光交联自支撑丝素蛋白水凝胶的三维快速成型
2022-06-10吕玲玲潘小鹏孙广东李永强姚菊明邵建中
黄 益,吕玲玲,潘小鹏,孙广东,李永强,3,姚菊明,邵建中
(1.浙江理工大学材料科学与工程学院,2.生态染整技术教育部工程研究中心,杭州 310018;3.浙江理工大学桐乡研究院,桐乡 314500)
三维(3D)生物打印技术可将医学影像建模、设计和仿真技术相结合,具有快速、准确模拟制备复杂形状实体组织或器官的特点,在人造皮肤、人造心脏及人造血管等生物组织工程领域应用前景广阔[1,2].应用3D生物打印技术定制人造组织或器官,对作为“生物墨水”的组织工程支架前驱液有着极高的应用要求,其不仅需具备优良的生物相容性、可降解性及合适的流变特性以满足高精度、流畅喷印的要求[3,4],且打印后需迅速完成交联成型并保持良好的力学性能和结构稳定性[5],这对“生物墨水”材料的选用与成型效率提出了极大的挑战.
蚕丝再生丝素蛋白具有优异的生物相容性(无致敏性和遗传毒性,可支持各种细胞的黏附、增殖和分化)及可降解性等特点,在药物缓释、伤口敷料和生物支架等生物医药领域广泛应用[6~8].采用丝素蛋白(SF)构建上述“生物墨水”可先使用蚕丝制备再生丝素蛋白溶液,后经物理或化学方式交联成型构建SF凝胶支架.然而,常规的SF交联技术(包括加热、超声、旋涡震荡及添加表面活性剂等物理交联,戊二醛、碳化二亚胺、二缩水甘油醚和京尼平等化学交联,以及辣根过氧化物酶、酪氨酸酶和转谷氨酰胺酶等生物酶交联)均无法满足3D打印对SF“生物墨水”实时成型效率的要求[9,10].此外,高温交联条件和化学交联剂易导致具有生物活性的细胞和药物失活[11].因此,SF的实时交联成型亟需交叉学科间的融合与创新来实现突破.
光交联以光波为能量源,通过光激发分子的化学反应来实现聚合交联[12].该技术具有反应速率快、反应温度低及可在特定区域和官能团间反应等特点,在生物组织材料的快速制备中优势显著[13].为赋予SF光聚合反应能力,研究者主要通过光敏改性剂,如甲基丙烯酸酐(MA)[14]、甲基丙烯酸缩水甘油酯(GMA)[15~17]、甲基丙烯酸异氰酸乙酯[18]或降冰片烯二酸酐[19]等对SF侧链上的氨基改性,这虽可满足SF实时交联效率的要求,但仍存在接枝率、接枝分布等参数的反应可控性问题[20],并且光敏性基团的引入会对SF的生化特性产生一定程度的影响[21].
在本课题组前期对光诱导自交联研究的基础上[22~24],本文采用挤出式3D打印技术,以三联吡啶氯化钌[Ru(Ⅱ)]和过硫酸钾(KPS)为蓝光引发体系,开发了适用于自支撑SF的实时光交联3D打印技术.通过进一步对打印前驱液固化速率、气压、打印头移动速度及针头尺寸等参数的匹配性研究,探明了自支撑SF水凝胶三维支架的原位光交联成型加工工艺及精细化调控方法.
1 实验部分
1.1 试剂与仪器
六水合三联吡啶氯化钌、过硫酸钾和聚乙烯吡咯烷酮,分析纯,阿拉丁试剂(上海)有限公司;无水氯化钙和无水乙醇,分析纯,杭州高晶精细化工有限公司;脱胶生丝坯布,65 g/cm2,杭州万事利丝绸数码印花有限公司.
MCR52型旋转流变仪,奥地利安东帕有限公司;Omicure S2000型光量热单元,加拿大EXFO公司;Dispense Mate D-585型点胶系统,美国Nordson公司.
1.2 实验过程
1.2.1 SF溶液的制备与浓缩 将20 g脱胶生丝坯布投入到n(CaCl2)∶n(CH3CH2OH)∶n(H2O)=1∶2∶8的三元体系中,在70℃的条件下溶解3 h,冷却至室温;将上述溶液转移至纤维素透析袋(截留分子量8000~10000)中,置于去离子水中透析3~4 d;将透析完毕后的SF溶液离心处理(25℃,10000 r/min)约20 min,即得到质量浓度为20 g/L(即2.0%)的SF溶液.将制备好的SF溶液装入透析袋内,置于10%(质量分数)的聚乙烯吡咯烷酮溶液中,在5℃下对SF溶液进行反透析,在不同时间点下依次得到所需质量分数的浓缩SF溶液.
1.2.2 光交联SF打印前驱体的制备 将所需浓度的Ru(Ⅱ)和KPS分别加入到20 g/L SF溶液中,经超声溶解后,置于3℃环境下闭光保存备用.
1.2.3 流变性能测试 采用MCR52型旋转流变仪测试SF溶液的基本流变性能,锥板(CP50)与测试平台间的间隙设为0.10 mm,将光交联SF前驱液注入锥/平板间的测试空腔,黏度测试参数设置为:剪切速率为0.1~1000 rad/s,测试温度设为25℃;动态模量测试参数设置为:振幅为0~150%,频率为10 Hz.
1.2.4 光流变行为分析 以MCR52型旋转流变仪与Omicure S2000型光量热单元组成光流变测试系统(Photo-rheology),在振荡模式下对SF前驱液光交联过程中的动态模量进行测试[25].以CP50作为测试附件,设置测试间距0.1 mm,振幅10%及频率10 Hz,对SF前驱液进行时间扫描,在30 s避光扫描后启动蓝光辐照(19.0 mW/cm2).将凝胶点(Gel point)及黏弹性转变时间tgel分别定义为储能模量(G′)与损耗模量(G″)交点及其出现的时间.损耗因子tanδ为G″与G′的比值.
1.2.5 光交联SF的实时挤出成型加工 以10 mL注射器和50 mm聚氯乙烯PVC透明管(φ0.5 mm和φ1.0 mm)组成简易挤出式打印头,模拟SF的实时光交联挤出成型加工.添加SF光交联前驱体后,缓慢挤压使前驱体进入透明针头的同时,开启蓝光光源并使光斑照射在针头前中部,持续缓慢推压活塞使已交联SF水凝胶以约1 mm/s的速度挤出针头.光交联三维成型加工系统由Dispense Mate D-585型点胶系统与蓝光辐照系统两部分组成.以棕色针管作为打印前驱体存储装置,并配备不同尺寸的打印针头,以Omicure S2000型光量热单元提供蓝光(氙灯加载400~500 nm截止滤光片)并通过光纤导出.在计算机Fluid Move软件控制系统中设计打印图案,设置喷头系统的移动速度、针头高度等,调节光强和气压以保证水凝胶能够流畅挤出.
2 结果与讨论
2.1 SF溶液的流变性能
SF生物支架材料的流变学特性是实现其3D打印的关键,因此有必要对SF溶液的流变性能和可打印性进行研究.图1(A)示出不同浓度SF溶液的流变性能.在剪切应力作用下,低浓度SF溶液[w(SF)<10%]表现出剪切稀化行为.当w(SF)>15%时,随着剪切速率的增加,黏度保持基本稳定.分析认为高浓度SF溶液[w(SF)>15%]中大分子链的流动性降低,从而影响其大分子的自组装和排列行为[26].此外,SF溶液的黏弹行为显示,当w(SF)<20%时普遍表现为典型的黏性行为(G″>G′)[图1(B)].上述纯SF溶液的流变特性分析表明,其无法满足挤出式3D打印对材料成型性、保型性及打印精度的要求.
2.2 光诱导SF自交联反应
纯SF三维成型加工的关键在于开发与3D打印技术相适应的交联方法,以实现其结构稳定.本课题组前期工作已对蓝光诱导下Ru(Ⅱ)/KPS体系与丝素蛋白氨基酸侧基间的光化学反应机制进行了研究[22].Scheme 1示出了在蓝光引发体系下Ru(Ⅱ)/KPS的光化学反应.Ru(Ⅱ)分子为以Ru原子为中心的3个互相垂直的平面联吡啶结构.在蓝光(主波长为465 nm)辐照下,激发态Ru(Ⅱ)*可与KPS发生受自由扩散控制的电子转移反应,生成Ru3+,S及S光化学反应产物,其中Ru3+和S均具有较强的氧化性,可将相邻SF大分子链上的酪氨酸残基氧化为酪氨酸自由基,进而耦合交联为二酪氨酸结构,以实现SF的光诱导自交联反应.以Ru(Ⅱ)/KPS作为蓝光引发体系,在465 nm波长蓝光辐照下即可实现SF水凝胶的固化成型(Scheme 2).对SF水凝胶进行结构稳定性测试,结果表明该光交联SF水凝胶可承受73%振幅范围内的剪切作用,具有较好的抗剪切稳定性(图2).此外,抗压机械性能测试结果表明,该光交联SF水凝胶在100 g压力作用下仍可保持结构完整(图3).利用SF本身的光化学特性,可实现SF大分子在蓝光诱导下的自交联反应,这为光交联SF水凝胶材料的三维成型建立了理论和应用基础.
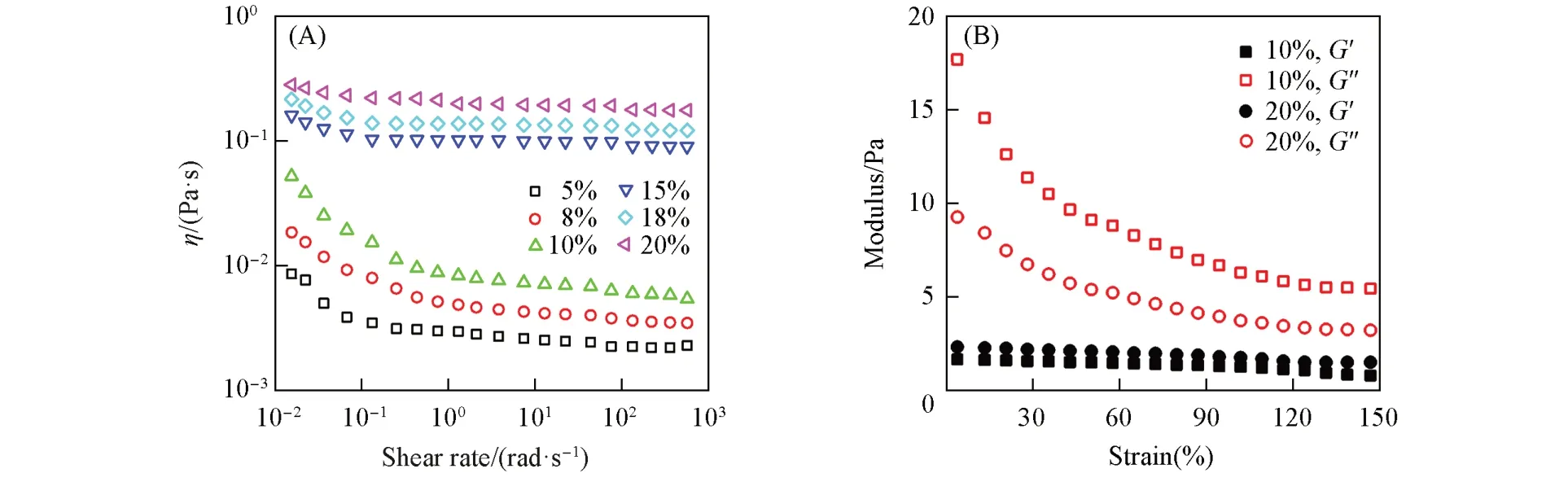
Fig.1 Shear viscosity(A)and dynamic modulus(B)of silk fibroin solution at different concentrations

Scheme 1 Photochemical reaction of Ru(Ⅱ)/KPS under blue light irradiation

Scheme 2 Crosslinking structure of photocured SF hydrogel

Fig.2 Dynamic shear modulus of the photocured SF hydrogel under different shear strain amplitude
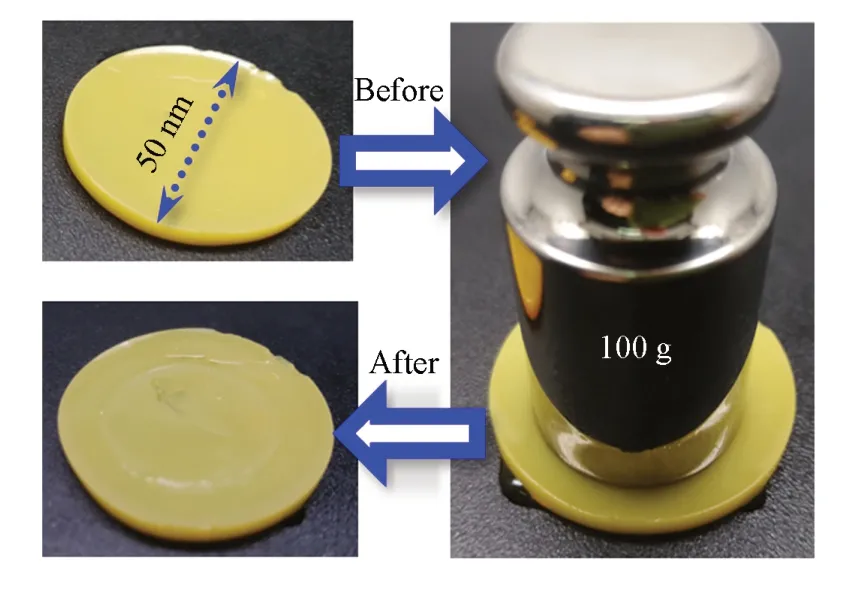
Fig.3 Compression test of photocured SF hydrogel
2.3 SF光交联动力学
为研究蓝光诱导Ru(Ⅱ)/KPS引发SF自交联行为和交联动力学,采用光流变测试系统监测SF光交联实时凝胶化行为.光交联SF的动态剪切模量变化可用来描述其时间依赖的黏弹性行为.光敏剂用量对SF光交联行为具有重要影响,图4(A)示出了不同光敏剂Ru(Ⅱ)用量下SF的黏弹性行为.SF的凝胶化过程主要由其G′(即弹性行为)的增长所主导,即随着SF大分子间耦合交联反应的进行,水凝胶材料的黏性行为基本不变,而弹性行为逐渐增强,弹性行为的增长速率反映了SF的光交联效率.图4(B)为不同光敏剂Ru(Ⅱ)用量下光交联SF损耗因子(tanδ)的变化.损耗因子整体呈下降趋势,同样验证了SF光交联过程中弹性行为的变化.

Fig.4 Dynamic modulus(A)and damage factor(B)of SF during photocuring
随着光交联时间的延长,不同浓度的Ru(Ⅱ)下SF的G′逐渐增大;同时,随着Ru(Ⅱ)增加,G′整体上呈现先增加后降低的趋势,在0.05 mmol/L Ru(Ⅱ)条件下,SF的光交联效率达到最大.光交联SF的黏弹性转变点(G′=G″或tanδ=1)显示出同样的变化规律.这一现象可归因于自由基光引发过程中的“滤镜效应”[27],即光引发剂含量增加到一定程度时,前驱液表层引发剂分子吸收大部分光子能量,降低了下层引发剂对光能的吸收,导致内部SF大分子出现交联程度下降、交联网络不匀的现象.
此外,由于光交联SF存在的弱凝胶化效应(G′<100 Pa),在较短时间范围内(20 min)光交联SF往往难以达到其最终的G′.为了对SF整体的光交联行为进行量化和预测,采用自由基光聚合交联凝胶动力学模型[式(1)][22]对不同光敏剂用量下SF的光交联行为进行拟合处理[图5(A)]:

结果表明,SF的光交联凝胶化行为遵循指数函数增长模型.利用式(1)可对SF最终的理论弹性模量(G′∞)进行量化和预测,为光交联速率低且难以在短时间内监测到完整凝胶化行为的体系提供有效的数学模型.此外,还可利用该凝胶化方程对SF光交联反应程度进行调控,以满足实际加工需求.

Fig.5 Fitting results of dynamic storage modulus(A)and t gel&G′∞(B)of photocured silk fibroin
以黏弹性转变时间tgel和G′∞为评价指标,对不同引发体系用量下SF的光交联效率进行对比.由图5(B)可知,当Ru(Ⅱ)的浓度大于0.5 mmol/L时,tgel逐渐增大,G′∞较为稳定,表明尽管“滤镜效应”造成SF交联效率的整体下降,但充足的光照时间可使其弹性保持相对稳定.需要注意的是,在0.01 mmol/L微量光敏剂Ru(Ⅱ)引发下,光交联SF凝胶材料可获得最大的G′∞和较高的凝胶效率(G′∞:约1700 Pa,tgel:18 s).随着光敏剂用量的增加,“滤镜效应”愈加显著并影响SF的光交联反应,导致交联度的下降.因此在实际应用过程中应优化Ru(Ⅱ)用量,以降低“滤镜效应”对SF光交联的影响.
2.4 SF实时光交联打印
将蓝光诱导SF的自交联特性和挤出式3D打印技术相结合,开发了一种可自支撑SF水凝胶的实时光交联3D成型技术[图6(A)].该技术的创新之处在于利用0.01 mmol/L Ru(Ⅱ)/0.05 mmol/L KPS引发下SF的高效、快速光交联固化特性,在透明打印针头部位经蓝光辐照实现SF的原位交联反应,经气压作用挤出针头,同时在三维移动系统的配合下,实现SF水凝胶的三维成型加工.为验证该技术的可行性,首先采用手工模拟方式测试SF在两种不同孔径透明管状针头中的交联行为及挤出成型效果[图6(B)].两种不同直径(φ0.5 mm和φ1.0 mm)的线条状SF光交联水凝胶样品表面光滑,具有良好的结构稳定性和自支撑性,可满足SF溶液的实时光交联挤出成型加工要求.在优选打印针头的基础上,光交联SF水凝胶的三维成型还需要解决两个技术要点:(1)SF水凝胶光交联速率与挤出速率的匹配;(2)SF水凝胶挤出速度与三维移动速度的匹配.
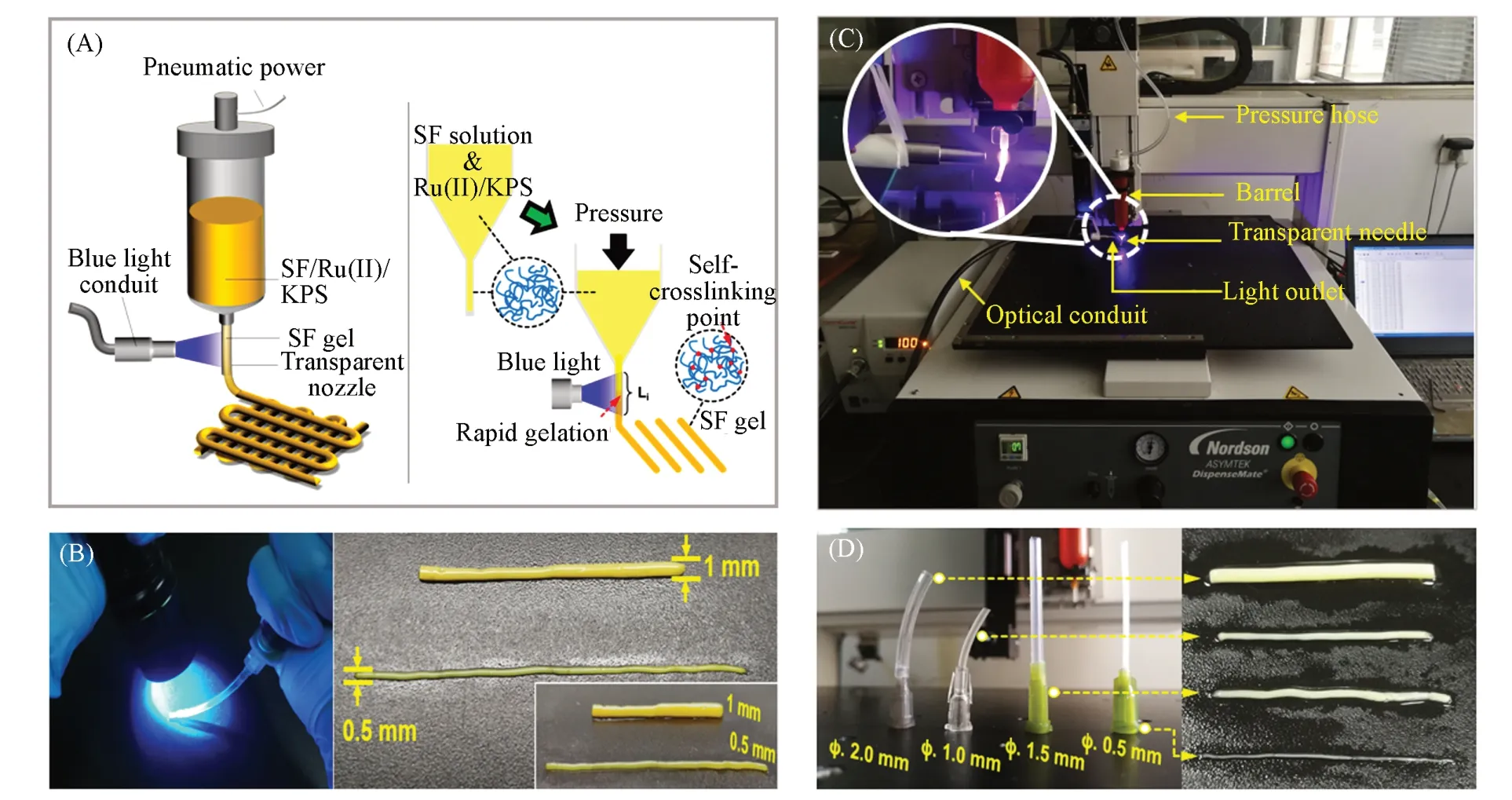
Fig.6 Real⁃time light crosslinking 3D printing for silk fibroin
用于SF实时光交联挤出成型加工的打印装置改装效果如图6(C)所示,最终需要保证光斑落点位于透明打印针头上且与针头始终保持相对静止.SF光交联前驱体在气压的作用下被挤压进入透明针头,并经蓝光辐照快速交联固化,在挤出打印针头后随着针头的三维移动而成型.由此可知,SF最终的成型状态将很大程度上取决于透明针头的内部构造,因此可以通过调节针头内部尺寸实现对SF光交联水凝胶最终成型状态的有效调控.采用4种不同内径的自制透明针头对SF实时光交联固化3D打印效果进行测试[图6(D)].SF水凝胶样品的形态可根据针头尺寸进行调节,同时水凝胶样品在挤出打印成型过程中仍能保持结构完整.
SF光交联前驱体[0.01 mmol/L Ru(Ⅱ),0.30 mmol/L KPS及5%SF溶液]在表1列出的打印工艺参数下,采用两种孔径(φ1.0 mm和2.0 mm)针头时制得的单层及多层结构SF水凝胶样品如图7所示.通过对光照强度、光斑大小及气压等因素的调控,以两种不同内径透明针头(φ1.0 mm和φ2.0 mm)可加工制备单层及多层结构的SF水凝胶样品,其圆柱状水凝胶线条直径分别保持在1.0 mm和1.8 mm左右,SF水凝胶呈半透明,具有微弹性;所制得的SF水凝胶在双层和三层等三维结构中可实现自支撑,未出现结构坍塌现象,表现出较高的结构稳定性,表明该体系在复杂结构三维打印成型中具有开发潜力.

Table 1 Optimal printing parameters for two kinds of silk fibroin hydrogels

Fig.7 Designed patterns and photographs of the printed silk fibroin hydrogel
3 结 论
SF溶液普遍表现出黏性特征,具有较低黏度(<0.2 Pa·s)和较差的打印性及保形性.蓝光诱导下Ru(Ⅱ)/KPS可通过将相邻SF大分子链上的酪氨酸残基氧化为酪氨酸自由基,进而耦合交联为二酪氨酸结构,实现SF的自交联凝胶化反应.SF的凝胶化过程主要由其储能模量(G′)的增长行为所主导,且在较高Ru(Ⅱ)用量(c>0.05 mmol/L)下会出现“滤镜效应”,导致SF光交联效率下降.在0.01 mmol/L Ru(Ⅱ)条件下SF体系具有较高的凝胶效率(G′∞:ca.1700 Pa,tgel:18 s).以该体系作为打印前驱体,通过对光照强度、光斑大小、气压及针头移动速度等参数进行调控,制备了由直径1 mm和2 mm SF水凝胶线条堆积而成的可自支撑三维支架材料,为蚕丝丝素蛋白在3D生物打印材料中的应用进行了有益探索.