某车型路试后驱动桥通气塞渗油问题分析和解决
2022-06-10谢香卫
谢香卫
(柳州五菱汽车工业有限公司,广西 柳州 545007)
0 引言
汽车在行驶过程中,后驱动桥内部零件运转生热,桥内腔的温度升高,压力也随之升高,为了保证桥的密封性以及其内部零部件的使用寿命,桥内部的气压必须与外部相等,后驱动桥的通气塞就是保证桥内外气压平衡的关键零件。通气塞通常设计安装在减壳或桥壳上,垂直于水平面布置,应避开大量齿轮油飞溅到的位置,并且建议在通气孔处设计有气孔护盖,可以阻挡齿轮油直接飞溅入通气塞[1]。通气塞在设计上,需要保证与外界大气相通,同时要防止外界杂质及污染颗粒进入桥内部。通气塞常见结构有橡胶通气塞、金属通气塞和长橡胶管连接两端金属件的通气塞。通气塞渗油问题是后驱动桥开发试验验证阶段中常见的问题之一。文章针对某车型开发过程出现的金属通气塞渗油问题进行分析。
1 问题描述
某车型后驱动桥在开发阶段整车可靠性试验过程中,试验里程完成约2万6千多公里后(整车试验里程共约4万公里),出现通气塞渗油(图1),油迹在后桥壳总成上已蔓延形成已大片湿漉的区域。

图1 某车型后驱动桥通气塞渗油
根据以往车型的开发经验,通气塞渗油是由如图2所示的可能原因造成。本文此开发车型的通气塞渗油问题原因分析亦从以下方面进行逐一分析。

图2 通气塞渗油原因
2 原因分析
2.1 设计问题
2.1.1 螺纹规格设计不当
常闭式通气塞结构,如图3所示,它头部的弹簧顶住盖片,通气塞没有通气时是封闭的,只有在车辆行驶、驱动桥内部传动部件运转做功温度升高后,桥内部的气压增大到一定程度时,盖片挤压弹簧,通气塞才开启通气。通气塞靠锥螺纹装配到桥壳,它采用的是60°密封圆锥管螺纹,此种螺纹具有机械连接和密封两大功能。其对牙型的精度有要求,通过控制牙顶高和牙底高公差、中径线锥度(1∶16)的极限偏差、有效螺纹的导程累积偏差以及牙侧角极限偏差等来确保螺纹副之间的密封性能[2]。本车型的通气塞安装孔内螺纹与通气塞的外螺纹采用的是“锥/锥”配合的圆锥管螺纹结构,可直接靠旋紧就可以密封。其具有密封特性的主要原因有两点:
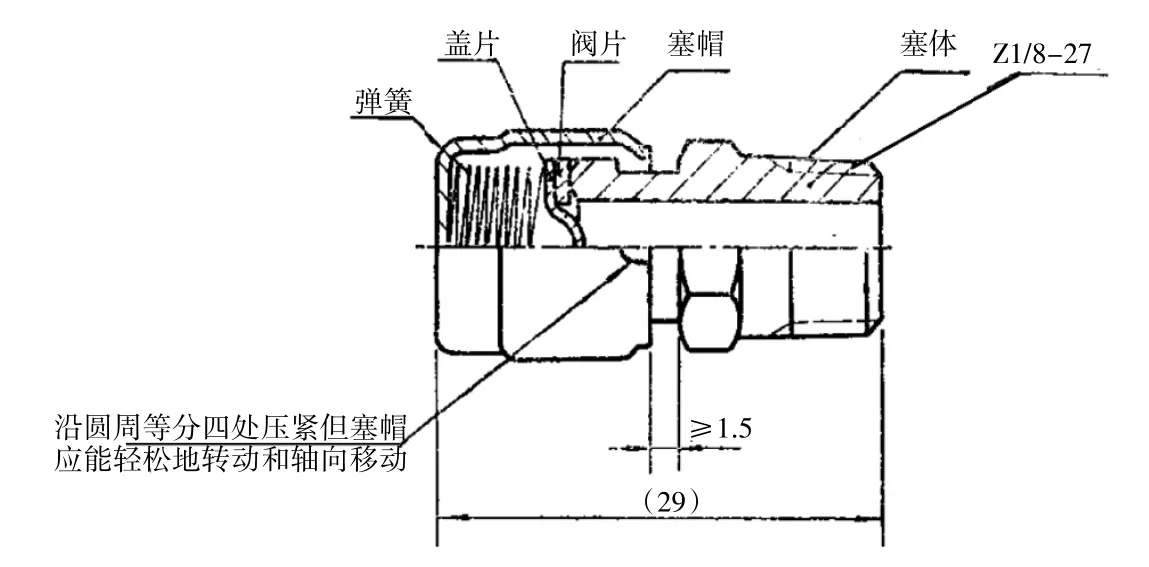
图3 常闭式通气塞结构[3]
(1)由于锥度的原因,这种螺纹在与同样的锥螺纹配合时具有“自紧作用”。如图8所示,外螺纹越往左拧入内螺纹孔,会越来越紧,牙与牙的配合可以实现挤压密封。
(2)其特殊的牙型设计具有“完全吻合”的特性,内/外螺纹的牙型角都是60°且锥度都是1∶16。
后驱动桥的成熟产品上,相同的设计已有量产,并且经过了顾客端的长期使用验证,因此,可以排除螺纹规格配合设计不正确的问题。
2.1.2 通气孔位置、气孔护盖设计
本车型结构的后驱动桥正车行驶时如图4和图5所示,随着被动伞齿轮的转动,齿轮油被逆时针方向甩动,通气塞安装位置布置在桥壳左侧套管上方,已经远离的桥内部齿轮油大量飞溅位置。且桥壳气孔护盖采用满焊形式,齿轮油无法直接从桥壳中间部位渗入气孔护盖内部。只有在车辆转弯或单侧过深坑时,齿轮油流到套管左侧,然后在长期使用后齿轮油从桥壳左侧慢慢渗入气孔护盖内部,此种情况下,如果螺纹副之间的密封性能不足,齿轮油就有可能从螺纹副之间渗出。

图4 通气塞安装位置
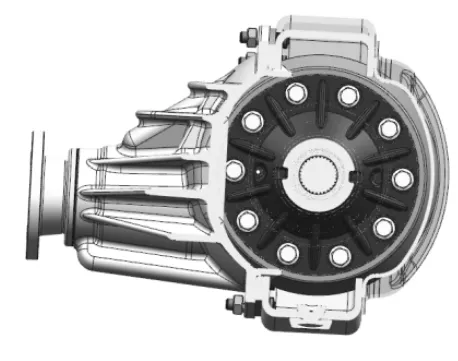
图5 本车型后驱动桥结构
2.2 制造问题
2.2.1 气孔护盖焊接
桥壳气孔护盖要求沿着零件边缘焊接一圈(图6),焊接参数中电流为180~200 A、电压为18~20 V,焊接后检查无漏焊、虚焊、焊穿或焊偏等问题。检查故障桥壳试制记录,气孔护盖焊接满足图纸要求。因此,排除了气孔护盖焊接不合格原因造成通气塞渗油。

图6 气孔护盖焊接要求
2.2.2 螺纹加工不合格
(1)本车型后桥的通气塞为借用量产成熟产品,螺纹部位采用60°圆锥外螺纹结构,已经过市场多年验证,符合螺纹环规检测,因此,排除通气塞零件制造质量不合格问题。
(2)本车型桥壳上的通气孔为60°圆锥内螺纹NPT 1/8。桥壳板料厚度6 mm,比丝锥长度(图7)短很多。如果攻牙时不控制行程,会造成桥壳外侧通气孔口的螺纹大径大于标准要求的基准平面上的螺纹大径。“锥/锥”配合的圆锥管螺纹,内外螺纹具有一样的牙型,配上锥度,螺纹旋紧后可以实现密封。但是螺纹孔在基准平面处已经偏大,螺纹副之间的密封效果已降低。

图7 桥壳通气塞内螺纹孔攻牙丝锥
从图1的故障照片看,通气塞螺牙底部已经完全贴合到桥壳外表面上,但是按照标准GB/T 12716-2011《60°密封管螺纹》的要求(图8),NPT 1/8的外螺纹,装配余量L3为2.822 mm,露出牙数约为3圈[4],进一步说明这台车的通气塞孔加工过大,螺牙与螺牙之间的配合有超过标准要求的间隙值,因此直接导致了车辆行驶约2.6万km时,齿轮油慢慢从螺牙间渗出。桥壳通气塞孔攻牙不合格是导致该路试车渗油的根本原因。

图8 圆锥外管螺纹上各主要尺寸分布位置[4]
3 临时措施和长期措施
3.1 临时措施
NPT 1/8的圆锥管螺纹配合为一般用途的密封管螺纹配合,遵循了GB/T 12716-2011《60°密封管螺纹》的标准,在牙顶和牙低处的配合为过渡配合,如图9所示。为了确保螺纹连接密封的可靠性,可以在螺纹副内添加合适的密封介质,例如在螺纹表面上缠胶带、涂密封胶等[4]。在确定了该路试车渗油的原因为螺纹配合不严后,采取了通气塞外螺纹上缠胶带措施,并经验证,该台路试车后续未再出现渗油问题。

图9 NPT 1/8的压顶高和压低高的公差带分布位置[4]
3.2 长期措施
本车型的后桥壳总成为冲压焊接式琵琶桥,后桥壳的板厚为6 mm,其工艺为:后桥壳上半壳冲压→通气孔钻孔→通气孔攻牙→其他桥壳小件焊接机加工。如果不进行桥壳通气孔圆锥内螺纹的加工行程控制,必定会出现在圆锥内螺纹孔的基准面处,大径、中径和小径偏大的情况。可以通过工艺验证,锁定桥壳通气塞孔圆锥内螺纹的攻牙丝锥行程,以便避免批量生产后通气孔圆锥内螺纹加工过大问题。圆锥内螺纹攻丝后,使用螺纹圆锥工作塞规,检验基准距离长度范围内桥壳通气孔的内螺纹的中径,如图10、图11和图12所示,桥壳通气孔外侧应处与螺纹“基”准平面相距一个螺距范围之内,即不能低于“下”基准面,不能高于“上”基准面。在从表1桥壳通气孔攻牙行程验证记录看,攻丝深度为12~13 mm,通气塞内螺纹孔均为合格状态,最佳攻丝深度为12.5 mm。

图11 “上”基准面

图12 “下”基准面
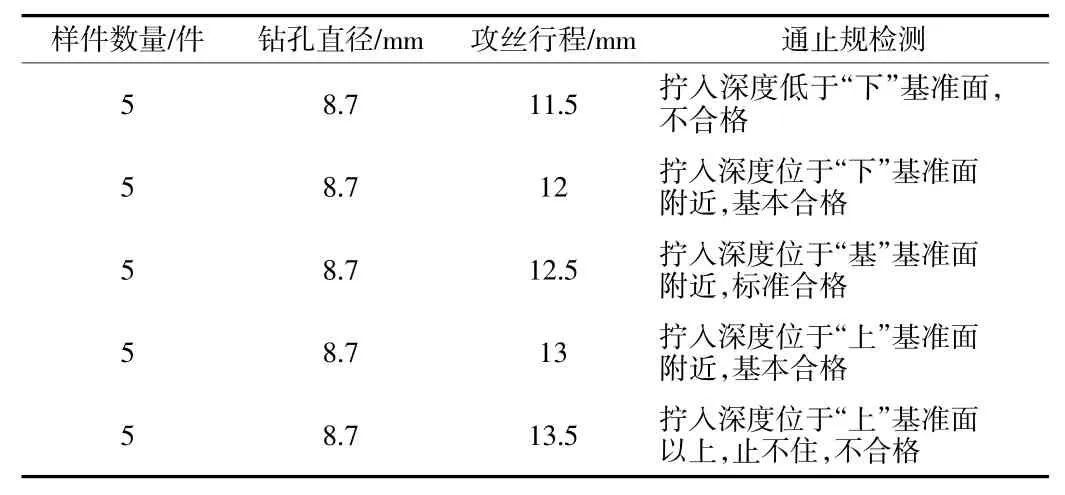
表1 桥壳通气孔攻牙行程验证记录

图10 “基”基准面
4 结束语
60°的圆锥管螺牙配合,其螺纹副之间的配合决定了其密封性能,螺牙加工不合格会直接导致后桥通气塞出螺纹副之间渗油,桥壳的通气塞孔生产制造过程中必须控制其加工行程。在出现圆锥内螺纹孔加工基准面偏大时,可以通过在螺纹副之间添加“介质”来使其重新提高或具备密封性能。
