外加磁场对高速TIG焊的焊缝成形影响
2022-06-10江淑园贾斯法刘启明
韩 琦,江淑园,贾斯法,刘启明,黄 磊
(1.江苏航空职业技术学院 航空工程学院,江苏 镇江 212134;2.南昌航空大学 航空制造工程学院,江西 南昌 330063)
0 引言
不锈钢按照显微组织不同可以分为铁素体不锈钢、马氏体不锈钢和奥氏体不锈钢[1],其在腐蚀性环境中具有高度化学稳定性,因此被广泛用于航空航天、医疗器械、建筑等行业。普通TIG焊具有电弧燃烧稳定、飞溅小、焊缝成形美观等优点。随着现代制造业中焊接结构件的快速增多,普通TIG焊接速度、生产效率已经无法满足需求,这就需要提高TIG焊接速度,但高速TIG焊电弧容易后倾,焊缝出现咬边、驼峰等焊缝表面成形缺陷[2]。为了既能使焊缝成形美观,保证焊接质量,又能提高焊接速度,目前,沈阳工业大学常云龙[3]在高速TIG焊奥氏体不锈钢实验中引入横向磁场,解决了因高速焊引起的咬边、驼峰现象。山东大学王林[4]将横向磁场引入到高速GMAW焊接过程中,通过外加磁场抑制熔池内后向液体流的动量,从而有效抑制驼峰焊道和咬边,改善焊缝成形。大量研究表明,将磁场引入到高速熔化焊接过程中,在合理的焊接参数和一定范围内的外加磁场强度下,外加磁场可以有效控制焊接电弧形态和运动方式,提高电弧“挺度”,从而可获得良好的焊缝成形和综合的力学性能[5,6]。
以上大多数研究通常是在高速焊接过程中引入横向磁场。相比横向磁场的发生装置,纵向磁场的发生装置具有结构简单、制作成本低、容易操作、输出磁场强度稳定等优势。本研究以厚度为1.2 mm的409不锈钢作为焊接母材,对高速TIG焊接过程施加不同直流纵向磁场强度进行实验研究,分别对焊接电弧的形态变化和焊缝成形进行了机理分析。既丰富和完善了磁控焊接技术理论体系,又具有一定的工程实用价值。
1 实验材料、设备和参数
1.1 实验材料
本实验选用厚度为1.2 mm的409不锈钢,将其加工成为300 mm×75 mm×1.2 mm的试样,用砂纸打磨表面露出金属光泽,如图1所示,其成分见表1。

表1 409不锈钢的化学成分

图1 409不锈钢试样
1.2 实验设备
实验中使用日立AD-GP2V交直流两用脉冲TIG焊机如图2所示。图3是高速摄像头,主要是对实验过程中磁控高速TIG焊接电弧状态进行实时采集,拍摄速度为1秒钟2000张。外加纵向磁场装置示意图如图4所示。

图2 TIG焊机实物

图3 高速摄像头

图4 外加纵向磁场装置示意图
1.3 焊接参数
本次进行的高速TIG焊接实验选用的焊接电流为165 A,焊接电压为10 V,焊接速度为2 m/min,气体流量为10 L/min。外加直流纵向磁场的磁场强度分别为0mT、5.6mT、9.7mT、14.7mT、21.7mT。
2 实验结果与分析
2.1 外加直流纵向磁场对高速TIG焊接电弧形态的影响
通过高速摄影仪获取在施加不同磁场强度时高速TIG焊接电弧的形态,如图5所示。
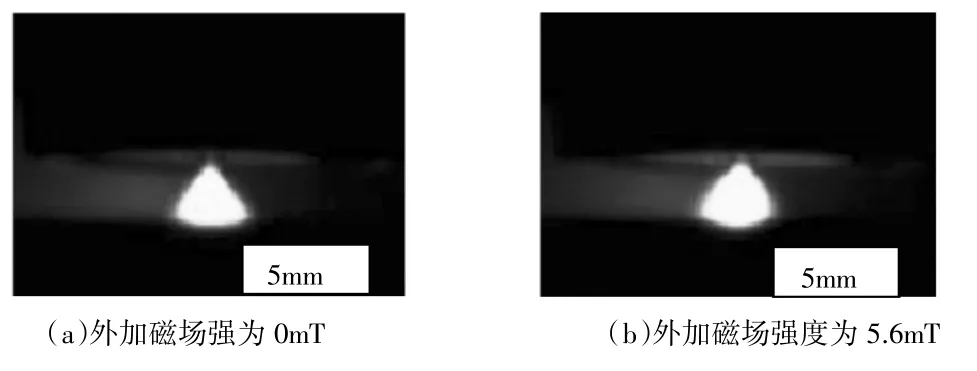

图5 焊接参数一定,不同磁场强度下电弧形态
当焊接电流为165 A,焊接电压为10 V,焊接速度为2 m/min,气体流量为10 L/min时,图5中(a)、(b)、(c)、(d)和(e)分别是磁场强度为0 mT、5.6mT、9.7mT、14.7mT、21.7mT下的电弧形态。可以看出,当无外加磁场作用于高速TIG焊时,焊接电弧呈自然状态的锥形,电弧稍微后倾;当有外加磁场作用于高速TIG焊时,随着磁感应强度的增加,电弧逐渐向外扩张,半径增大,电弧形态由锥形变成下部扩张、上部收缩的钟罩形,此时电弧的挺度也有所增加,电弧后倾现象有所消除。这是由于高速TIG焊接电弧主要由带电粒子及中性粒子组成,通常带电粒子会受到热扩张力、径向电场力等合力的作用,沿着电弧径向方向由电弧中心向外边缘运动并与直流纵向磁场相互作用产生洛伦兹力,在洛伦兹力的作用下,带电粒子围绕电弧中心轴线做快速的螺旋线运动,电弧挺度有所提高,此时的带电粒子也会受到离心力的作用继续向电弧外边缘运动,宏观上看磁控高速TIG焊接电弧的形态整体呈钟罩形[7]。同时,由于电弧中带电粒子及中性粒子的快速运动,电弧和外加磁场对熔池进行搅拌,起到了细化焊缝的一次结晶组织[8]。
2.2 外加直流纵向磁场对高速TIG焊焊缝成形的影响
在保持焊接电流为165 A,焊接电压为10 V,焊接速度为2 m/min,气体流量为10 L/min时,对409不锈钢进行高速TIG焊接实验。图6(a)(b)分别是无外加磁场强度和外加磁场强度为21.7mT时高速TIG焊的焊缝形貌。

图6 不同外加纵向磁场强度下焊缝形貌
显然,图6(a)是在无外加磁场作用下高速TIG焊焊缝形貌,可以明显看出焊缝表面呈现出不规则、不均匀的纹路,并出现咬边、驼峰焊道、不连续等缺陷。这是由于高速TIG焊接过程中,电弧阳极斑点滞后,电弧容易产生后倾。一方面,高速TIG焊接,熔池内的熔融液态金属存在时间短,液态金属快速凝固,焊缝两侧部分缺少足够的液态金属填充,所以易形成咬边;另一方面,电弧后倾对熔池内熔融的液态金属有一定的后排作用,电弧吹力较大时,甚至会把熔池内的液态金属吹到已经凝固的焊缝表面,造成焊缝不连续、不规则。图6(b)是在外加磁场为21.7mT时的焊缝形貌,此时焊缝连续均匀、美观,不存在咬边、驼峰焊道、不连续等缺陷。这说明施加一定强度的纵向磁场对消除焊缝咬边、驼峰焊道、不连续等缺陷具有一定作用,与现有的研究通过施加横向磁场消除焊缝咬边和驼峰焊道有相似的效果,如图7(b)所示[3]。这是因为外加纵向磁场与焊接电弧内带电粒子相互作用产生洛伦兹力,在洛伦兹力的作用下,电弧内带电粒子围绕电弧中心轴线做螺旋线状快速运动,增加了电弧的“挺度”,后倾的电弧在一定程度上被拉直,从而减少焊缝出现咬边、不连续等缺陷。
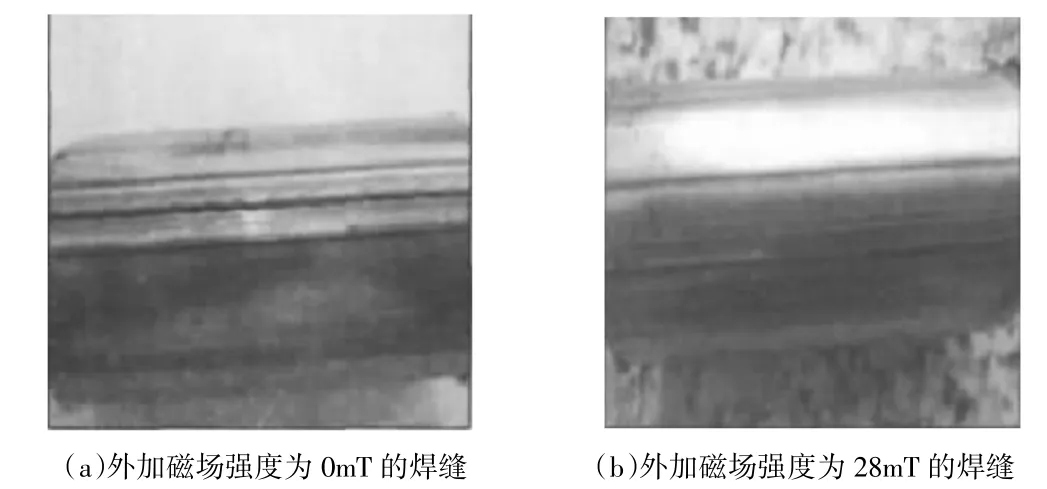
图7 不同外加横向磁场强度下焊缝形貌
3 结语
对于高速TIG焊接出现的焊接电弧后倾,焊缝成形差,易产生咬边、驼峰焊道、不连续等表面缺陷,通过引入一定强度的外加纵向磁场,焊接电弧后倾现象减弱,同时,焊缝成形好,咬边、驼峰焊道、不连续等现象消除。
(1)无外加磁场的普通高速TIG焊,在一定焊接参数下,焊接电弧呈自然状态锥形且后倾。焊缝则出现咬边、不连续等缺陷。
(2)当焊接参数一定时,施加合理范围内的外部纵向磁场强度,高速TIG焊接电弧由无外加磁场时自然状态的锥形变成下部扩张、上部收缩的钟罩形。
(3)当焊接参数一定时,施加合理范围内的外部纵向磁场强度,高速TIG焊焊缝表面呈规则的鱼鳞纹状,且连续均匀、无咬边缺陷。
