采用真空衰减法验证激光打孔有效性
2022-06-13安徽省食品药品检验研究院安徽合肥市230041张盛元王国勤
(安徽省食品药品检验研究院,安徽合肥市,230041)张盛元 王国勤
药品包装密封完整性是保障内容物无损失的重要前提,可保证药品在整个生命周期内的安全和质量。如果包装系统产生缺陷,那么药品的有效成分就有可能发生改变,进而导致药品安全问题,包装密封完整性对药品安全具有重要意义。美国药典[1]目前收载了6种确定性和4种概率性的包装完整性检查方法,分别为确定性的电导率和电容法、激光法、质量提取法、压力衰减法、示踪气体法(真空模式)、真空衰减法;概率性的:微生物挑战法(浸没式)、示踪液法、示踪气体法(嗅探模式)、液下气泡法。这10种检查方法中的大多数都需要使用到有缺陷的阳性样品。目前常用的制作阳性样品孔洞方式有激光打孔、毛细管(微滴管)、埋线,激光打孔制造的孔洞效果最接近实际包装的泄漏情况,此处采用激光打孔法制造阳性样品,后通过确定性的真空衰减法[2],建立方法学,验证打孔效果。
1 微米激光打孔原理介绍及操作参数设定
激光,全称为受激辐射光放大,它是一种新光源,其所具有的相干性、单色性、方向性与高输出功率等特点,是其它光源所无法比拟的,又被称为“最快的刀”。此次打孔样品为10ml中硼硅玻璃管制注射剂瓶,经过反复实验得出不同孔径所需的参数。首先标定打孔区域,通过螺旋激光线打薄标记位置,后通过点状激光线打穿标记点,即得3.75μm、5μm、8μm孔径大小的漏孔。
2 真空衰减法原理介绍及方法参数设定
2.1 真空衰减法原理
ASTM F2391-05(2016)标准详细介绍了采用真空衰减法进行包装的密封完整性的测试方法,在给定设计的测试参数和产品特性允许的情况下,将待测包装容器放入测试腔体(有机玻璃材质),对测试腔体抽真空,包装容器在内外压差的作用下,使得内部气体通过漏孔进入测试腔体,仪器内的绝压和差压传感器监测到绝压和差压的变化,将该压力值和参考压力值做比较,以判定包装容器是否泄漏。通过模拟漏孔的微型流量计建立压力和漏孔之间的关系,从而得到包装容器的漏孔大小。测试过程中会经历抽真空时段、平衡时段以及测试时段。
2.2 方法学参数设定
参照仪器预设条件,经过反复实验摸索得到时间和压力参数设置见表1。参数设定完成后,进行方法学验证。
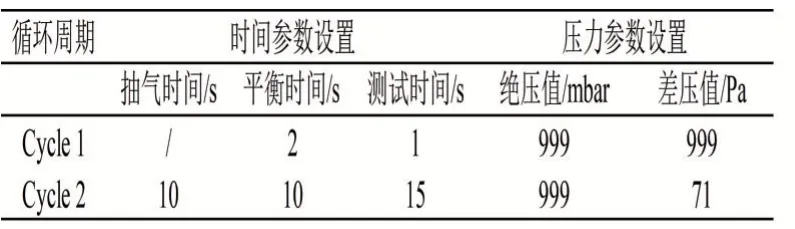
表1 时间和压力参数设置
2.2.1 标曲制备和线性范围考察
阴性样品(与待打孔样品外形尺寸同规格的实心材质样品,可放入测试腔体内)测量10次;调节流量计分别至0.034、0.08、0.12、0.216、0.86cc/min,各测量10次,以阴性样品为起始泄漏量,泄漏量(cc/min)为横坐标,以Cycle2(Pa)差压平均值为纵坐标,得到泄漏量与差压的线性方程。y=347.43x+51.511(R2=0.9999),结果表明:泄漏量在0~1.20cc/min范围内线性关系良好。
2.2.2 检测限
阴性样品放入测试腔体中,在关闭微型流量计的情况下进行10次重复测试;打开微型流量计分别调整至如下流量:0.034cc/min、0.08cc/min、0.12cc/min、0.216cc/min进行10次重复试验,收集测试数据,得到“通过率”和“不通过率”;阴性样品、0.034cc/min通过率为100%;0.08cc/min、0.12cc/min、0.216cc/min通过率为0%;得到检出限为0.08cc/min,相当于约3μm的漏孔。
2.2.3 准确度
测量阴性样品以及打开微型校准流量计(调整至0.12cc/min、0.216cc/min)各6次,收集数据,结果为阴性样品全部通过,0.12cc/min和0.216cc/min均不通过。
2.2.4 精密度与日间精密度
取阴性样品重复测量6次,次日同法测量6次,得到RSD值,精密度的Cycle1绝压值0.001%、差压值0.082%,Cycle2绝压值0.038%、差压值0.032%。日间精密度的Cycle1绝压值0.002%、差压值0.077%,Cycle2绝压值0.034%、差压值0.049%。结果表明该方法精密度良好。
2.2.5 耐用性
选定以上方法学验证参数,保持Cycle1中各时间不变,仅改变Cycle2中测试时间,在15s的基础上分别设置为14s和16s,对阴性样品和微型校准流量计调节至0.08cc·min-1(相当于3um漏孔)进行测试,每组重复测定6次。测定结果为阴性样品全部通过,0.08cc·min-1均不通过,表明方法耐用性试验结果良好。
3 测试结果与结论
通过上述试验研究证明该方法可行。测定已被打孔的10ml中硼硅玻璃管制注射剂瓶样品,得出差压值,再根据泄漏量与差压值的线性方程y=347.43x+51.511(R2=0.9999)换算出流量大小,进而得出孔径值,结果见表2。
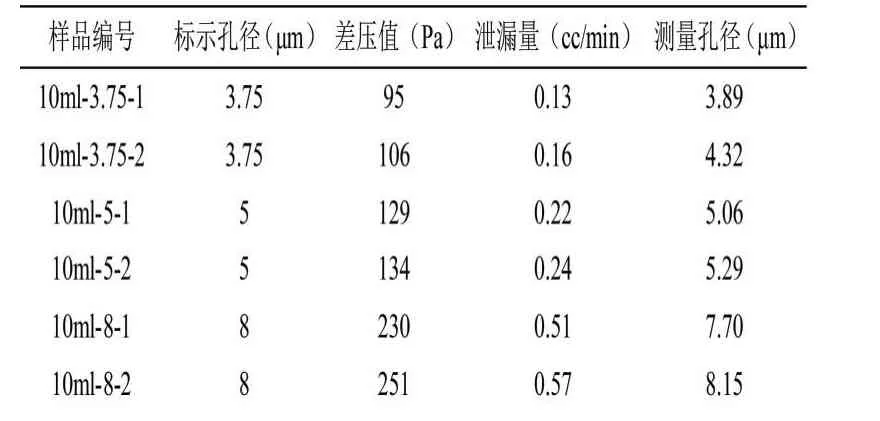
表2 孔径大小结果
试验结果表明,实际测量孔径大小与标示孔径大小的偏差均在±1μm以内。
