不锈钢混酸酸洗废液回收技术分析
2022-06-10乔军谢霞张毅贺立红
乔军 谢霞 张毅 贺立红
(中冶南方工程技术有限公司 湖北 武汉 430223)
1 前言
在不锈钢酸洗线中,通常需要通过酸洗除去带钢表面的氧化铁皮,并对带钢表面进行钝化,以提高产品的表面质量和耐蚀性能。不锈钢化学酸洗一般采用硫酸/中性盐电解+混酸(HNO3+HF)的酸洗方法,酸洗过程中,酸液会与氧化铁皮及金属基体中的Fe、Cr等金属元素发生反应生成金属盐[1]。随着酸液中金属离子含量的增加,游离酸成分减少,酸液活性不断降低,酸洗效率下降,同时难溶的金属氟化物极易堵塞泵及管道[2]。若将这种活性降低的酸液直接进行中和处理排放,不仅环保处理成本较高,而且造成很大的资源浪费[3,4]。
2 废酸液回收技术
为了对不锈钢废酸液进行资源回收再利用,以减少用酸量、减少废酸排放、降低生产成本,目前常用的废酸液回收技术主要为树脂床酸回收技术和喷雾焙烧法酸再生技术。
2.1 树脂床酸回收技术
树脂床酸回收技术中的核心部件是树脂床,其利用的是酸阻滞的原理,当酸及其对应的盐组成的混合溶液泵入装有阴离子交换树脂的树脂床时,盐溶液从树脂床另一端流出,酸却被树脂吸附而“阻滞”在树脂柱中,从而使酸和盐溶液得到了分离,因此这种方法也称为酸阻滞法[5,6]。阻滞在树脂上的酸仅通过纯水洗脱即可回收利用,树脂得到再生,从而可重复利用。为了保护树脂床不被污染,需预先对酸洗液中的固体颗粒进行过滤,因此树脂床酸回收系统主要包括过滤单元和回收单元,酸洗废液先经过滤单元对溶液中的固体颗粒进行过滤,再通过回收单元的树脂床吸附游离酸以除去金属离子,用水反冲洗得到回收的游离酸可作为补充酸液,重回生产线循环利用,从而减少酸洗用酸量[7]。
2.1.1 过滤单元
过滤单元的作用,是为了除去酸液中的固体颗粒,既为后续的树脂床回收做好准备,又可以使酸洗槽中的酸泥沉积量大大减少,有效延长机组维护周期,提高生产效率[8]。金属屑和污垢等固体微粒进入树脂床层后会覆盖在树脂的表面,降低酸回收率,甚至阻止酸液流过树脂床从而降低系统处理能力,因此不断从废酸中除去固体微粒,防止酸洗槽中污泥的积累,不仅能保证较好的酸洗效率,也确保了树脂床回收单元回收效率的稳定性。
过滤单元通常包括粗滤系统和微滤系统,粗滤系统可为旋流分离系统或滤布过滤系统,粗滤系统将酸液中≥1mm的颗粒过滤出来。滤布过滤系统中滤布上的淤泥达到一定厚度时,粗过滤器的流量减少,在低流量下,过滤循环将停止,过滤器切换到淤泥去除模式。粗过滤器中残留的酸液被排空到废酸循环罐中,高压空气将滤布表面上的淤泥吹干。淤泥通过热空气干燥完成后,通过相反方向的高压空气脉冲将干燥的淤泥从滤布表面去除。
经粗过滤的酸液随后通过微滤系统,进一步分离颗粒微小的固体物质(~1μm)。微滤系统带有反冲洗自动控制,反冲洗的时间间隔可以根据实际应用情况进行调节。微滤系统采用的是膜过滤,过滤一段时间后滤膜容易被过滤颗粒堵塞,因此需定期进行反冲洗,其反冲洗过程是利用清洁酸罐中经过滤后的酸液来进行,并定期用热水进行反冲洗。粗滤系统和微滤系统均设计成模块式,根据废酸液处理量的不同,单个或多个模块集成为过滤单元,过滤处理后的清洁酸液送入酸回收单元的树脂床进行回收。
为了确保过滤单元的过滤效率,废酸循环罐中通常利用滤网将酸液中大于2.5mm的固体颗粒先过滤出来再进粗滤系统。此外,作为过滤单元的故障指示器和后续树脂床的保护器,一般还在进树脂床之前安装一种过滤精度相较微滤膜稍小的过滤装置,作为安全过滤器进行保护。
2.1.2 回收单元
酸回收单元的作用是回收游离酸,除去金属盐。酸回收过程分为吸附和解吸两个阶段,其原理如图1所示[9]:在吸附阶段,废混酸液经泵输送到树脂床,酸液从下至上流经树脂床,在此过程中,游离酸被树脂吸附,而溶解的金属盐(铁、铬、镍等)随水直接从树脂床上端流出,并收集至废液处理系统进一步处理;在解吸阶段,纯水从上往下流经树脂床洗脱游离酸。设备每隔几分钟可自动交替吸附或解吸,达到分离盐和酸的目的,游离酸得以回收。

图1 树脂床回收酸原理图
树脂床回收酸的吸附与解吸过程中,溶液在树脂床中的流动方向正好相反,故称为往复流动或Recoflo离子交换技术[10-12],其特点是:
(1)矮床型树脂床——传统的树脂床因树脂填充较松散,且溶液从树脂床顶部送入,树脂床上方需要较大的自由空间以使流体分布均匀,传统树脂床一般高2~4m;而Recoflo树脂床仅高15~60cm,处理能力的提高通过增大树脂床柱的直径来实现。
离子交换树脂床运行过程中,交换作用仅发生在树脂床的小部分区域内,即传质区,树脂床顶部的树脂是饱和的,而接近底部的则是没有吸附的新鲜树脂,如图2所示。实际上,在某一给定时间内,绝大部分树脂没有参与吸附过程,离子交换作用只在所谓的“传质区”进行,传质区随着吸附的进行而不断下移,直至全部树脂饱和。矮床就是降低树脂床非活性区域的高度,充分利用树脂床中的树脂,这种改变的结果使传质区高度大大降低。

图2 离子交换的传质区,左:传统柱,右:Recoflo柱
(2)树脂粒度细——同其他离子交换系统相比,Recoflo系统所使用的树脂的粒径小得多。细粒树脂的离子交换速率比传统大粒径树脂的交换速率快得多,因此可以降低传质区高度,并允许采用较高的流速。研究表明交换速率与树脂颗粒直径的平方成反比,颗粒直径减小50%,交换速率增加400%。
(3)逆流再生——逆流再生指的是进洗脱液的方向与进废酸的方向相反,这可以减少洗脱剂的消耗量,提高回收酸液浓度,并确保树脂的完全再生。树脂柱内的树脂未达到高的负载量,树脂的负载度与树脂在床层中所处的高度有关。解吸周期时,仅使柱内树脂得到必要的而不是彻底的再生,这样不仅操作时间短,而且可以保证回收酸液浓度较高。因此,树脂的再生程度也与树脂在床层中所处的高度有关。这种离子交换装置,在恒定条件下通过吸附解吸多次循环操作达到稳态运行后,在一个吸附、解吸循环中,树脂的负载量与树脂在交换柱中高度的关系如图3所示,图中阴影部分表示树脂的有效负载。
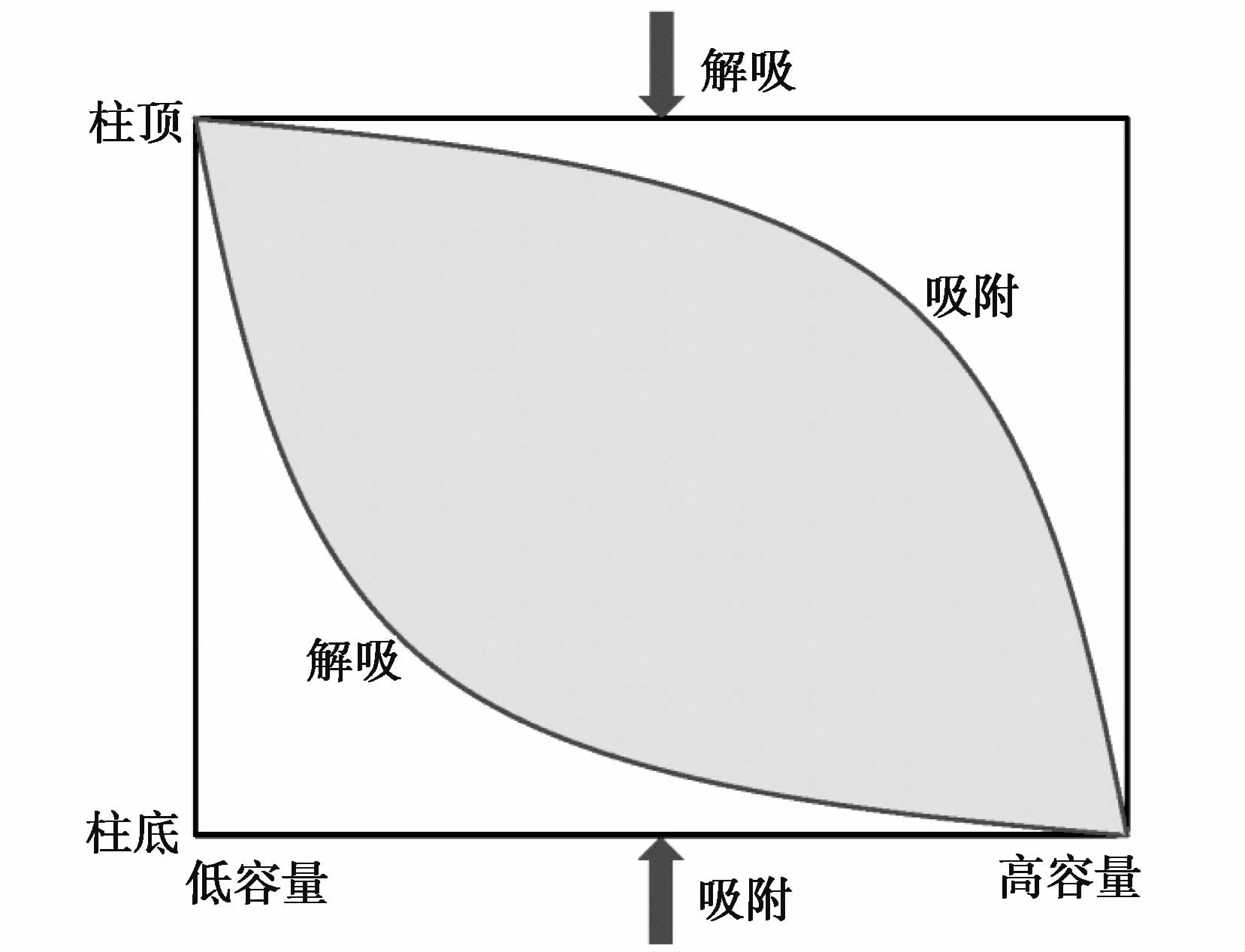
图3 往复流动矮床层稳态运行时树脂的有效负载情况
(4)树脂床内无自由空间——在传统的离子交换树脂床内,在树脂床的上方存在较大自由空间,大量的涡流产生于树脂床内的自由空间,涡流的产生会导致明显的溶液相互混合,从而稀释溶液。在矮床型树脂床的设计中,细粒树脂将填满整个树脂床,使树脂床上方没有自由空间,因此,矮床消除了自由体积的存在导致的涡流扩散和溶液稀释。
(5)循环时间短——采用高流速、低树脂负载量及矮床型式的综合结果是,吸附和洗脱的循环时间很短,一般每个周期的时间在2~15min以内。
由上述分析可知,Recoflo技术的最大特点是树脂在不太高的负载条件下运行,即主要利用树脂表面层内的吸附位点。为了获得较高的负载量,需要使用具有大比表面积的小粒径树脂,这种细粒树脂同时还保证了该装置具有快的离子交换速度和高的处理能力。当然Recoflo系统也存在一些不足之处,一是所采用的细粒树脂比较昂贵;二是由于细粒树脂的使用,对溶液过滤要求较高,只能用于清液或容易制得清液的场合。因此在树脂床酸回收技术中,溶液先经粗滤系统、微滤系统过滤后再进树脂床回收单元进行回收。
2.1.3 树脂床酸回收工艺流程
树脂床酸回收工艺流程为:酸洗废混酸→废酸循环罐→粗滤系统→微滤系统→树脂床→回收酸罐,如图4所示。从酸洗生产线排出的废酸,首先经过滤单元过滤后,再进入酸回收单元,被树脂床吸附的游离酸用水洗脱后返回酸洗线,含金属离子的废液进入废水处理系统。混酸回收系统不仅可回收游离酸,减少硝酸、氢氟酸的消耗,降低成本;同时可以减少酸洗循环系统中的淤泥,减少停机维护时间,提高生产效率。
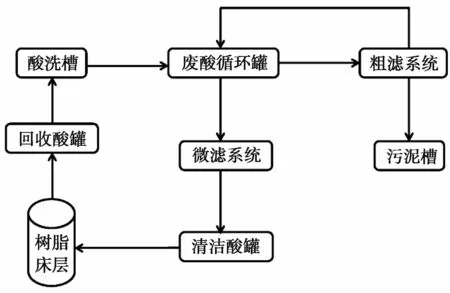
图4 树脂床酸回收工艺流程图
2.2 喷雾焙烧法酸再生技术
喷雾焙烧技术最早应用于盐酸废液再生回收,1992年Ruthner公司成功将其用于不锈钢混酸废液的回收,可以同时回收游离酸和化合酸,金属元素以金属氧化物的形式回收。
2.2.1 原理
喷雾焙烧法酸再生技术的原理是先用高温烟气将混酸废液中的部分游离酸及水加热蒸发分离,因此酸液被预浓缩,浓缩后的酸液经加热焙烧使金属盐分解成酸气和金属氧化物,焙烧后的气相产物经喷淋吸收形成再生酸,金属氧化物可进行再利用。喷雾焙烧过程中的发生的物理和化学变化如下[13]:
(1)水蒸发 H2O(l)→H2O(g)
(2)硝酸蒸发 HNO3(aq)→HNO3(g)
(3)氢氟酸蒸发 HF(aq)→HF(g)
(4)氟盐分解MeF3(aq)+H2O(g)→MeO(s)+3HF(g)
(5)硝酸盐分解 Me(NO3)3(aq)+H2O(g)→MeO(s)+3HNO3(g)
(6)HNO3分解2HNO3(g)→NO2(g)+NO(g)+H2O(g)+O2(g)
(7)NO2分解 2NO2(g)→2NO(g)+O2(g)
2.2.2 酸再生工艺流程
喷雾焙烧法酸再生工艺流程如图5所示[14],酸洗产生的废混酸收集在废酸罐中,然后通过过滤器进行预过滤,对酸液中的固体颗粒进行过滤,以避免堵塞后续工艺中焙烧炉的喷嘴。在预浓缩器中,来自焙烧炉的高温烟气将废酸加热,使部分游离酸和水被蒸发。随后经浓缩后的酸液被送入焙烧炉(~400℃),酸液通过焙烧炉的喷嘴喷向炉内将废酸液雾化成酸雾,游离酸和水被加热蒸发,同时废酸中的金属盐分解为酸气和金属氧化物。其中金属氧化物粉末落入焙烧炉底部后,通过抽吸设备输送至氧化粉收集站。酸气离开炉顶进入预浓缩器,高温焙烧烟气在预浓缩器中使废酸加热蒸发而得到冷却。冷却后的酸气经三级喷淋吸收塔回收HNO3和HF形成再生酸。从最终洗涤塔出来的废气进入脱氮设备,对氮氧化物进行处理后达标排放。
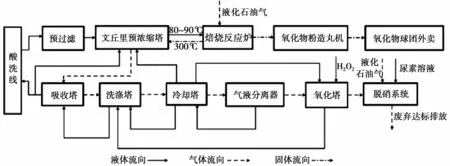
图5 喷雾焙烧法酸再生工艺流程图[14]
喷雾焙烧法酸再生技术不仅回收废酸中的游离酸,而且将金属盐分解成游离酸和金属氧化物,可以同时回收游离酸和化合酸,回收率较高,HF回收率可达99%;而HNO3因易分解,回收率约为60%,若采用H2O2作为强氧化剂,则回收率可达到70%[15,16]。
2.3 两种酸回收技术对比
(1)工艺、装备、投资
树脂床酸回收工艺流程简单、便于操作;设备可采用机电一体化模块式的方式集成,占地面积紧凑,可布置于车间酸洗机组旁边,无需单独建设车间,安装成本低,一次性投资小。
喷雾焙烧法酸再生工艺流程复杂、设备庞大、一般需要建独立车间,适宜大规模废酸回收;处理过程需消耗热媒、投加氨水及过氧化氢等公辅介质;安装成本和运行维护成本高,一次性投资大。
(2)回收率
树脂床酸回收技术只能回收废酸中的游离酸,且回收酸浓度小于等于废酸浓度,游离HNO3和HF的回收率均能达到90%及以上,但不能回收金属盐,脱酸后的金属盐废液需进一步处理后排放。
喷雾焙烧法酸再生技术可同时回收游离酸和化合酸,HNO3回收率为60~70%,HF回收率可达99%,再生酸浓度较高,同时产生的含镍金属氧化物可回收利用,且经济价值较高。
(3)运行成本
树脂床酸回收技术是物理转化过程,无需化学物质、能源介质消耗等,只有较少的电耗成本,但是未能回收的高含盐废水需要进行中和处理。
喷雾焙烧法酸再生技术的运行成本主要包括能源介质消耗成本、生产过程所需要的过氧化氢、氨等投加药剂成本、庞大电气设备的电耗成本,因此运行成本较高,且因运行温度高,设备庞大复杂,维护费用也较高。
(4)环保效应
树脂床酸回收技术不能回收金属盐,金属盐废液需进一步进行中和处理,消耗大量石灰,同时会产生大量淤泥。此外,硝酸盐和氟盐即使中和处理后,其所含氮、氟无法消除,对环境影响较大,且氮的去除难度大,生物脱氮处理工艺复杂。
喷雾焙烧法酸再生技术可将废酸及酸液中的金属盐几乎全部回收利用,大大减少废水处理量。但是产生的焙烧废气因含有氮氧化物,排放后对环境仍产生一定影响,需进行脱氮处理后达标排放[17]。
(5)经济效益
综合上述对比,表1中列出了这两种酸回收处理技术及石灰中和处理的经济效益分析对比,从表中可以看出,相较于传统的石灰中和法,树脂床酸回收技术和喷雾焙烧法酸再生技术均能大大减少用酸量,降低运行成本。与喷雾焙烧酸再生技术相比,树脂床酸回收技术运行成本高近500万元,但树脂床法投资成本低很多,投资回收期较短。

表1 不锈钢混酸酸洗废液处理技术经济效益分析对比
3 其他酸回收技术
目前针对不锈钢混酸酸洗废液的回收,除了树脂床酸回收技术和喷雾焙烧法酸再生技术,还有硫酸置换减压蒸馏回收工艺[18-20],其原理是利用H2SO4是高沸点酸,而HNO3和HF属于易挥发酸,故向混酸废液中投加过量H2SO4,在减压条件下进行蒸馏,因沸点差异很大,H2SO4可与废酸液中的硝酸盐、氟盐发生置换反应,生成HNO3和HF随水一起被蒸出,经过冷凝即可回收HNO3和HF。硫酸置换减压蒸馏回收工艺可同时回收游离酸和化合酸,实现全酸回收,且因HF沸点为19.5℃,HNO3沸 点 为122℃,H2SO4沸 点 为337℃,(均为一个标准大气压下的沸点),若在91~92kPa的真空度下,蒸发温度仅需65~75℃,不存在HNO3分解的副反应,HNO3回收率可达93%,HF回收率可达98%。
硫酸置换减压蒸馏回收工艺可实现全酸回收,且回收率高,无需在高温条件下进行操作,但该工艺在实际工程中应用的还较少,主要是由于强酸条件下进行减压蒸馏对设备要求较高。国内少数民企使用了此工艺,但自动化控制程度很低,主要通过手动操作来控制,如能解决设备防腐及真空密封、自动化控制问题,该工艺将具有较好的应用前景。
4 结论
树脂床酸回收技术可以回收游离酸,除去金属盐,但脱酸的金属盐废液需进一步进行中和处理;喷雾焙烧法酸再生技术可以同时回收游离酸和化合酸,且将金属元素回收为金属氧化物粉末,但尾气需进一步进行脱氮处理。两种方法均能不同程度的减少用酸量和降低运行成本,但是综合考虑投资成本和运行维护费用,投资成本低很多的树脂床酸回收技术适用于各种规模的不锈钢混酸废液回收,而投资及运行维护成本较高的喷雾焙烧法酸再生技术适用于大中型规模的不锈钢废酸液回收。
