航空发动机用树脂基复合材料应用进展与发展趋势
2022-06-15刘燕峰倪洪江张代军陈祥宝
李 军,刘燕峰,倪洪江,张代军,陈祥宝
(中国航发北京航空材料研究院 先进复合材料国防科技重点实验室,北京 100095)
树脂基复合材料比强度和比模量高、耐腐蚀性能优异、介电性能好、性能可设计、成型工艺多样,在航空工业上获得了广泛的应用[1]。树脂基复合材料适于制备各类复杂构型结构,主要应用于航空和航天飞行器、发动机领域中的承力结构以及高温冷端部件等[2]。先进军/民用飞机大量采用树脂基复合材料,如美国研制的F-22战斗机树脂基复合材料用量达到24%,F-35战斗机树脂基复合材料用量达到35%,B787飞机复合材料用量高达50%。与飞机结构的发展趋势类似,航空发动机上采用树脂基复合材料的用量和比例已经成为航空发动机先进程度的一个直接度量,已经在航空发动机冷端部件,如外涵机匣、风扇转子叶片、出口导流叶片、风扇包容机匣以及短舱、反推力装置等部件上得到大量应用[3]。相比钛合金材料,采用树脂基复合材料减重效率通常在25%以上[4-5]。因此,开发和应用轻质高强耐高温的树脂基复合材料成为提升航空发动机减重效率、推重比、燃油经济性的重要手段,也是目前航空发动机冷端部件的发展趋势[6-9]。
本文针对国外航空发动机复合材料构件的结构、材料和工艺发展现状与趋势进行了分析论述,就国内航空发动机用树脂基复合材料的应用发展提出了相关建议。
1 树脂基复合材料在国外航空发动机上应用进展
树脂基复合材料在国外航空发动机上的主要应用如表1[6-9]所示,使用的增强材料包括碳纤维、Kevlar纤维、玻璃纤维等,树脂基体包括环氧、双马、聚酰亚胺等体系,主要用于发动机风扇叶片、风扇机匣、外涵机匣、出口导流叶片、短舱等部件。

表1 树脂基复合材料在航空发动机上的主要应用[6-9]
1.1 风扇转子叶片
大涵道比发动机为了提升推力,必须采用更大尺寸的风扇,使得风扇段质量增加,一般占发动机总质量的30%左右[10]。因此,降低风扇段的质量是提升发动机效率的一个关键手段,采用轻质高强树脂基复合材料是同时实现更高涵道比和减重的唯一途径。与钛合金风扇叶片相比,采用复合材料叶片数量少、质量轻、成本低、抗振性能特别是抗颤振性能好,具有较好的损伤容限能力。
国外先进航空发动机制造商对复合材料风扇叶片的研究可追溯到20世纪70年代,复合材料风扇叶片的研制条件在20世纪90年代已日趋成熟。1995年2月,装配树脂基复合材料风扇转子叶片的GE90发动机取得了美国联邦航空局(FAA)颁发的适航证,标志着复合材料在商用航空发动机上正式实现工程化应用。目前,国外已经商业化应用的复合材料风扇转子叶片的主要代表有配装B777的GE90系列发动机,配装B787,A350的GEnx发动机,配装C919,B737 max,A320neo的LEAP-X发动机等。其中GE90,GEnx主要配装双通道商用客机,风扇叶片尺寸较大,LEAP-X主要配装单通道商用客机,因此风扇叶片的尺寸也小于GE90,GEnx等发动机[11-13]。
GE90的风扇直径3.124 m,共22片叶片。每片叶片高1.219 m,采用了宽弦无凸肩的设计,叶尖弦长0.5334 m,榫头宽0.304 m,质量约22.68 kg。叶片根部由1000层预浸带制成,从叶根到叶尖逐渐减薄,采用铺层热压工艺制备。预浸带由Hexcel公司的IM7/8551-7增韧环氧[14-17]预浸料制成(IM7为高强中模T800级碳纤维,8551-7为177 ℃高温固化增韧环氧树脂),可以满足93 ℃长期使用,具有优异的韧性和损伤容限,冲击后压缩强度(CAI值)达到350 MPa。在叶片的压力面涂有聚氨酯防腐蚀涂层,叶片背面涂有一般聚氨酯防护涂层。为提高叶片抗大鸟撞击的能力,采用3M公司的AF191胶膜将钛合金包边粘接在叶片前缘上。为避免工作中复合材料分层,在叶尖与后缘处用Kevlar细线进行了缝合。GE90的风扇叶片根部为三角形的燕尾型榫头,榫头承受压力的表面涂有低摩擦因数的耐磨材料。叶片允许在榫槽中偏摆一定的角度,当叶片受到外物打击时,能按作用力方向偏摆,减缓对叶片的冲击。GE90发动机投入使用6年后(230万飞行小时),风扇叶片经历了30余次鸟撞事件,包括一次质量达1.362 kg以上的鸟,而发动机仍可正常工作。至2005年,经过近10年的应用实践证明GE90复合材料风扇叶片的设计、材料、制造是可靠的。
在GE90基础上,GE公司又开发了新一代低噪声、低污染、低成本的大涵道比涡扇发动机GEnx,如图1所示[11]。GEnx发动机风扇叶片采用了GE公司的第三代复合材料风扇叶片制造技术,外形(掠形)基本与GE90发动机相同,采用新一代三维技术设计的GEnx发动机最明显的特征是叶片尺寸减小,叶片数量由22片减少至18片,且风扇包容机匣和一些导管也采用复合材料制造,进一步加大了复合材料在发动机上的用量,减重优势更加明显。与金属结构相比较,采用复合材料风扇叶片单台可减重180 kg,取得了显著的减重效益。

图1 GEnx发动机及其复合材料构件[11]
随着复合材料技术的快速发展,采用增强纤维3D机织及树脂传递模塑成型(RTM)技术成为中小推力航空发动机复合材料风扇叶片制造的可选方案,可以解决铺层方式成型的小尺寸叶片因刚度过高不能产生屈曲而断裂的问题[18]。LEAP-X发动机风扇叶片采用了法国SNECMA公司的3D机织/RTM技术成型,主要包含3D机织预制体制备技术、预制体切割技术、RTM成型技术等,由于自动化程度高,叶片制造的全过程仅需24 h即可完成。叶片预制体采用Hexcel公司的IM7高强中模碳纤维编织而成,树脂基体采用Cytec公司的PR520高韧性环氧树脂。该树脂采用核-壳结构聚合物增韧[19-24],具有优异的韧性,碳纤维织物CAI值可达400 MPa;具有良好的工艺性,注射黏度低于0.5 Pa·s的工艺期超过5 h;具有较好的耐热性,其玻璃化转变温度为160 ℃。LEAP-X发动机共18片风扇叶片,单个叶片长0.79 m、宽0.37 m、质量5.65 kg,如图2所示[25]。与同等推力水平采用金属结构的CFM56发动机相比,采用复合材料风扇的LEAP-X发动机质量降低了450 kg以上,燃油效率提高16%,NOX排放量降低60%,噪声水平降低10~15 dB,而可靠性维持CFM56的水平。LEAP-X发动机风扇叶片成为世界上首个通过适航吸鸟实验的中小推力发动机复合材料风扇叶片。
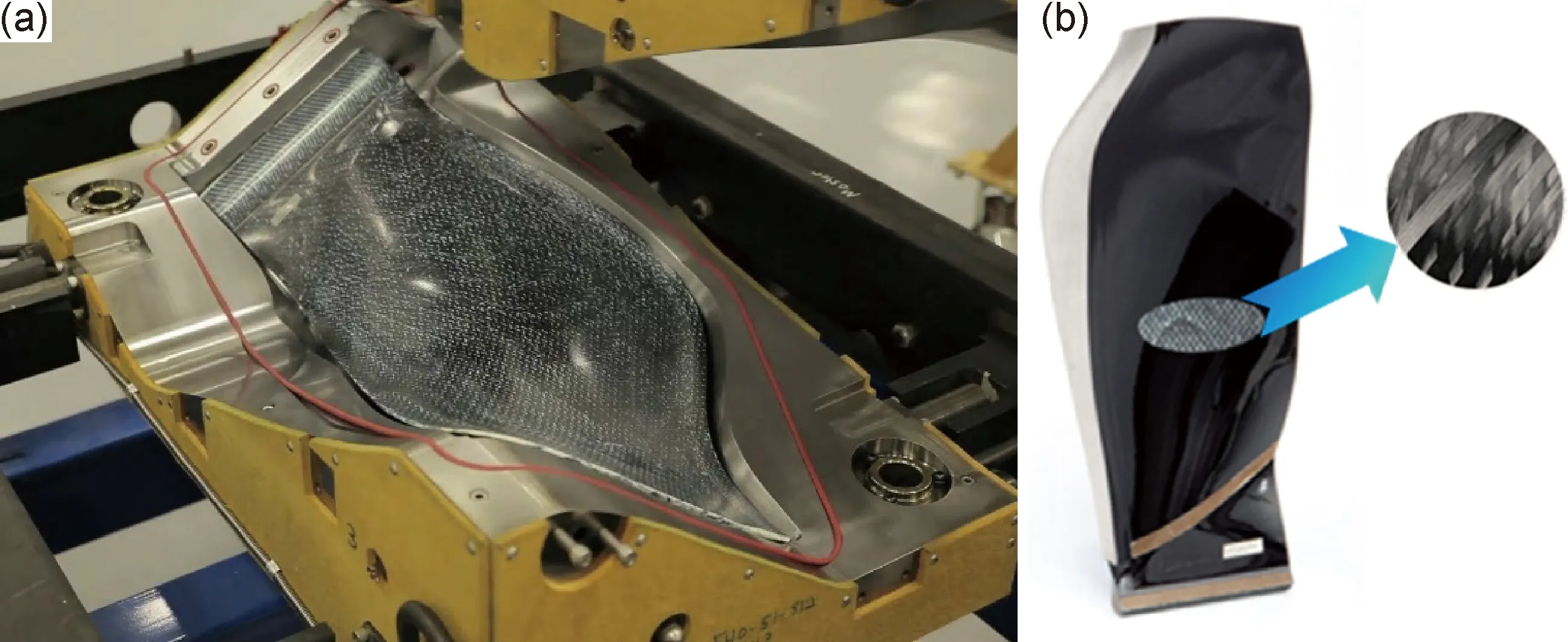
图2 3D机织/RTM成型复合材料风扇叶片[25] (a)成型模具;(b)风扇叶片
罗·罗(Rolls-Royce)公司早期在研制RB211发动机时,风扇叶片曾采用复合材料方案,但因没有通过抗鸟撞考核,最后不得不改用钛合金叶片。随着技术的不断进步,罗·罗公司正在将目光从钛合金空心风扇叶片转向碳纤维增强复合材料风扇叶片[26],其采用自动铺放技术[27-28]为“超扇”(UltraFan®)发动机研制了世界上最大的复合材料风扇叶片,如图3所示[29]。该风扇的直径达到3.56 m,几乎与当前窄体客机的机身直径相当,叶片由500层Hexcel公司生产的IM7/M91碳纤维增强高韧性环氧树脂预浸料制成。叶片预制体在自动化纤维丝束铺放设备上完成制备后,经过热压罐高温高压固化和精密加工处理,随后进行表面涂层处理,并在叶片前缘部位包覆钛合金包边,以防止腐蚀、异物进入和鸟撞。“超扇”发动机采用复合材料风扇叶片和风扇机匣,可降低双发飞机质量700 kg,与第一代Trent航空发动机相比,油耗下降25%,该发动机将于2030年左右投入应用。

图3 “超扇”发动机复合材料风扇叶片[29]
表2[12-13]为国外典型商用大涵道比发动机风扇叶片材料及成型技术汇总,可以看出国外复合材料风扇叶片均选用了T800级碳纤维作为增强材料,选择环氧树脂体系作为基体,复合材料兼具高韧性和高性能保持率。从成型技术上看,随叶片尺寸及预制体制备方式的不同,模压成型、RTM成型、热压罐成型工艺分别有不同的适用性,且逐步走向自动化制造。

表2 国外典型发动机风扇叶片材料及成型技术[12-13]
1.2 风扇包容机匣
机匣的包容能力对保证飞行安全至关重要。航空发动机风扇包容机匣的发展主要经历了全金属结构机匣、金属与复合材料组合机匣、全复合材料结构机匣3个阶段,如表3[30-32]所示。传统的高强度金属结构机匣已经很难满足现代航空发动机对高推重比、低噪声、低污染的要求,因而风扇包容机匣逐步向复合材料结构发展。
表3 国外发动机风扇机匣选材及使用情况[30-32]
金属与复合材料组合包容机匣首次在GE公司的CF6-80C2发动机上获得应用,随后的GE90,PW4084,Trent700和Trent800等发动机也采用了这种包容结构。即在薄壁铝制机匣上包裹一层胶膜,然后铺敷铝蜂窝芯,蜂窝芯最大厚度为76 mm,蜂窝芯上铺敷胶膜,之后包覆67层芳纶布形成厚轮缘,轮缘周边浸渍环氧树脂,最外层为芳纶纤维环氧树脂预浸料,用来保护干态芳纶织物层,这几种材料可以用热压罐工艺共固化成型,也可以分步固化成型。芳纶织物层与铝蜂窝芯之间也可以引入一层薄的预浸料层,目的是当内层铝蜂窝芯受到冲击破坏时,芳纶织物受到预浸料层合板的保护,不至于被铝蜂窝芯割断,从而增加纤维的连续性,提高包容性。
金属与复合材料组合包容机匣相对于全金属结构包容机匣,有很好的减重效果,但是也存在一些缺点:(1)芳纶纤维分子结构的酰胺键很容易吸收水分,使用过程中界面分层,会破坏机匣结构整体性;(2)受到冲击时,芳纶纤维大的鼓包变形使得必须有大空间的发动机短舱容积,影响设计性;(3)为了保持芳纶纤维的连续性,机匣外的各种管路和附件必须安装在前后法兰处或中介机匣的位置,增加了排布管线的困难。因此,国外先进航空发动机制造商又开发了全复合材料风扇包容机匣。
全复合材料风扇包容机匣的研究开始于1992年美国航空航天局(NASA)牵头的项目,经过多年的理论包容模型与材料、结构的实验数据相互迭代、修正,在2007年GE公司的GEnx发动机上得到了应用。采用碳纤维二维三轴编织物[33-35]作为增强材料,高韧性PR520环氧树脂作为基体,复合材料机匣具有良好的结构强度和抗冲击性能,能够有效抵抗层间分层[36],可以解决金属与复合材料组合包容机匣存在的上述问题。机匣制造时,首先在编织机上将12K的T700S碳纤维编织成[0°/±60°]结构的编织筒,然后将编织筒缠绕在预设的机匣形状芯轴上,形成带有法兰边及锥度的机匣编织预成型体,再通过RTM工艺成型,获得全复合材料风扇包容机匣。GEnx发动机风扇包容机匣直径为3.05 m,轴向长度为1.22 m,与金属结构相比单台可减重160 kg。LEAP-X发动机采用了2.5D机织结构/RTM成型[37-39]的风扇包容机匣,由赛峰公司(SAFRAN)前期研发,Albany工程复合材料公司制造,其承载能力、自动化程度明显提升。图4为LEAP-X发动机复合材料风扇包容机匣[40]。

图4 LEAP-X发动机复合材料风扇包容机匣[40]
采用这种工艺制造的全复合材料风扇包容机匣有以下3个优点:(1)用小型的编织机能够制造较大尺寸的风扇机匣预成型体,降低了生产成本;(2)与钛合金机匣相比,减重效果明显;(3)用RTM工艺成型的制件尺寸精度高,装配和制造成本降低[41-42]。
图5是罗·罗公司采用自动铺放技术为“超扇”(UltraFan®)发动机研制的复合材料风扇包容机匣[29],目前正在组装首台“超扇”发动机验证机。

图5 “超扇”发动机风扇包容机匣[29]
截至目前,首次采用全复合材料风扇包容机匣的GEnx发动机已服役十年,订购量超过2700台,运行状况良好,并于服役十周年之际完成了耐久性实验。
1.3 外涵机匣
外涵机匣是连接发动机中介机匣和后承力机匣,形成外涵流道和安装若干外部非传动附件的重要承力构件[43]。高推重比发动机外涵机匣长期使用温度在300 ℃以上,目前只有聚酰亚胺树脂基复合材料可以满足使用要求。聚酰亚胺复合材料是以聚酰亚胺树脂基体为载体不断发展的[44-46]。
聚酰亚胺树脂的研究开始于20世纪70年代初。1972年,美国NASA发展了一种新型的聚酰亚胺复合材料制备方法,即单体原位聚合(PMR)方法,解决了以往聚酰亚胺不溶不熔、难以加工的问题,成为聚酰亚胺复合材料发展历程中的一个重要里程碑[47-50]。聚酰亚胺树脂及其复合材料具有优异的耐热性能,经过四十多年的发展,使用温度等级逐步提升,已经由第一代的耐280 ℃提升到第三代的耐426 ℃,如表4[44]所示,并突破了第四代聚酰亚胺复合材料关键技术。

表4 国外热固性聚酰亚胺树脂基体发展现状[44]
最早在外涵机匣中得到应用的复合材料为降冰片烯(NA)封端的PMR-15聚酰亚胺复合材料。20世纪80年代,美国GE公司采用PMR-15/T300碳纤维复合材料制备了F404发动机的外涵机匣,该外涵机匣为对开结构,复合材料壳体通过热压罐工艺成型,与钛合金安装边铆接后组合为一体。与钛合金机匣相比,F404发动机复合材料外涵机匣质量减轻15%~20%,成本降低30%~35%,强度和寿命方面没有损失,且阻燃能力优良。在F404发动机上取得成功后,该复合材料外涵机匣又推广应用到F414,F110-GE-132,BR710和M88-2等发动机。图6为M88-2发动机复合材料外涵机匣的结构外形,机匣的周向和纵向均采用了复合材料翻边结构,以提高抗疲劳性能和维修、装配性能[51]。
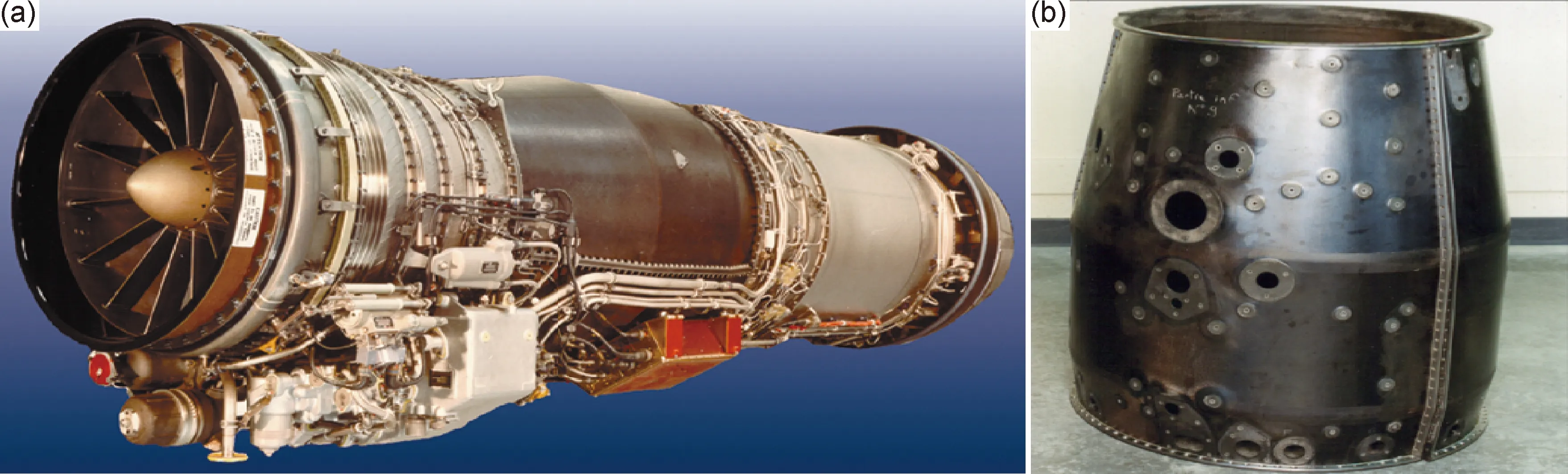
图6 M88-2发动机及复合材料外涵机匣[51] (a)M88-2发动机;(b)外涵机匣
PMR-15是目前为止应用最为成功的热固性聚酰亚胺材料。为了进一步提升NA封端聚酰亚胺树脂的性能,NASA研究人员在树脂中引入含氟结构,提高材料的热稳定性能和降低黏度。通过在分子结构中引入含氟基团、使用无氧型的对苯二胺单体,开发了PMR-Ⅱ,AFR-700B等材料体系[52-53]。由于三氟甲基的存在及分子链中位置的特殊性,PMR-Ⅱ具有优于PMR-15的热稳定性,在350 ℃以上老化100 h后热失重低于3%。通过改变端基封端方式,将双封端改为单封端结构,AFR-700B表现出明显高于PMR-Ⅱ的玻璃化转变温度,达到400 ℃以上[54-55]。据报道,AFR-700B已用于外涵机匣、喷管外调节片、风扇支板和静子叶片等制造。
虽然以NA封端的PMR型聚酰亚胺树脂体系取得了巨大的成功,但其存在以下缺点:(1)NA的交联反应在270 ℃左右开始,工艺窗口较窄;(2)NA在交联后会形成脂肪族饱和键结构,使得固化后形成的树脂热氧化稳定性下降;(3)PMR聚酰亚胺树脂因在固化过程中有小分子放出,使得复合材料内部易产生孔隙等缺陷。尽管通过分子结构的设计,NA封端的PMR型聚酰亚胺树脂的耐热稳定性和工艺性能可得到改善,但由于NA封端剂交联反应时存在上述固有问题,有必要发展其他封端结构类型的热固性聚酰亚胺,进一步提升树脂及复合材料的综合性能。
20世纪90年代初,美国政府开始实施高速民用运输机(HSCT)计划,在选择可以满足HSCT计划中复合材料性能要求的基体树脂时,苯乙炔基(PE)封端的预聚物因其良好的工艺性能、力学韧性和热稳定性受到了广泛关注[56-58]。通过用苯乙炔苯酐(PEPA)封端剂替代PMR-Ⅱ中的NA封端剂和优化分子量,研究者成功开发了可适用于模压和热压罐成型工艺的AFR-PE-4树脂体系。通过在分子结构中引入不对称异化二酐,并减少二胺醚键数量或引入含氟基团,研究者开发了玻璃化转变温度为350 ℃、适用于RTM工艺的PETI-375聚酰亚胺树脂[59-61]。有报道称P&W公司研制的F119发动机采用了RTM工艺制备的碳纤维增强聚酰亚胺复合材料外涵机匣,工作温度为316 ℃。可以推断,苯乙炔基封端聚酰亚胺复合材料将替代NA封端材料,成为发动机外涵机匣的主要耐高温材料[62-64]。
1.4 出口导流叶片
作为静止部件,复合材料出口导流叶片(OGV)已经在国外先进航空发动机冷端部件上得到广泛应用[65]。PW4084和PW4168发动机采用PR500环氧树脂、RTM成型工艺制造风扇OGV,较钛合金结构件质量降低了39%,成本降低了38%。PW1000G发动机采用AS7纤维、VRM37环氧树脂,通过RTM成型工艺制造风扇OGV,已形成了成熟的复合材料出口导流叶片工艺和技术体系。
罗·罗公司在为全球鹰(Global Hawk)高空无人侦察机配备的AE3007发动机上已经装备了RTM成型的复合材料整体组合导流叶片系统。该技术由美国的Texas Composite公司研发,所用的材料包括T300,M40J及玻璃纤维的织物等,采用镍包边。制备叶片时,先根据其外形特征设计了26个分块,然后用计算机控制裁床完成料块的裁切,完成裁切的料块用定型剂进行组装,用RTM工艺制备出单个叶片,再粘接成三联体和双联体。整体叶片一共包括24个三联体和1个双联体,如图7所示[66]。
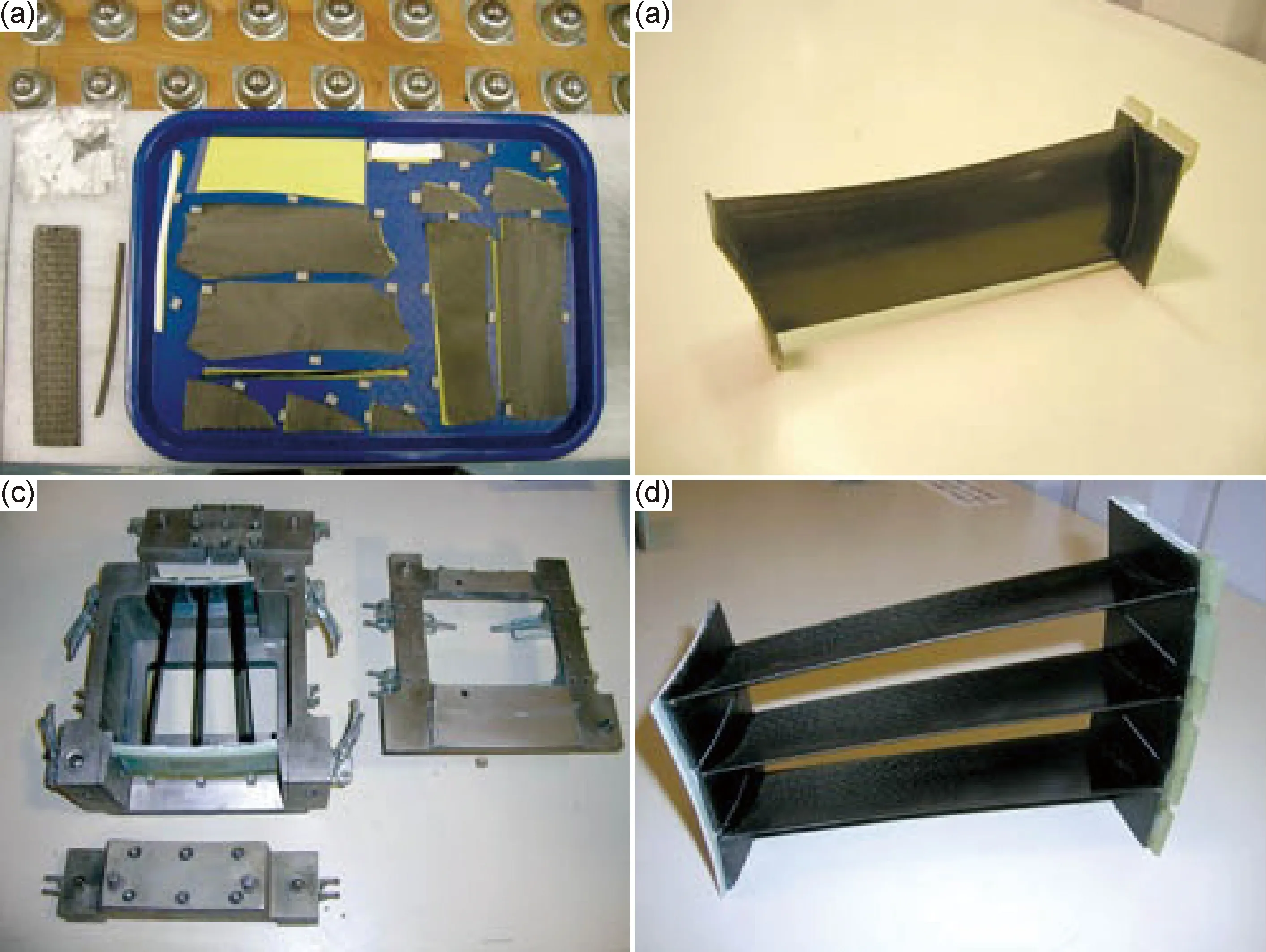
图7 AE3007发动机出口导流叶片[66]
另外,Texas Composite公司还研发了空心的单个静子叶片,其尺寸大约是AE3007叶片的两倍。该叶片预成型体采用编织工艺,叶片制备采用RTM工艺。这种类型的叶片一方面因编织而提高其整体抗冲击的能力,另一方面空心结构可以降低叶片在使用过程中的温度,有利于进一步提高进气速度。
P&W公司的F119发动机压气机采用耐温能力较高的AFR-700B聚酰亚胺复合材料导流静子叶片。AFR-700B聚酰亚胺复合材料由美国空军资助研究,在371 ℃下可工作1000 h,在316 ℃下可工作10000 h,可明显降低静子叶片质量。
1.5 短舱
树脂基复合材料在航空发动机短舱上具有更广阔的应用空间,国外已经在短舱进气道、整流罩、反推装置、降噪声衬部位大规模使用树脂基复合材料,如V2500,PW4168,RB211等发动机。短舱进气道采用碳纤维增强环氧树脂基复合材料蒙皮和泡沫蜂窝夹层结构制造,整流罩和降噪声衬为复合材料蜂窝夹层结构,反推装置套筒是一个带有内蒙皮和外蒙皮的复合材料组件,内外蒙皮为碳纤维增强复合材料,其中改变气流方向的叶栅结构如图8所示[67],为碳纤维增强复合材料,可以采用热压罐工艺或RTM工艺制备。LEAP-X短舱采用了一片式的复合材料O形管取代传统反推装置的两件套D形门,可将燃油效率和反推装置效率提高 10%。未来的发动机短舱部件将会更注重轻质结构应用、集成化设计等。
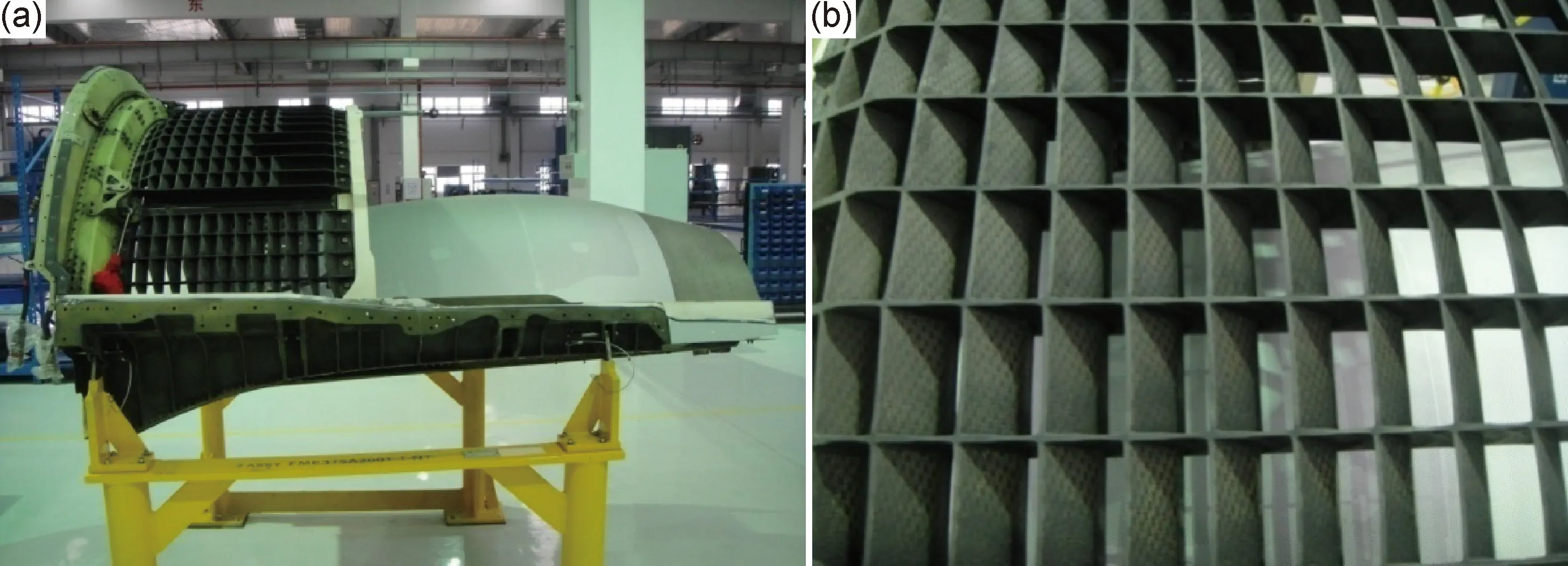
图8 反推装置及叶栅结构[67] (a)反推装置;(b)复合材料叶栅
2 国外航空发动机用树脂基复合材料发展趋势
从应用需求上看,树脂基复合材料在航空发动机上应用范围越来越广,尖锥帽罩、进气机匣、风扇转子叶片、风扇静子叶片、风扇可调叶片、风扇包容机匣、压气机整流器、压气机可调叶片、发动机短舱、反推装置、外涵机匣、矢量喷管外调节片、衬套等构件均可采用树脂基复合材料制造,减重效益显著。在设计方面,树脂基复合材料结构朝着气动性能优、整体化程度高、减重效果好、维修简化等方向发展。复合材料风扇转子叶片通过采用三维复合弯掠气动造型,提高叶片的力学性能和效率,减少叶片数量。复合材料风扇机匣通过结构/包容性一体化设计,降低结构质量,提升风扇机匣的包容性能。复合材料外涵机匣采用全复合材料翻边结构,降低质量的同时改善了维修性。未来改进发动机短舱部件的根本方法是新型复合材料部件的高度集成化。
在材料技术方面,主要朝着耐高温、高韧性和结构功能一体化方向发展。国外第二和第三代聚酰亚胺树脂及其复合材料已经成熟稳定应用,且已实现耐热温度达426 ℃以上的第四代聚酰亚胺树脂的商业化,正在研究耐温450 ℃以上的有机无机杂化树脂基体及其复合材料成型工艺,以满足未来更高推重比的航空发动机需求。CAI值达到310 MPa以上的第三代高韧性环氧与双马树脂基复合材料已实现应用,T800级碳纤维已在GE90,GEnx,LEAP-X等发动机复合材料叶片、机匣上得到应用。同时,一些新材料的发展也将为复合材料在航空发动机上的应用注入新的动力。国外已经成功研发了T1100G等第三代高强高模碳纤维,其强度较T800H碳纤维提升了20%,模量提升了10%。芳纶纤维、聚酰亚胺纤维、超高分子量聚乙烯(UHMWPE)纤维、聚对苯撑苯并二噁唑(PBO)纤维等高性能有机纤维的发展,为高抗冲击复合材料的设计、制备提供了更多的选择。连续纤维增强热塑性复合材料具有韧性好、冲击损伤容限高、成型周期短等优势,可用于原位自动铺放、热模压等工艺,已在飞机主起落架舱门、机身腹部壁板等结构得到应用,可以向发动机领域拓展。碳纳米管和石墨烯具有优异的导电和导热性能,与树脂基体复合可以明显改善其导电性能,可以用于发动机复合材料构件的电热防除冰、电磁屏蔽。通过将光纤传感器嵌入复合材料叶片、机匣等结构,可以在线监测复合材料制件在服役状态下载荷与结构损伤信息,感知复合材料在使用过程中的外界环境变化,提高复合材料结构的安全可靠性。
在工艺与制造方面,国外在制备工艺的低成本化、自动化、数字化和整体化等方面已经做了大量的基础研究和应用。树脂传递模塑成型工艺(RTM)、树脂膜熔化成型工艺(RFI)、真空灌注成型工艺(VARI)等液体成型工艺得到了较大发展,同时随着增强体编织技术、缝合技术的进步,复合材料损伤容限和冲击韧性提高,且生产制造成本降低。发展低温固化/低压成型技术,不但可以大幅降低高耗能设备、高性能辅料、高成本模具等带来的高费用,而且可以提高复合材料构件的尺寸精度,是发展大尺寸复合材料构件和复合材料扩大应用的一个重要方向。将数字化技术贯穿复合材料构件制造全过程,包括工装数字化设计、预浸料自动下料、激光铺层定位、纤维自动铺放、成型固化过程模拟仿真、构件自动化机加和装配、自动化无损检测等方面,可以显著提升制造质量和效率、降低制造成本。国外也已实现虚拟的设计-制造-验证-维修一体化环境的贯通。
3 国内航空发动机用树脂基复合材料发展建议
经过几十年的发展,国内在树脂基复合材料基体研究、增强纤维及成型技术等方面取得了长足的进步,T300级、T700级碳纤维复合材料已经在飞机机体结构上得到了批量应用,T800级碳纤维及其复合材料工程化制备技术获得突破,已经进入工程验证阶段[68-72]。复合材料外涵机匣等结构件在航空发动机上得到了应用。但与国外先进水平相比,国内树脂基复合材料在航空发动机上的应用比例不高,需进一步提升设计、材料、制造、实验技术水平及工程化能力,满足先进航空发动机的研制及应用需求。
(1)构建适宜发动机应用的树脂基复合材料体系。针对航空发动机冷端部件耐高温、长寿命、抗冲击、抗颤振等应用特点,重点建立与完善以第三代耐高温聚酰亚胺复合材料、高性能双马复合材料、高韧性环氧复合材料为主体,具有航空发动机应用特点的,适宜热压成型、RTM成型的主干树脂基复合材料体系,补充已有材料体系数据、拓展主干材料用途、研发空白领域材料。大力推进国产碳纤维、有机纤维、基体树脂、新型改性材料的应用,实现复合材料高性能化的同时也满足自主保障需求。
(2)加强发动机用树脂基复合材料应用研究。围绕发动机对树脂基复合材料的需求,加强应用基础研究、应用技术研究和工程化研究,遵循复合材料技术是融合材料、工艺、结构为一体的特点,开展以复合材料构件为载体的应用技术研究,形成包括材料技术、成型技术、机加装配技术、性能表征和质量控制技术、修补技术在内的航空发动机用树脂基复合材料技术体系,按积木式方法开展复合材料及典型结构件考核验证,建立相应标准规范,提升技术成熟度,支撑航空发动机研制。
(3)强化设计牵引,加大复合材料应用比例。坚持自主研发,加强设计使用单位、材料研制与应用研究单位、实验考核单位、协作配套单位等紧密合作、协同创新,充分利用社会优势资源,集中优势力量突破关键材料技术和工程应用,带动和拓展树脂基复合材料在航空发动机上的应用,进一步提升减重效益。
(4)加强预研成果向工程应用转化。预先研究是围绕装备研制中的关键性、基础性技术开展研究攻关,通过预研能够验证新理论、新思路和新技术,减少装备研制的风险和周期。坚持航空发动机对树脂基复合材料应用的需求牵引,在预研阶段就保持与设计使用单位的密切沟通,了解需求、满足需求,在关键技术取得突破后及时转型,开展工程化应用研究,加快新材料、新工艺、新结构在航空发动机中的应用。
(5)大力推进自动化、数字化技术的应用。加快国产自动化制造装备、软件的研发和改进,开展复合材料叶片、机匣自动铺放技术研究,发展柔性、高效的复合材料构件自动化加工、装配技术,将数字化技术融入复合材料设计、制造、加工、检测、服役全过程,提升复合材料制造水平。
4 结束语
树脂基复合材料在航空发动机冷端部件的应用已经成为发展趋势,对于降低发动机结构质量、提升推力和燃油效率成效显著。国外经过长期的发展和积累,已经在多种类型发动机上获得了成熟和广泛的应用,并朝着结构形式更优、材料性能更好、制造成本更低、自动化程度更高的方向发展。国内树脂基复合材料具备良好的发展基础,需针对航空发动机应用特点,进一步提升设计、材料、制造、实验技术水平及工程化能力,通过上下游的深度融合与贯通,必将实现树脂基复合材料在航空发动机上的高水平应用。
