工程机械企业智能制造技术方案研究
2022-06-16陈光
陈 光
(机械工业规划研究院有限公司, 北京 100089)
0 引言
近年来,工程机械企业面临的竞争环境发生了改变,多品种、中小批量、多配置代替了单一化产品,多元化市场从统一的市场中迅速成长, 产品生命周期和开发周期日益缩短。如何改善工作环境,提高生产效率,降低废品率,降低人工使用量,实现能源集中管理,及一体化的市场、销售和售后服务成为企业的迫切需求。 如果说传统的技改项目是为了提升企业技术和装备水平,扩大生产规模;那智能制造则是为了实现了产品全生命周期智能升级, 提升企业整体的核心竞争力。 通过智能制造改造,现场工人降低50%以上;生产效率提高20%以上;运营成本降低20%以上;产品不良率降低15%以上;关键装备数控化率达到80%以上、生产数据自动采集率达到90%以上、 数据采集分析系统与制造执行系统之间的数据自动传输率达到100%。
1 智能工厂整体规划
智能制造工厂在规划伊始,首选是需求分析,通常按生产、设计、服务、设备、服务、供应链、能源、安全环保的顺序进行分析。
(1)生产车间应实现了设备层、控制层、执行层的互联互通和信息融合,应实现从生产计划下达、排产、生产加工、完工反馈等过程的自感知、自学习、自适应的动态优化及调整。 通过监控整个生产作业过程,自动预警或修正生产中的异常,提高生产效率和质量。 通过在线监测的质量数据分析和基于数据模型的预判, 自动修复和调校相关的生产参数。
(2)实现库存量可实时感知,通过对销售预测和库存量进行分析和决策,形成实时采购计划;能通过GSP 系统与供应链合作企业实现数据共享。能够实现最优库存和即时供货。 能够基于云制造,通过智慧感知、互联、协同、学习、分析、预测、决策、监控和执行,实现供应链智能优化。
(3)能够通过能源数据信息的采集和存储,对消耗和产能调度提供优化策略和优化方案,优化能源运行方式,实现能效最大化。 实现自动获取企业所有环境监测数据,利用大数据自动预测所有污染源的整体环境情况, 进行预测分析,自动提出最优排放方案并执行。 智能工厂规划整体架构见图1。
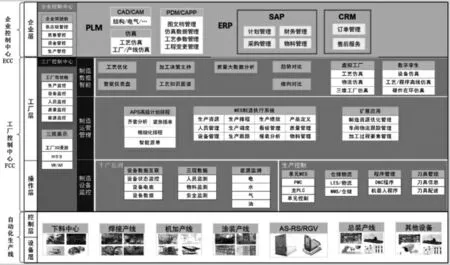
图1 智能工厂规划整体架构图
采用BIM 技术对车间总体设计、 工艺流程及布局进行数字化建模,实现车间总体设计、工艺流程及布局的数字化、可视化;以公司现有信息化平台为基础,建立高效的创新管理集成平台, 统一管理产品全生命周期(PLM)各过程以及过程中产生的数据, 打通MES、ERP、PLM、SCM、CAM 等系统之间的壁垒,实现产品研发设计、制造、采购销售、运维的协同管理和数据集成;根据具体工艺和智能制造需求,配置备料、加工、焊接、涂装、装配全工艺链智能成套设备,辅以智能物流、智能上下料,提升自动化率,与MES 等软件系统结合,实现单元化生产;采用高参数智能立体仓库、仓储管理系统(WMS)、桁架机器人、AGV 小车控制系统与物流仿真系统等现代化物流手段,实现智能化物流; 增加数据采集与视频监控系统(SCADA)、在线检测和过程质量控制系统,提升产品质量控制手段,同时对人员、能源、现场情况等实现实时监控,建立生产过程运营系统; 针对本项目产品采用针对性的人工智能、大数据和5G 和云平台技术,最终实现智能制造。
2 工厂布局设计及仿真
工厂布局设计的目标是使得各关联的设备等资源联结成一个有机结合的整体,设计的总目标是使人力、物力、财力和人流、物流、信息流得到最合理、最经济、最有效的配置和安排,即确保能以最小的投入获取最大的效益。基于BIM技术的车间总体设计、工艺流程及布局。 同时采用工艺、物流仿真模拟等数字孪生技术对设计方案进行分析和修正。
规划包括工厂厂房建设规划、 工艺及物流布局规划、工厂仿真。 采用现代化、绿色节能的厂房规划与设计,适应未来工厂的长远规划发展,符合产品生产制造的各大工艺需求提供配套的高效、自动化、绿色的物流规划实现整体各个工艺/车间的精益优化布局,提供全厂的三维模型和工厂仿真,实现数字化工厂双胞胎,智能工厂三维图见图2。
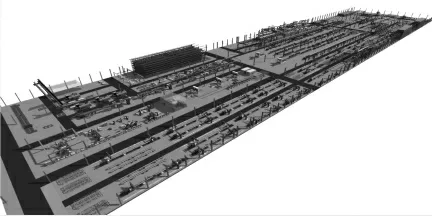
图2 智能工厂三维图
采用数字孪生技术,建立数字化制造工艺仿真及管理平台。根据产品核心零件加工和产品装配生产线的加工与装配特点,建立工厂、车间、产品、工艺、物流三维模型,采用相应的工艺、设备仿真软件,以产品全生命周期的相关数据为基础,对车间设备布局和功能、产品生产和装配工艺、物流过程、自动化设备动作协作等不同环节进行模拟、分析、评估、验证和优化,提高生产线运行效率, 提高装配质量,增强产品质量控制水平,提升生产线数字化和智能化水平。
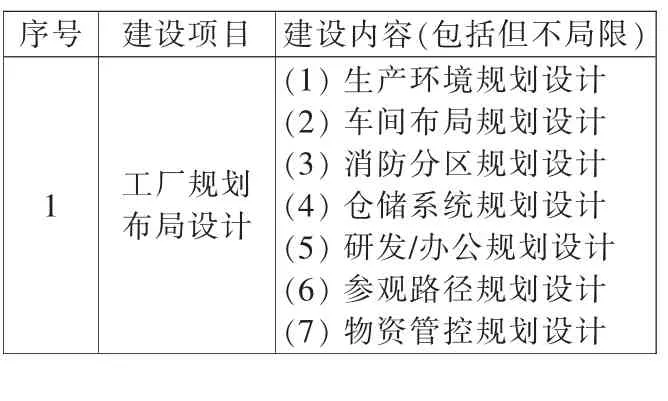
表1 工厂规划布局设计
3 智能化产线建设
车间改建后将改变原有的生产线的生产模式, 改为采用基于生产工序的单元岛形式进行协同生产(如:焊接岛、机加岛等),每个单元岛内包括了生产自动化装备、自动化产线、岛内物流、单元控制系统等,可以实现相对独立的柔性化生产任务。 每个单元岛通过接收制造执行系统MES 下发的生产工单进行生产的管控,并将生产结果反馈给MES。
3.1 自动备料工艺岛
备料中心负责板材、型材和管材等原材料的清洗、切割、折弯、校平、坡口切割以及检测等预处理工作。完成的零件按照焊接的要求进行组合, 然后由叉车配送到相应工位。 车间目前的自动化设备主要有数控切割机(激光、火焰、等离子)、和坡口切割机器人。 折弯成型设备和校平设备等其它设备自动化程度较低,需要进行大规模的自动化改造。 此外在物流和物料跟踪方面,各种原材料的上下料以行车为主, 切割完成的物料的采用叉车进行配送,未实现物料的标识、识别和点位跟踪。
根据装机灯塔工厂规划, 将对目前的备料中心进行改造,包括对现有设备的自动化和智能化升级,使其满足灯塔工厂信息化和智能化的整体要求。对物料进行标识,实现物料配送的自动化和追踪,实现产品的追溯。增加重载AGV 和RGV 等自动物流设备,减少人工数量,提高物流效率。建立岛内的生产管控系统(单元MES),接收上层工厂控制中心的统一调度,并与上游的物料仓库(WMS)、车间级的物流配送系统(LES)和下游的自动化焊接工作岛实现互联互通。
3.2 自动化焊接工艺岛
目前焊接车间的信息化管理手段相对匮乏, 数字化程度不高,车间的仓储管理、物流管理、质量管理、生产过程管理手段较为传统, 生产过程人工参与度较高。 在仓储、物流、设备的自动化提升上有较大的上升空间。 生产车间计划管理、生产管理、质量管理、设备管理、程序管理等关键管理环节相对粗放,缺少MES 系统支撑,虽然目前MES 部分功能正在应用,但是应用效果欠佳,亟待提升。
通过智能制造改造,实现接收订单、生产排程、生产监控、生产跟踪、路由调度、物料拉动、质量控制、设备管理及生产目视化等功能, 对生产制造全环节进行有效管控,对生产制造业务内的各系统功能进行整合提升,提高焊接制造业务生产管理及信息化水平, 规范业务操作流程,提升工厂生产效率。 优化成本控制水平、提高协同作业能力、实现专业化管理。
3.3 自动化加工工艺岛
加工智能化改造,打破传统的流水线式的作业模式,打造不同工艺的离散式的加工作业岛,利用AGV 实现岛内及岛之间物流流转。 各作业岛在具备独立加工能力的基础上,通过FCC 系统实现整个工厂的联动生产,打造工厂制造有机体。
机加单元主要为CNC 机床、大型龙门镗铣加工中心等进行自动化改造,配备上下料机构,乳化液、废屑集中处理设备,使其具备自动上下料、自动去毛刺清洗等自动机加功能。 机加单元控制系统是机加单元的生产综合管控系统,其核心功能是在上级MES 的统一调度下,接收上级MES 的加工工单和相关工艺数据,通过合理调度本单元内的加工设备,完成相应的加工任务。
3.4 自动化涂装工艺岛
涂装工序原有自动化程度就较高, 本次改造主要针对增加物料跟踪,自动喷漆机器手,涂装设备工作状态监控,烘干室温度采集,废气排放浓度实时监测等。
4 信息化平台扩展与深化
智能化工厂通常经过几个阶段,第一是自动化:安全可控的数控设备实现自动化生产;二是信息化:通过各软件系统采集各方面数据并集成到统一平台;三是智能化:通过对各数据流的协同处理、大数据分析,实现辅助决策并实时干涉具体生产过程。
信息化平台主要涉及ERP 系统的改造、产品设计与仿真系统、CAPP 系统、SCADA 数据采集及视频监控、MES 生产管理系统、 生命周期管理PLM、 供应链管理SCM,实现从订单、设计、制造、销售、售后多节点纵向集成。同时结合人工智能技术和云平台技术,基于多系统间信息集成,实现大数据的分析利用。
信息化在车间层面形成生产运营管理系统, 使现场生产数据与管理系统之间实现数据实时无缝集成, 实现对全制造周期精密化管理。实现对生产过程的实时监控,设置综合大屏展示车间的生产实时动态, 必要时可通过指挥调度干预现场的生产情况。 部署设备互联系统, 以实现对工厂设备的数据采集、远程实时监测,控制,故障诊断及预警,统计分析报表等功能;同时引进DNC 手段,实现对关键设备的NC 程序代码管理, 从而确保产品设计与生产的一致,生产效率的提高,以达到生产作业成本可控、持续下降的目的。
5 工业互联网平台
现代的工业互联网平台,集成了物联网、大数据、云计算、移动通信、人工智能、区块链等众多先进技术。在数字双胞胎模型的基础上进行全面升级, 来解决海量种类工业设备快速接入的问题。 通过物理世界——数字世界的虚拟映射关系, 将复杂工业设备具象为层次化的数字模块, 定义相应的指标和特性, 支持特定场景下的定制化,并通过可视化的手段进行映射、展示、管理、控制、流程、数字编程、安全保障等操作。
在数字双胞胎模型的基础上进行全面升级, 来解决海量种类工业设备快速接入的问题。 通过物理世界——数字世界的虚拟映射关系, 将复杂工业设备具象为层次化的数字模块,定义相应的指标和特性,支持特定场景下的定制化,并通过可视化的手段进行映射、展示、管理、控制、流程、数字编程、安全保障等操作。
在数字双胞胎模型的基础上进行全面升级, 来解决海量种类工业设备快速接入的问题。 通过物理世界——数字世界的虚拟映射关系, 将复杂工业设备具象为层次化的数字模块,定义相应的指标和特性,支持特定场景下的定制化,并通过可视化的手段进行映射、展示、管理、控制、流程、数字编程、安全保障等操作。
采用大数据技术对生产过程数据进行分析, 将标准生产情况录入数据库,并与采集的数据进行比对分析。视觉识别人、料,及时反映生产库存,采用Flink 流式运算引擎,对工厂生产数据、设备采集数据、三现互联数据进行实时处理,生成实时仪表盘,及时预警异常,并及时决策。
6 结论
通过智能制造的升级,企业在数字化生产的基础上,打通了和其他价值链的数字通道, 实现了各价值链的资源优化, 并为下游客户和上游供应商带来了新的核心价值。这种价值体现在各个方面:比如为客户个性化高度按需定制的;为缩短产品上市交期协同设计与生产;为产品增值服务远程先进分析; 也有为全供应链优化和供应商实现互联透明的。这让我们更加相信:第四次工业革命技术不仅可以降低企业自身成本, 还能实现整个工程机械生态圈的核心价值创造。
