滚筒长径比对薄膜包衣均匀性影响的仿真分析
2022-06-15霍朝沛

摘 要:包衣滚筒作为高效薄膜包衣机的主要组成部分,其结构对片剂包衣质量有着重要影响。以包衣滚筒长径比为研究对象,利用离散元(DEM)模拟计算方法,对比不同长径比的滚筒内的药片在喷雾区的停留时间分布和药片增重的均匀性,研究包衣质量在包衣过程中的动态变化规律。分析结果表明,大长径比的滚筒可延长药片通过喷雾区域的总时间,提高包衣效率;片间增重的均匀度随包衣总时间的延长趋于稳定,滚筒长径比越大,均匀度越好。
关键词:薄膜包衣;滚筒;长径比;片间均匀性;离散元分析
中图分类号:TQ460.5 文献标志码:A 文章编号:1671-0797(2022)11-0023-05
DOI:10.19514/j.cnki.cn32-1628/tm.2022.11.007
0 引言
薄膜包衣是目前片剂生产中应用较为广泛的一种包衣形式。薄膜包衣通常采用滚筒式包衣,将定量的片芯装填于旋轉的滚筒中,采用喷雾的方式将薄膜材料喷覆于流动的片床表面,并以持续的热风干燥片床,来实现片剂表面成膜的物理过程。薄膜包衣增重较低(通常1%~3%),单批次包衣片剂数量大,因而膜衣极薄。对于较为特殊的肠溶、缓释药物,对膜衣均匀性要求更高[1-2]。
包衣的均匀性可以定义为两类:一类是片内均匀性(intra-tablet uniformity),另一类是片间均匀性(inter-tablet uniformity)。片内均匀性为单片药片表面膜层厚度的均匀程度,片间均匀性为药片个体间包衣质量的均匀程度[3]。制药企业通常对片床多点采样,分别进行溶出度测试,通过计算溶出度RSD%,来量化评估药品的片间均匀度。
离散元法(Discrete Element Method,DEM)是研究颗粒物料的重要方法。
Sherony[4]将片床分为喷雾区和干燥区,首次提出了流化床的双区或双室模型的概念,并开发了一个基于颗粒群体平衡的表面更新模型,发现变异系数与包衣时间的平方根成反比。
Kureck[5]利用DEM XPS框架模拟双凸面片型的工业规模包衣过程。
Yamane等人[6]使用离散元法模型模拟了片剂的运动,并计算了在滚筒中的循环时间、再次出现时间和暴露在喷雾区域的颗粒面积。
Fichana等人[7]使用DEM建模和实验来研究包衣机中的片剂混合,研究了片剂在喷雾区的停留时间分布(RTD)。
上述研究均专注于建立包衣过程的数学模型,针对薄膜包衣设备结构设计的分析,相关研究文献较少。
滚筒是影响药片薄膜包衣的重要结构因素。本文利用离散元分析软件,计算药片通过喷雾区域的停留时间分布比例,通过分析颗粒间包衣均匀度,来研究滚筒的长径比对包衣质量的影响作用,以期对包衣滚筒结构设计提供参考。
1 计算模型和方法
1.1 颗粒运动控制方程
为研究片床在滚筒中的运动特性,采用离散元法进行数值模拟,该方法可以分析和求解复杂离散体系的动力学问题。因模拟药片运动,故忽略颗粒间粘附力及液桥力的模拟,遵循Hertz法向接触理论和Mindlin-Deresiewicz切向接触理论,选用Hertz-MINDLIN(no slip)接触力学模型[8]。
药片在滚筒内的运动遵循牛顿第二定律,运动分为平动和转动两种状态。单个颗粒在运动过程中的受力包括自身重力mig(N)、颗粒间的法向接触力Fn,ij(N)、切向接触力Ft,ij(N)和摩擦力。
式中:mi为颗粒i的质量(kg);vi为颗粒i的移动速度(m/s);ni为颗粒i接触的颗粒总数;Fn,ij为法向接触力(N);Ft,ij为切向接触力(N);Ii为颗粒i的转动惯量(kg·m2);ωi为颗粒i转动的角速度(rad/s);Tt,ij为颗粒i切向力矩(N·m);Tr,ij为颗粒i的滚动摩擦力矩(N·m)。
式中:Ei和Ej分别为颗粒i和颗粒j的杨氏模量(Pa);μi和μj分别为颗粒i和颗粒j的泊松比;Ri和Rj分别为颗粒i和颗粒j的半径(m);Gi和Gj分别为颗粒i和颗粒j的剪切模量(Pa);mi和mj分别为颗粒i和颗粒j的质量(kg);e为恢复系数[9-10]。
药片采用球形颗粒,设置模拟参数,如表1所示。
1.2 计算模型和分析方法
本研究方法成立的前提,基于以下3点假设:
(1)喷雾区雾化均匀,喷枪流量恒定,且喷雾区对片床在轴向实现理想覆盖;
(2)喷枪喷雾是药片获取的包衣增重的唯一来源,即药片间无质量转移;
(3)包衣过程不考虑热风干燥、颗粒磨损造成的局部包衣质量损失,即喷雾质量在瞬间完全转移给颗粒,并在颗粒表面均匀铺展。
因而,药片片间包衣增重的均匀度在数值上就等于在喷雾区域停留时间的均匀度。通常,包衣增重的均匀度由变异系数CVm表征,则:
式中:σm和σres分别为药片包衣增重和喷雾区停留时间的标准差;μm和μres为药片包衣增重和喷雾区停留时间的平均值(s);RSD是喷雾区停留时间的相对标准差。
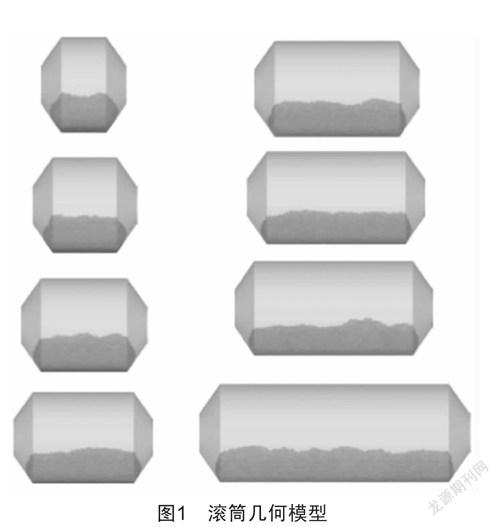
本次仿真模型采用某300型包衣机的滚筒,通过扩展直筒长度,获得型号为ld0~ld7的8个滚筒模型,其长径比分别为0.46、0.66、0.92、1.1、1.3、1.5、1.7、2.3,如图1所示。
首先分析滚筒长径比的影响,故滚筒暂不配备桨叶和搅拌筋,转速设置为6 r/min,由于模型较大,计算时间设置为60 s。
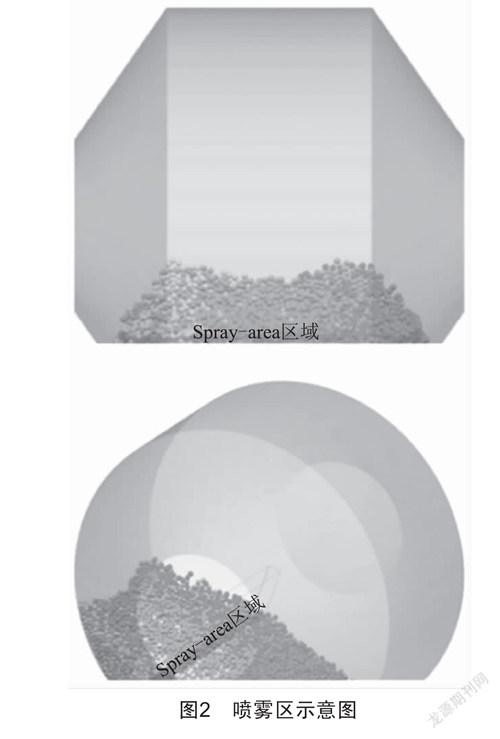
在片床表面划定一个特殊区域,如图2中橙色区域所示,定义为Spray-area区域,模拟真实包衣过程中的喷雾带,其宽度设置为50 mm,长度横穿整个片床,深度覆盖1~3层颗粒厚度。该选区的功能,是记录每个时间点经过该区域内的颗粒的ID号。通过统计各颗粒出现在喷雾区的频次,计算颗粒在喷雾区的停留时间密度函数,继而获得药片的喷雾停留时间分布曲线和包衣质量变异系数CVm。
2 结果分析
2.1 滚筒长径比对包衣均匀性的影响
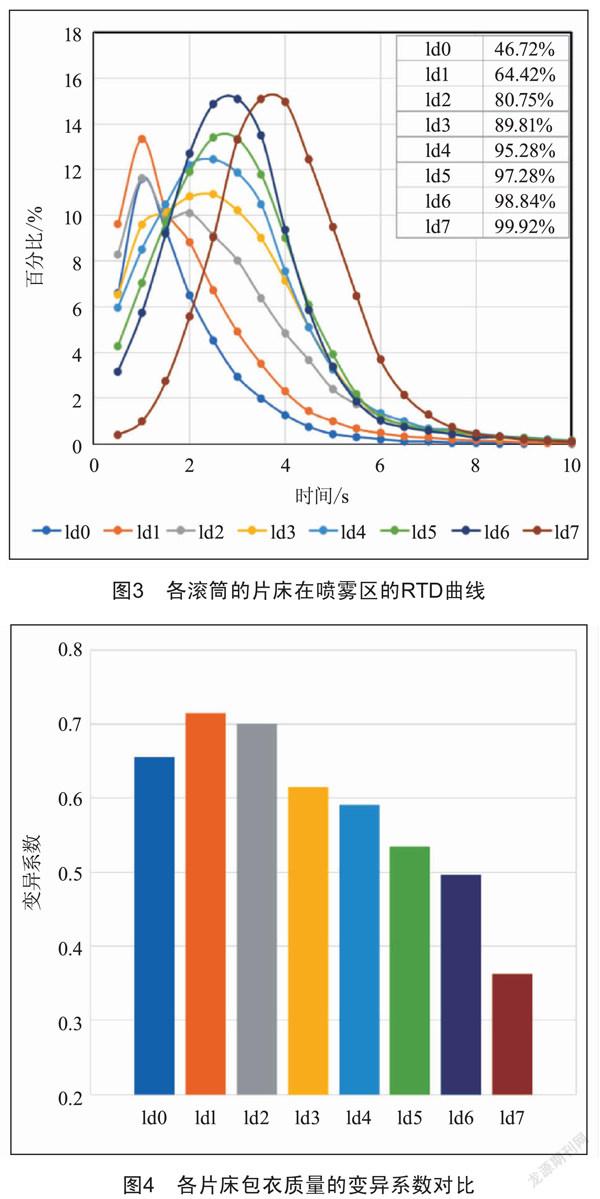
图3显示的是各滚筒的片床在喷雾区的停留时间分布RTD(Residence Time Distribution)曲线,曲线近似为正态分布曲线,图右上角表格为统计颗粒的总占比;图4为各片床内30 000个颗粒的包衣增重的变异系数CVm。由统计颗粒占比可知,在无搅拌桨叶的作用下,60 s模拟时间内,ld0~ld7的药片均没有完全通过接受喷雾,但随着长径比的增大,接受喷雾的颗粒比例逐渐增加,ld7滚筒内经过喷雾区的颗粒比例达99.92%,约为ld0滚筒接受喷雾颗粒占比的2倍,说明在相同的滚筒线速度下,大长径比滚筒片床运动的循环性较好,混合能力也更强。
此外,观察各曲线对应的期望值(曲线中值)可知,药片在喷雾区的停留时间与滚筒长径比成正相关。即包衣总时间不变的情况下,滚筒长径比越大,单个药片接受喷雾的时间越长。因而,理論上,增大包衣滚筒长径比的同时,可通过增大喷雾流量来缩短包衣总时间,提高单批次包衣效率。
图4为包衣质量的变异系数CVm,数值越小,则片间增重越均匀,分析可知,大长径比的滚筒可大幅提高包衣增重的片间均匀度。综上分析,单纯地增大滚筒长径比,在设备工艺条件允许的情况下,可大幅提高包衣质量和效率。
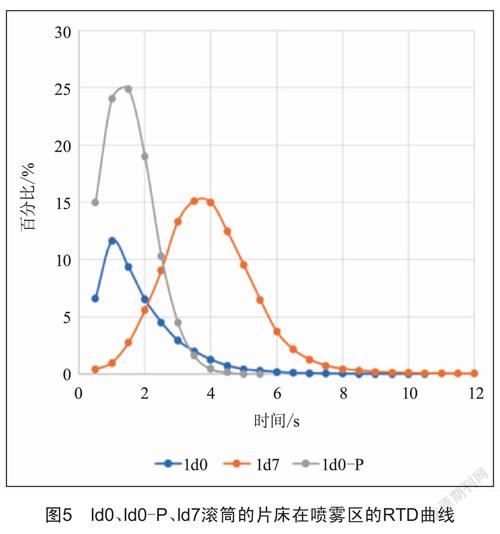
更进一步,分析桨叶对包衣过程的作用,在上述模拟计算的基础上,为ld0滚筒模型增加4片板式桨叶,标记为ld0-P,以同样的模拟方法计算并绘制药片在喷雾区的RTD曲线,如图5所示。
分析可知,与ld0曲线相比,桨叶的加入会小幅增加药片在喷雾区的停留时间的期望值,但与ld7曲线相比可知,长径比对包衣效率的影响作用更为显著;然而ld0-P曲线“瘦高”的形状表明,桨叶的加入是有利于提高包衣质量均匀性的。
2.2 大长径比滚筒包衣过程中片间均匀度的变化
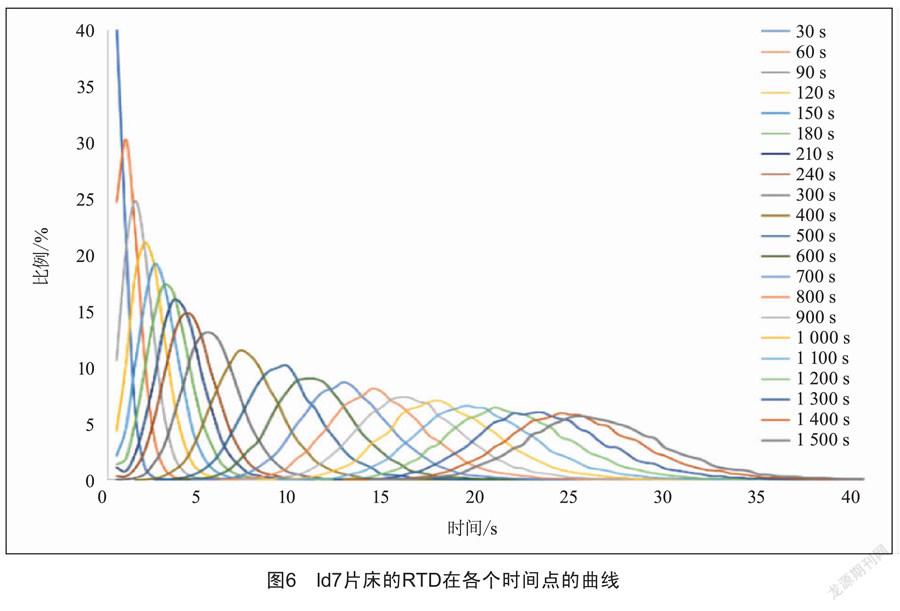
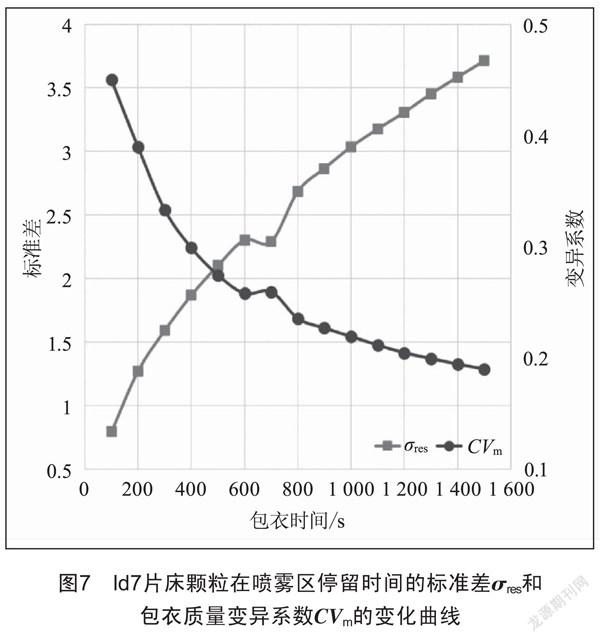
上述关于喷雾区停留时间的分析,是基于同一包衣总时间比较的。然而,包衣过程是个动态过程,为研究时间维度上的喷雾区停留时间分布情况,选取ld3和ld7滚筒模型,将计算时间调整为1 500 s,按时间节点提取数据,绘制成ld7的系列RTD曲线(图6),并绘制二者包衣质量变异系数CVm和标准差σres随时间的变化曲线(图7)。
由图6可知,随着包衣时间的延长,ld7喷雾区域的RTD曲线的期望值逐渐增大,即片床接受的喷雾量逐渐累积,药片表面膜衣厚度逐渐变大。
然而,随着包衣时间的延长,曲线形状是向期望值两侧扩散的。结合图7中σres的变化趋势,说明颗粒接受喷雾的时间逐渐分化,分布不再集中,这种现象看似对包衣质量的影响是负面的。
分析认为,σres的变化是滚筒结构造成的。因为不同结构的滚筒对片床的翻转作用的差异是很大的,片床在任一时刻出现的滑移、滞流等运动缺陷,在整个包衣时间维度上都是累积的。颗粒间在喷雾区的RTD差异必然会呈现逐渐增大的趋势。然而,实际生产中,药片的包衣增重的评价参数是变异系数CVm。
在对比不同批次、不同产量的包衣增重均匀度时,变异系数可以消除尺度和量纲上的差异,使评价标准统一量化。即,随着喷雾的不断累积,薄膜平均厚度的增长会消除标准差的偏差。
因此,变异系数CVm随包衣时间的变化与标准差σres的变化趋势相悖,也符合“以时间弥补质量”的包衣工艺经验。
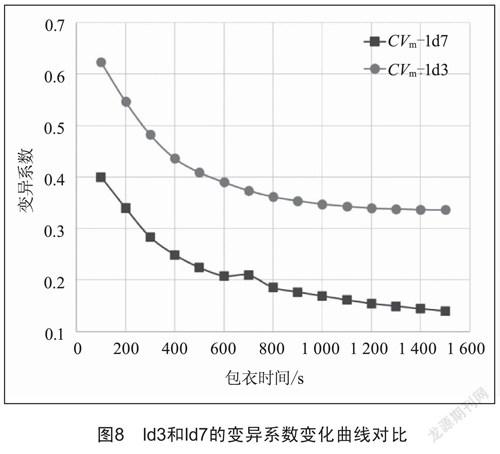
图8是ld3和ld7的包衣增重变异系数CVm随包衣时间的变化曲线,二者均出现逐渐变缓的形态,这与前文提到的CVm与包衣时间的平方根成反比[4]的结论基本一致。ld7的变异系数较小,说明大长径比的滚筒的片间增重更为均匀,这也验证了2.1分析所得的结论。
3 结论
本文采用离散元模拟方法,对薄膜包衣过程进行模拟,分析了滚筒的长径比对药片片间增重均匀性的影响作用,并研究了包衣过程中包衣质量的变化规律,得出以下结论:
(1)产量恒定的情况下,增大包衣滚筒的长径比,会改善片床运动循环性,提高片床的混合效率;同时,可延长药片在喷雾区域停留的整体时间,有助于提高药片增重的均匀性。在该滚筒的实际包衣中,可通过提高喷雾流量,来缩短包衣总时间。
(2)受制于滚筒或桨叶结构,片床在喷雾区的停留时间分布差异会逐渐增大,但随着包衣时间的延长,变异系数会逐渐降低并趋于稳定,达到合格的增重均匀度,该结论与包衣工艺经验相符。
(3)在滚筒长径比不变的情况下,配置结构合理的桨叶,可使药片在喷雾区的停留时间分布更为集中。
上述相关结论与包衣工艺实践经验和相关文献结论相近,验证了本文采用的模拟统计方法是可行的。利用该方法,可对包衣滚筒、桨叶等结构合理性进行量化评估,为未来薄膜包衣设备的发展提供有效的理论支撑。
[参考文献]
[1] 李玲.薄膜包衣技术的应用[J].中国药业,2007,16(12):21-22.
[2] 王宪英,李焕博.薄膜包衣技术概述[J].中国药业,1999,8(9):63-64.
[3] KALBAG A,WASSGREN C,PENUMETCHA S S,et al.Inter-
tablet coating variability:residence times in a horizontal pan coater[J].Chemical Engineering Science,2008,63(11):2881-2894.
[4] SHERONY D F.A model of surface renewal with application to fluid bed coating of particles[J].Chemical Engineering Science,1981,36(5):845-848.
[5] KURECK H,GOVENDER N,SIEGMANN E,et al.Industrial scale simulations of tablet coating using GPU based DEM:a validation study[J].Chemical Engineering Science,2019,202:462-480.
[6] YAMANE K,SATO T,TANAKA T,et al.Computer simulation of tablet motion in coating drum[J].Pharmaceut-ical Research,1995,12(9):1264-1268.
[7] FICHANA D,MARCHUT A J,OHLSSON P H,et al.Experimental and model-based approaches to studying mixing in coating pans[J].Pharmaceut-
ical Development and Technology,2009,14(2):173-184.
[8] 王國强,郝万军,王继新.离散单元法及其在EDEM上的实践[M].西安:西北工业大学出版社,2010.
[9] 尤瑛.椭球形片剂包衣过程的数值模拟研究[D].杭州:浙江大学,2019.
[10] 熊桂龙,苏文康,王安奇,等.颗粒形状对包衣设备内药片颗粒运动特性影响的数值模拟[J/OL].过程工程学报.(2021-12-13)[2022-03-01].https://kns.cnki.net/kcms/detail/detail.aspx?dbcode=CAPJ&
dbname=CAPJLAST&filename=HGYJ20211210001&unipl
atform=NZKPT&v=0GqbJQuryY_mNYKX0H6RA9zk9_Jmg4-
T056a9H_G1x_TI1meuBRuTa6TeKtVIZFu.
收稿日期:2022-03-18
作者简介:霍朝沛(1989—),男,北京人,工程师,从事材料表面涂覆设备研发工作。
