要求,厂区内部设有生产废水回用工艺,可实现水厂生产过程废水零排放。
2.回用水工艺及运行存在的问题
2.1 回用水工艺原理及设施配置
水厂回用水工艺主要包含回用水池、排泥水调节池各一座,其中回用水池收集对象为滤池反冲洗废水及初滤水,排泥水池收集沉淀池刮吸泥机排泥水。水厂工艺正常运转时,刮吸泥机排泥水通过暗渠廊道进入排泥水池,由排泥水泵加压提升后进入浓缩池,浓缩池上清液进入回用水池后与回用水池水混合,由回用水泵加压回到机械混合池进水口,与进厂原水一起进入水厂水处理单元,目前运行阶段A水厂回用工艺设施配置如下页表1。

表1 水厂回用工艺设施配置表
2.2 试运行调试中存在的问题
水厂进入调试阶段后,按照预测投产后日供水量为4~4.5万m3/d调试运行,以原水平均小时1875m3/h恒流量取水下生产废水回用工艺进行了研究。下表2为调试期间原水水质、原水与生产废水混合水质及相应情况下的出水水质。数据显示调试期间当厂区生产废水大量回用时,机械混合池前进水浊度最高时可达245~458NTU,进水高锰酸盐指数最高达2.5~3.8mg/L,相关水质指标见表2。
由表2可见,回用期间进、出水水质指标虽分别达到《地表水环境水质标准》GB 3838-2002和《国家生活饮用水卫生标准》GB 5749-2006,但是企业内控标准要求出厂水浊度低于0.3NTU,高锰酸盐指数低于2.2mg/L,细菌数低于20CFU/mL,因此从保证饮用水安全的角度考虑,需在调试阶段摸清生产废水回用对混凝沉淀处理效果及出厂水质的影响,确保新建水厂投产后安全供水。
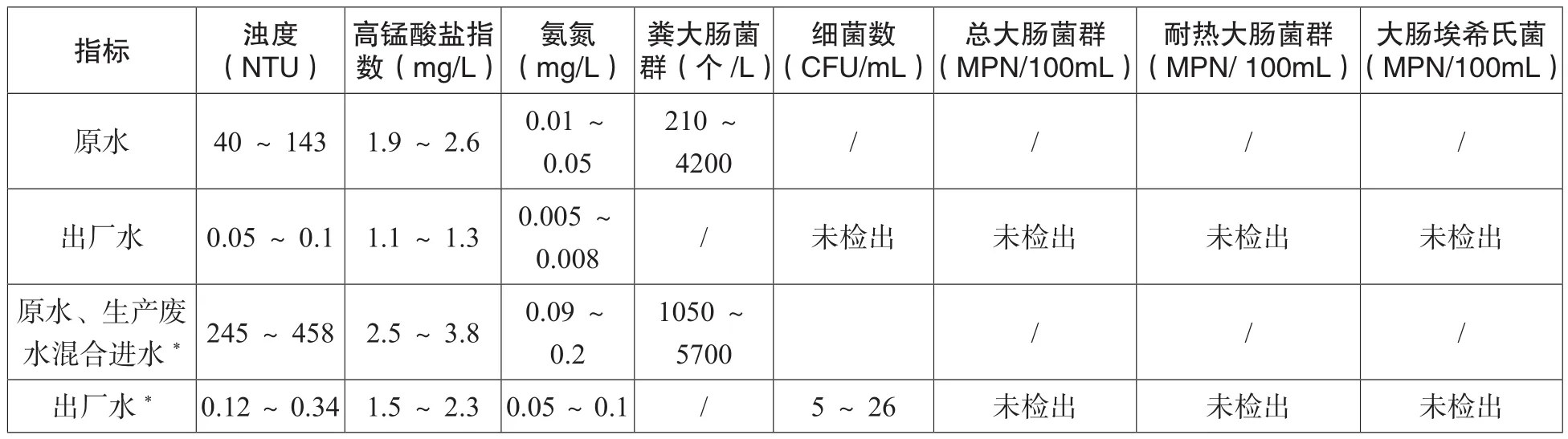
表2 调试期间原水水质、原水与生产废水混合水质数据
3.烧杯试验方案
3.1 试验装置及原水水质
试验采用六联搅拌装置(配套1L烧杯6个)进行,主要通过对装置设置搅拌转速、时间参数来模拟混合、絮凝、沉淀三个反应阶段,并以上清液出水水质指标验证回用水对生产混凝、沉淀出水的影响。试验期间原水和回用水水质如表3。
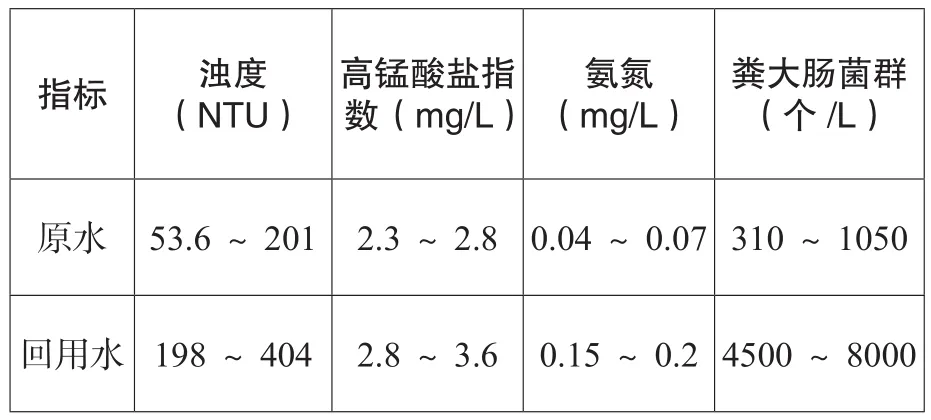
表3 试验期间原水及回用水质数据
3.2 试验参数的设置
烧杯试验设计参数如下:混合阶段搅拌转速设置为500r/min,混合时间1min;絮凝阶段搅拌转速为150r/min,絮凝时间15min;沉淀时间为20min,上清液取样60mL进行相关水质指标检测,并依据上清液浊度低于3NTU且高锰酸盐指数不产生明显上升确定适宜的废水回流比。
试验过程中采用的聚合氯化铝净水剂中Al2O3含量为10%~11%,加药量25kg/km3,试验前参照《生活饮用水用聚合氯化铝》GB15892附录要求先将其用蒸馏水稀释,稀释后浓度为5%~6%。
3.3 试验设计及结果
实验模拟水厂原水取水泵在24h恒流量运行时(每小时平均取水量1875m3/h),水厂生产废水组合回用可能出现的多种情况进行研究,按照不同类型回用水、回流比等参数主要由下表4所列的九种工况组成:

表4 回用工艺回流水量组合工况表
试验设计主要参照表4所列的九种工况,其中工况1为无任何生产废水回用下只有原水进入的空白样,工况2~9为不同类型生产废水与原水按照一定比例混合后的对比样。在烧杯试验中按照设定的回流比,等比例将原水、冲洗水(含初滤水)、排泥水进行混合并按照参数设定进行反应检测。
下表5不同回用比下水质检测结果表明,当总回流比在9.6%及以下时,上清液浊度、高锰酸盐指数数据比无回用废水回用时更低,其中滤池废水回用比6.4%、排泥水回流比3.2%时效果最佳,分析原因是组合废水中存在大量絮凝体和铝盐沉淀物,重新加入到原水中后提高了对原水压缩双电层和电性中和的作用,回用生产废水中大絮凝体与原水细小颗粒接触后能使未脱稳定的细小颗粒快速均匀絮凝,此外铝盐沉淀物还具有吸附杂质的功能,极大的提高了反应效果,有助于颗粒形成且更加密实[3]。当总回流比达到12.8%及以上时,浊度、高锰酸盐指数指标出现了一定的反弹,其中浊度变化比高锰酸盐指数更加明显,可见废水回流比提高到一定程度后,混凝沉淀工艺效果将无法满足组合废水的处理要求。

表5 烧杯试验不同回用比下水质检测结果
4.生产试验
基于烧杯实验的试验结果,在生产调试过程中通过表4所列的多种工况分别进行了试验,试验过程中通过对取水泵频率调节保持原水取水量恒定为1800~1900m3/h,混凝剂加注量为25kg/km3。试验结果如表6。

表6 生产试验不同回用比下水质检测结果
根据表6数据结果发现,生产组合废水回流比在16%及以下,出水浊度、高锰酸盐指数均能保持平稳,并起到一定的助凝效果,出厂水细菌数达到控制标准要求;在总回流比在9.6%,其中冲洗废水回用比6.4%、排泥废水回用比3.2%时达到最佳的出水效果。当生产组合废水回流比在16%及以上微生物菌落指标可检出,且浊度、高锰酸盐指数指标出现上升并逐步逼近企业内控标准最低限值。
分析原因是低负荷水量下(4~4.5万m3/d)生产工艺对回用比有更高的适应性,也就是说低负荷水量运行时在混凝、沉淀生产实际下停留时间较长,同时在混合水进入沉淀池后仍然发生持续的絮凝作用,因此在生产实际运行中总回用比需控制在16%以下,其中滤池冲洗废水回用比需控制在12.8%以下,排泥废水回用比控制在3.2%以下。
5.结论
在水厂投产初期低负荷恒水量取水工况下,生产组合回用需控制一定的废水回用比,回用比控制合理有助于混凝沉淀反应,降低原水污染物。
烧杯试验和生产试验结果表明总回流比分别在12.8%和16%以下能满足企业内控水质要求,其中总回流比在9.6%及以下(滤池冲洗废水回用比需控制在6.4%以下,排泥废水回用比控制在3.2%以下)对生产回用最有利,可提高出水水质。
