某装载机驾驶室门变形分析与改进
2022-06-10陈力
陈 力
(广西威翔机械有限公司,广西 柳州 545007)
0 引言
门作为驾驶室最重要的开闭件之一,具有形状复杂,结构尺寸大等特点,其与车身的尺寸配合精度及自身刚度直接影响到驾驶室的密封性能[1]。刚度是指机械零件或构件在受载时抵抗变形的能力[2]。目前,对于工程机型行业而言,驾驶室门的刚度分析尚处于起步阶段,行业也无相关设计标准。本文主要从驾驶室门变形这一质量反馈出发,从门的制造工艺及门的刚度分析了变形产生的原因,参照汽车行业的门刚度仿真分析,并以其他刚度符合市场要求的工程机械驾驶室门刚度值作为对标标准,进行了门的优化设计并最终解决了门变形问题。这一仿真分析,为后续工程机械驾驶室门刚度分析方法及标准的建立提供了良好的实践基础。
1 A型装载机驾驶室门变形现状
根据终端市场用户反馈,驾驶室门主要存在门翘角与门框不平、门密封不严导致驾驶室漏水等质量问题。随机选取2018年全年关于门变形的市场反馈共10件,发现门变形反馈时的整机工作时间从435 h到1933 h不等(整机三包时间为2000 h),变形部位主要集中在门锁侧的门上角,变形量(门与门框的段差)普遍在8 mm以上。
驾驶室门主要采用钣金冲压、包边成型,无骨架,经与加强板、铰链等部件焊接最终形成。与传统工程机械驾驶室门(骨架结构)相比,该门具有造型美观、外观质量好、重量轻等特点,但在受载工况下抵抗外力的变形能力要弱。
为了解门的变形程度,对出厂前的驾驶室门在左上角位置与门框的段差进行了测量,共测量37台,最大偏差8 mm,最小偏差3 mm,平均偏差4.9 mm。
2 A型装载机驾驶室门变形原因分析及确认
分析门的生产工艺,并结合终端市场反馈的门变形量远大于出厂时的变形量,决定从冲压、包边前焊接、包边、包边后焊接、门锁紧等五道工序分析,并测定每个环节对应的门变形量大小。
2.1 冲压件变形及变形量测定
将门内、外板冲压件划分为上、中、下三部分并分别在自由及夹紧状态下进行测量。在自由状态下,门内板主要在上半部分开始出现变形,不平度在2 mm左右。另外,由于零件非绝对刚性,在夹紧状态下,此不平度可消除。门外板在自由及夹紧状态下,整个区域均未有不平。综上所述,冲压件自身的变形非门总成变形的主要影响因素。
2.2 门包边前焊接变形及变形量测定
此工序,主要焊接门内板、门外板、门锁加强板及铰链加强板,焊接完成后,测量发现门不平度在1mm以内,即此工序对门平面度未造成影响。
2.3 门包边变形及变形量测定
选取7件已完成包边工序的门,并对门周圈28个测点位置(图1)做了平面度测量,数据及变形情况如图2所示。

图1 门测点示意图
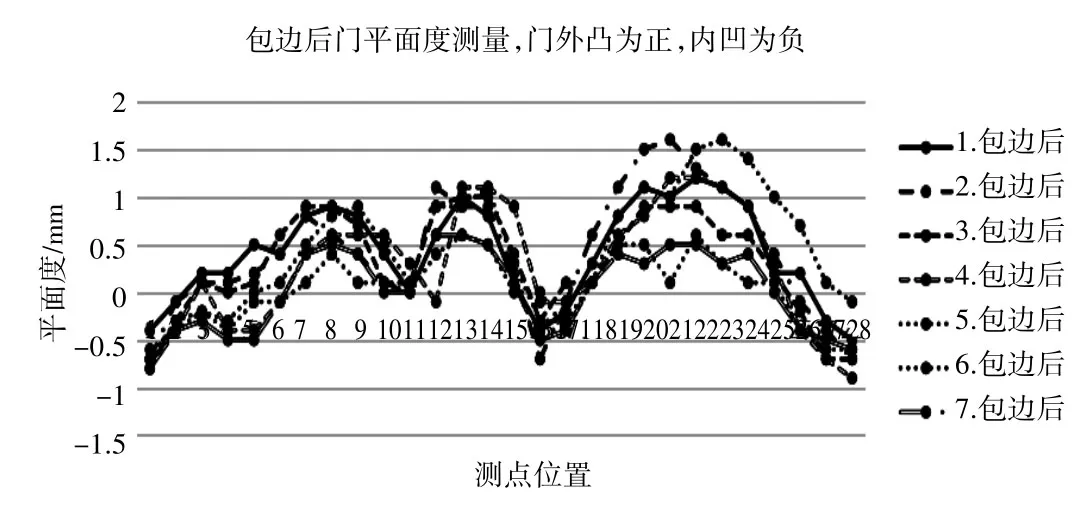
图2 门包边后平面度
从测量数据来看,最大偏差值仅1.6 mm,符合产品平面度公差要求,且市场反馈的左上角外翘在此工序表现为内凹,故门包边工序不是导致门外翘变形的主要原因。
2.4 门包边后焊接变形及变形量测定
对上述7件门继续做包边后的焊接工序(焊接门铰链及门胶条安装板等),采用同样的方法对标定的28个位置做平面度测量,数据及变形情况如图3所示。

图3 门焊接后平面度
从测量的数据来看,最大偏差为8.5 mm,且偏差呈现左上角内凹现象,这与市场反馈的左上角往外翘曲完全相反。即门焊接导致了门变形,但此变形是有利于改善市场反馈的门左上角外翘问题,故门往外翘曲变形的真正原因非门焊接变形。
2.5 门锁紧后变形及变形量测定
将上述7件门装上驾驶室焊接总成并进行涂装及装配工序。基于门下半部分变形量小,重点对市场反馈的门上半部分选取10个测点位置(图4)进行了平面度测量,数据及变形情况如图5所示。

图4 门锁紧后测点分布及门截面示意

图5 门锁紧后平面度
从测量数据来看,越靠近门的左上角,门外翘越严重,最大翘曲量达到了6 mm,这与装配前的变形情况出现极大的反差(装配前此位置最大内凹8.5 mm)。对门做受力分析,装配后出现的变形主要来源于门装上胶条后,在锁门状态下,胶条压缩后产生的反力使得门变形。由此,可初步判定门本身的刚度不足可能是门变形产生的根本原因。
2.6 门刚度有限元仿真分析
由于行业无门刚度指标的标准,现以市场上未出现问题的B型驾驶室门作对标分析,对A型、B型驾驶室门分析内容详见表1,分析过程分别如图6和图7所示。
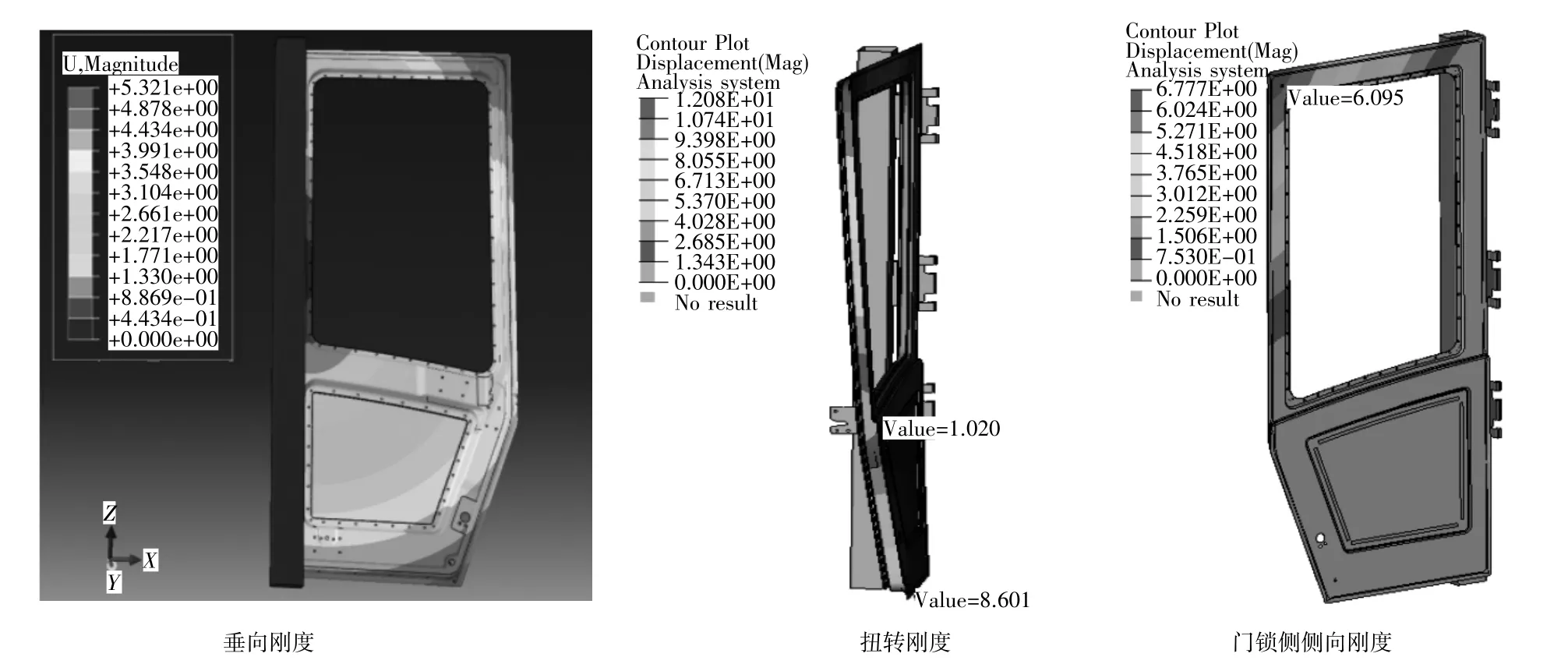
图6 A型装载机驾驶室门刚度分析
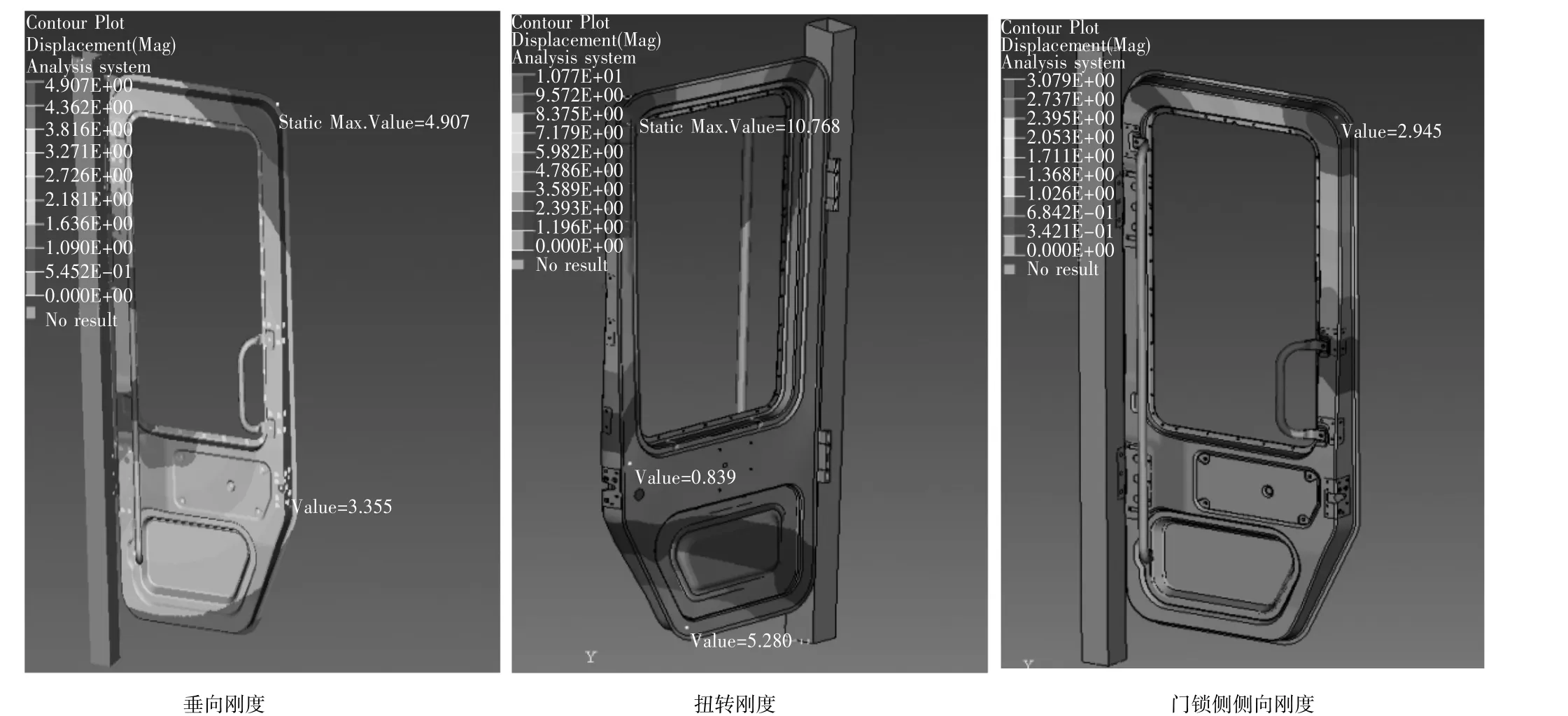
图7 B型装载机驾驶室门刚度分析
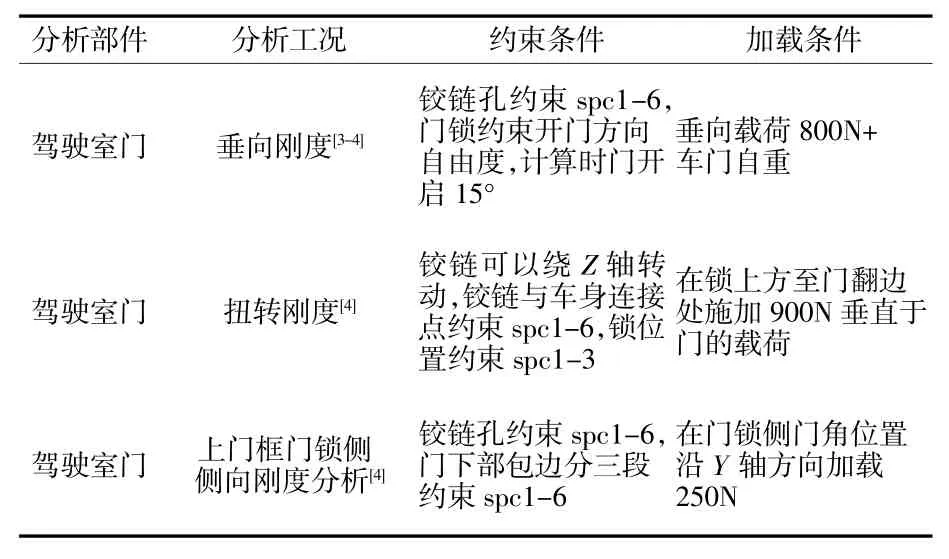
表1 驾驶室门刚度分析内容
分析结果汇总详见表2。
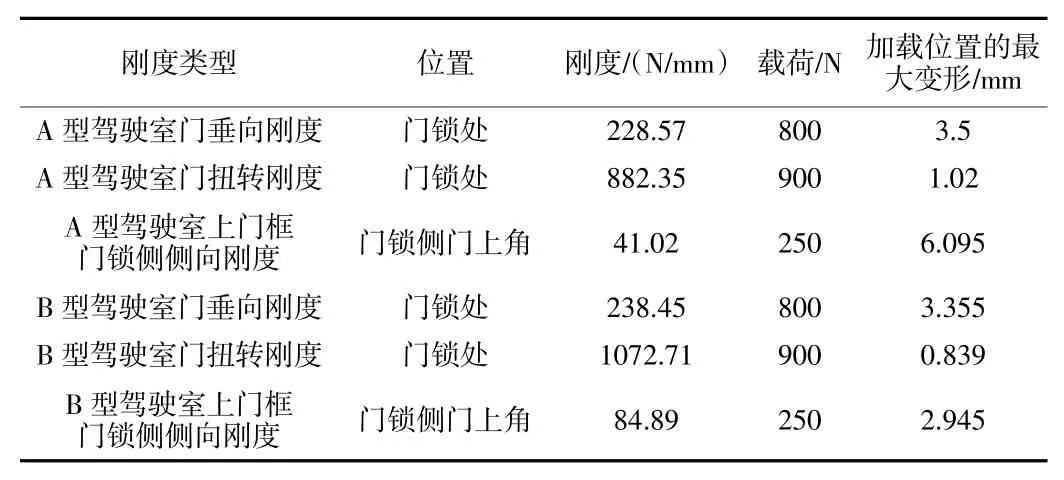
表2 A型、B型驾驶室门刚度分析结果汇总表
通过对比,A型驾驶室门的垂向刚度与扭转刚度值与B型门对应刚度值相当,差距主要体现在上框门锁侧侧向刚度,刚度值仅为B型驾驶室门的50%,这与市场反馈的门像外翘曲变形一致。由此可知,A型驾驶室门变形的主要原因为门自身侧向刚度不足。
3 基于B型装载机驾驶室门基础上的A型装载机驾驶室门改进
3.1 A型装载机驾驶室门改进方案
受制于驾驶室总体结构已经锁定、门及其他覆盖件模具已经投入完毕,主要考虑通过更改门内腔大小、在门冲压件上增加加强筋以及增加门内板厚度等措施要优化门的刚度。优化前、后门截面对比如图8所示。
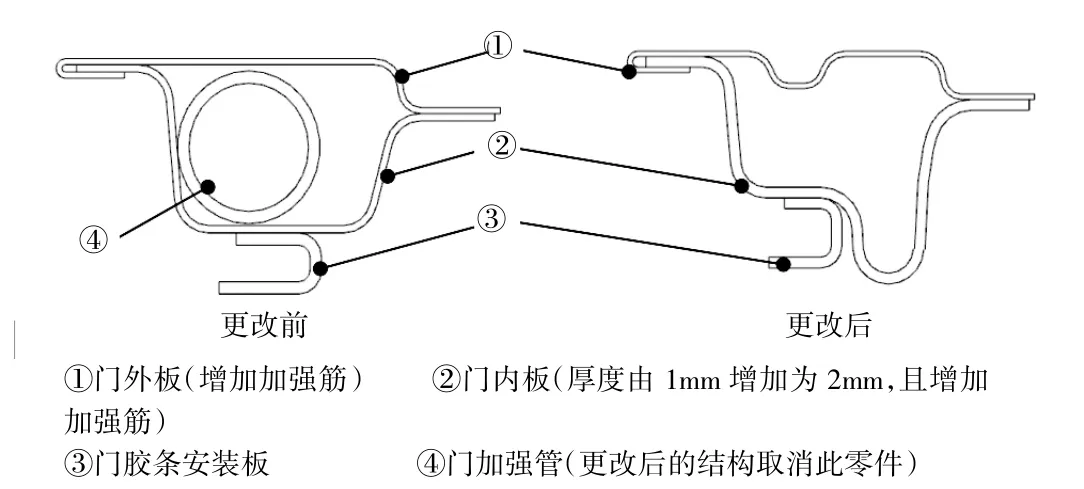
图8 优化前、后门截面对比
3.2 改进后A型装载机驾驶室门刚度有限元仿真分析
采用相同的分析方法,改进后的A型装载机驾驶室上门框门锁侧侧向刚度如图9所示,具体数据详见表3。

图9 优化后门侧向刚度

表3 优化后A型驾驶室门分析结果数据表
从分析结果来看,改进后的A型驾驶室门刚度与B型驾驶室门刚度相当,故决定按照新结构更改模具制作门样件。
4 改进后A型装载机驾驶室门变形市场验证
从门结构切换后连续一年多的市场跟踪来看,原市场反馈的门翘曲变形已经得到彻底解决,即本文所阐述的门结构改进有效。
5 结束语
根据产品在市场上的质量反馈,从产品制造工艺及产品本身特性分析出了问题产生的真正原因,在缺少行业标准及规范的背景下,通过对比分析,并通过有限元方法仿真得到优化后的产品刚度等特性值,为产品的设计优化提供了理论依据[5]。另外,通过跟踪改进后的产品在市场上的表现,最终证实了产品的优化设计有效,同时也说明了有限元的仿真分析对我们的产品设计是有很大的指导意义。
