滚珠丝杠滑块运动控制研究
2022-06-11杨锋李维斌张文泽任亚莉
杨锋 李维斌 张文泽 任亚莉
[摘 要]基于以太网技术,采用罗克韦尔控制器和变频器,CCW软件编程,控制滚珠丝杠滑块相对运动。通过更改比例系数、距离差值的区间和区间运行速度,丝杠滑块以最快速度达到指定位置,误差可在0.3 mm以内,实现丝杠滑块快速精准停止。
[关键词]滚珠丝杠;比例控制;相对运动;精准停止
[中图分类号]TH87 [文献标志码]A [文章编号]2095–6487(2022)04–00–03
Research on Motion Control of Ball Screw Slider
Yang Feng,Li Wei-bin,Zhang Wen-ze,Ren Ya-li
[Abstract]Based on Ethernet technology, Rockwell controller and frequency converter, CCW software programming are used to control the relative movement of the ball screw slider. By changing the scale factor, the interval of distance difference and the interval running speed, the lead screw slider can reach the specified position at the fastest speed, and the error can be within 0.3mm, so that the lead screw slider can stop quickly and accurately.
[Keywords]ball screw; proportional control; relative motion; precise stop
滚珠丝杠是工具机械和精密机械上最常使用的传动元件,其主要功能是将旋转运动转换成线性运动,或将扭矩转换成轴向反复作用力,兼具高精度、可逆性和高效率的特点。由于具有很小的摩擦阻力,滚珠丝杠被广泛应用于各种工业设备和精密仪器。利用交流电机驱动丝杠,并配备编码器来反馈当前转动情况,组成闭环达到精准控制[1-2]。
采用罗克韦尔Micro850控制器和PowerFlex525交流变频器[3-4],通过以太网控制滚珠丝杠滑块相对运动,利用编码器反馈确定当前丝杠滑块的位置、丝杠电动机的转速。采用比例控制方式,滑块上指针指于刻度尺上某个位置为起始位置,目標位置任意(范围在0~400 mm)时,滑块从起始位置开始运动,可以快速精准地停止到指定位置,停止变频器运行,误差可在0.3 mm以内。
1 罗克韦尔设备简介
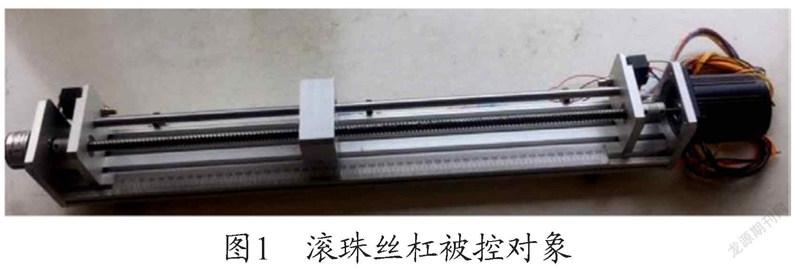
滚珠丝杠被控对象如图1所示。其结构主体是由工业级铝型材和航空级铝合金板材加工,并电镀表面氧化后组成,配有滚珠丝杠,在设备一侧的平台上安装有铝制格尺,量程为0~500 mm。在设备两侧配有两个限位开关,在滑块中心位置配置指针和挡针,可实现指定特殊位置。在设备侧面安装有3个U槽T形光电传感器,位置可任意调动。220 V交流电机通过联轴器连接带动旋转,由增量式光电旋转编码器提供反馈信号,通过控制器形成闭环回路。
实验采用48点型号为2080-LC50-48QWB的控制器,能支持6个HSC,高速输入/输出点分布为Ⅰ-00 ~Ⅰ-11,其中每两个口为一组。
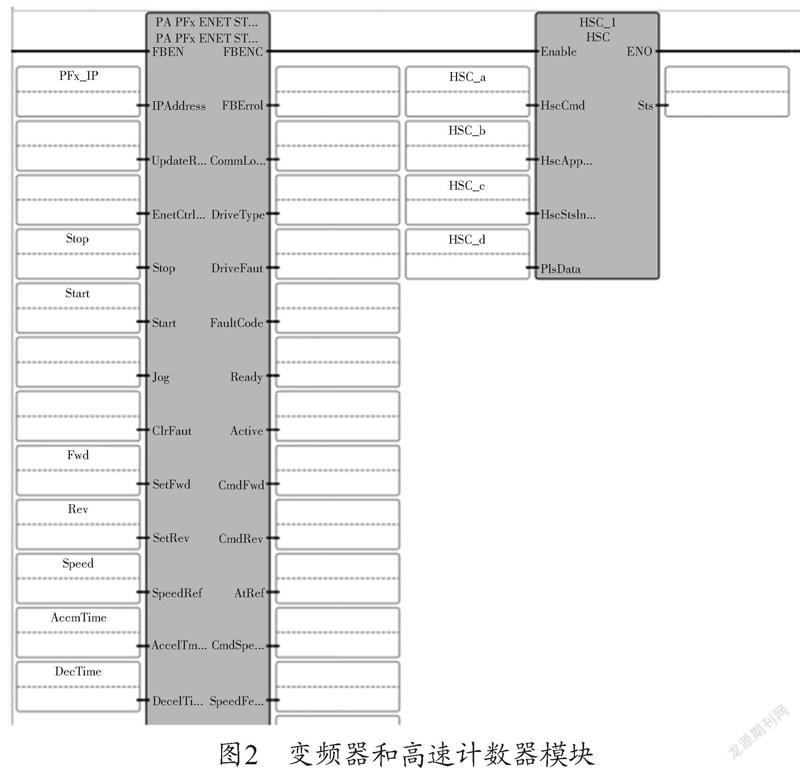
PowerFlex525交流变频器非常适合EtherNet/IP通信需求。用以太网控制变频器时,利用CCW软件编程时,梯形图中需要分别添加一个变频器模块RA_PFx_ENET_STS_CMD和一个高速计数器模块HSC_1,如图2所示。
变频器模块里需要配置的变量有:IP地址PFx_IP、停止Stop、启动Start、速度Speed、加速时间AccTime、减速时间DecTime、正转Fwd、反转Rev。AccTime与DecTime一般填写0.1,Speed可在程序里进行填写和更改。
高速计数器用于检测窄脉冲(快脉冲)。HSC_a→HscCmd,功能块执行、刷新等控制命令;HSC_b→HscAppData,HSC应用配置;HSC_c→HscStsInfo,HSC动态状态;HSC_d→PlsData,可编程限位开关数据用于设置HSC的附加高低及溢出设定值。
2 滑块运动控制
2.1 滑块行程计算方式
被控对象丝杆型号为1204,“12”代表丝杠的直径,“04”为丝杠的螺距,即丝杠转1圈,滑块的行程为4 mm。理想状态下编码器的每转一圈的脉冲数为360,故可推算理想状态下,每毫米编码器的脉冲数为360/4=90(脉冲/mm)。实际情况会有误差,需要测量,但在90脉冲/mm上下浮动。
具体操作:添加好HSC高速计数器模块并配置变量,将滑块上的指针手动调节到一个整数位置,程序下载到Micro850中,手动转动丝杠,让滑块走10 mm,程序中读取HSC_b.Accumulator数据除以10,就得到每毫米编码器的脉冲数a(脉冲/mm)。通过编码器产生的脉冲数计算成滑块运行的实际距离S1公式为:S1=HSC_b.Accumulator/a(mm)。
2.2 比例P调节速度
比例系数P的计算:P=Vmax/Smax,其中Vmax为变频器速度最大值,Smax为滑块最大行程。P的值可以调整,大小影响丝杠滑块停止时的精度。
设滑块起始位置S0,目标位置S3,滑块向右运行,则相对行程S2=S3-S0。滑块从S0向S3运动时,实际距离S1从0增加到S2,差值dS=S2-S1=0时滑块应停止。96C475A7-7C7C-475D-9A71-FBAF1628FE9C
通过比例系数P计算电动机实时变化速度公式为V=dS·P。滑块从起始位置向目标位置运动时,dS会越来越小,所以电动机瞬时速度V也越来越小,是减速运行。
例如:当滑块从100 mm滑动到400 mm时,S0=100 mm,S3=400 mm,S2=300 mm,S1从0增加到300 mm,dS的数值范围为0~300 mm。若P=0.15,电动机的瞬时速度V从45 Hz开始启动直到减小为0。可以看出,滑块相对行程越大,电动机启动速度就越大,启动速度是由比例系数P计算得到的。
2.3 滑块相对运动
根据以上分析,首先根据滑块上的指针确定好起始位置和目标位置,计算出相对行程S2及差值dS,确定比例系数P大小,将S2和P的值填写在变量选择器的“初始值”里,并设置好Micro850和变频器IP地址及其他相关变量[5]。
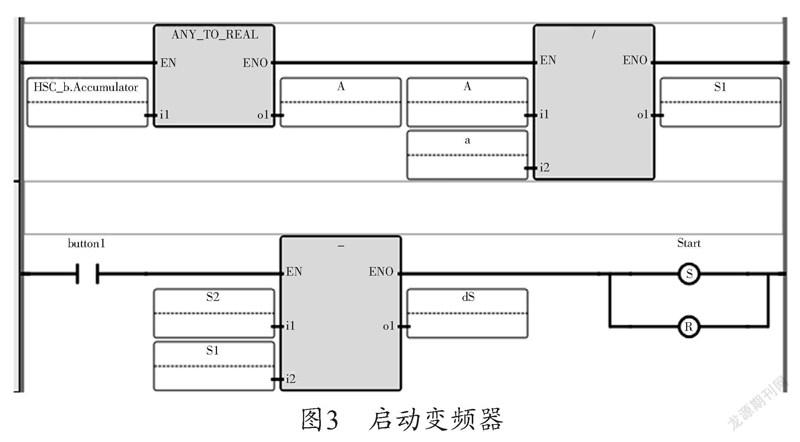
利用CCW软件编程,如图3所示,先将编码器脉冲数的变量HSC_b.Accumulator由DINT型转换成REAL型变量A,变量A是计算的实际每毫米编码器的脉冲数,button1为启动按钮。
将通过比例系数P计算出来的速度给变频器,让变频器带动电机反向运行,滑块向右,如图4所示,button2为运行按钮,此时在19≤dS≤S2区间减速运行。
当丝杠滑块运动到一定的距离区间时,速度会变小,导致以瞬时速度无法克服摩擦等因素引起的阻力而引起的卡顿现象,这时需要给一定速度,运行过此区间。设此区间为9≤dS≤19,速度为10 Hz,如图5所示。
当距离差值“dS”值越来越小时,还会在一定区间会造成有速度不运行的现象,在此区间需要给变频器一个最低运行速度,让丝杠滑块继续运行。设此区间为0.9≤dS≤9,速度为5 Hz,如圖6所示,需要注意5 Hz不是通用速度,每台设备的最低速度根据实际情况选择。
当滑块距离目标位置越来越近时,可以在一定的区间范围停止变频器工作,变频器会有减速过程,丝杠滑块会相对运动一定的位置,来达到精确停止。设此区间为0≤dS≤0.9,如图7所示。
根据以上程序可以看出,丝杠滑块运动分为4个区间进行:第一区间为19≤dS≤S2,速度为通过比例系数P计算出来的速度,并不断减速运行;当Step=1时为第二区间,9≤dS≤19,速度为10 Hz并保持不变;当Step=2时为第三区间,0.9≤dS≤9,速度为5 Hz并保持不变;当Step=3时为第四区间,0≤dS≤0.9,速度为0,滑块依靠惯性运行过此区间。
3 结束语
滚珠丝杠滑块运动控制是通过更改比例系数P、距离差值dS的区间和区间运行速度,就可以达到丝杠滑块精准停止的目标。滚珠丝杠运动控制系统设计过程比较难,因不同设备具有差异性,滑块运动摩擦力不等,所以对每台设备来说,比例系数、距离差值区间和区间运行速度的选取都不相同,需要根据实际情况多次实验,选取适合本台设备的相关参数实现滑块快速精准停止。
参考文献
[1] 邓钰耀, 钟世莲, 廖健竹. 加工中心滚珠丝杠的应用 [J]. 机电元件, 2021, 41(3): 58-60.
[2] 薛宝珠, 李梦阳, 郭英杰. 超精密大行程滚珠丝杠进给系统设计与实验研究 [J]. 机床与液压, 2021, 49(20): 23-27.
[3] 钱晓龙, 李晓理. Micro800 控制系统 [M]. 北京: 机械工业出版社, 2013:395.
[4] 孙刚, 张涛. AB变频器及其控制技术 [M]. 北京: 机械工业出版社, 2012:5.
[5] 赵伟. PLC控制系统设计安装与调试 [M]. 北京: 中国水利水电出版社, 2014:173.
基金项目:陇东学院2022年校级大学生创新创业训练计划项目(20221213)96C475A7-7C7C-475D-9A71-FBAF1628FE9C