超高层钢结构建筑厚板焊接工艺分析
2022-06-09孙和礼
孙和礼
(甘肃省科工建设集团有限公司,甘肃 兰州 730050)
0 引言
超高层钢结构建筑是现代建筑工程常用的结构类型,能提升建筑的安全可靠性。但是,在超高层钢结构建筑工程施工期间,需要运用到各种厚板焊接工艺。本文结合工程案例,对超高层钢结构建筑厚板焊接工艺进行研究,通过有效的工艺技术,确保超高层钢结构建筑的焊接质量,满足建筑质量的相关要求,发挥超高层钢结构建筑的功能与作用点,满足实际需求。
1 工程概况
某超高层钢结构建筑,设计高度为184.5m,地上、地下分别是36、3 层,箱型钢管柱,其界面类型以H 型、箱型为主,钢斜撑为H 型,地上前3 层施工900mm 方形屈曲支撑,钢结构的连接方式包括焊接、螺栓连接、栓焊连接等。为了提升施工质量与安全,该工程对酒店塔楼钢柱选择了十字型和H 型2 种,其中材料选择Q345B 与Q345GJB 低合金结构钢为基础,共使用约2万吨。构件都是在工厂预制后送到施工现场,并在现场进行拼装。所以现场焊接工程量较大,并且厚板的数量较多,如果不能对厚板焊接工艺进行有效控制,就会给工程质量带来影响。
2 焊接形式简介
焊接形式主要有以下几类,厚板焊接需根据实际情况进行选择[1]。
2.1 熔焊
熔焊是一种较为常见的焊接方式,主要通过加热方式,使焊件接头融化,促进原子间的相互扩散,实现可靠连接,冷却凝固后,焊接接头具有牢固的特点,常见的焊接方式包括电弧焊、电渣焊、气焊和气体保护焊等。
2.2 压焊
压焊需要预先给焊接件施加压力,这一过程中,可以给焊接件加热,也可以不加热。
(1)对焊接件进行加热,并根据实际需求,增加适当的压力,促使金属原子间相互结合,进而形成焊接接头,这种焊接方式包括锻焊、摩擦焊、气压焊和接触焊等。
(2)不进行加热,仅在被焊金属的接触面给予足够的压力,促使接头在压力的作用下,发生塑性形变,使原子间相互结合,最后成为牢固的焊接接头,这种焊接方式包括冷压焊、爆炸焊等,主要适合用于复合钢板的焊接中。
2.3 钎焊
钎焊是选择一种比母材熔点更低的金属材料,将焊件和钎料加热到高于钎料熔点,低于母材熔点的温度,钎料会提前液化,然后钎料会润湿母材,并在接头之间的缝隙处与母材相互扩散,从而实现对母材的焊接。这种焊接方式比较常见,包括烙铁焊、火焰钎焊。
以上3 种都是常见的焊接方式,实际应用中,需要结合工程的基本需求,合理选择焊接形式,通常对横焊、立焊和平焊几种方法进行综合利用,截面形式可以按照口型、H 型和卍型进行选择[2]。
另外,该工程中对厚板进行焊接之后,选择无损检测技术对焊缝进行验收。
3 厚板焊接工艺选择
3.1 焊材与焊接设备的选型
实际工作中,首先需要对焊材和焊接设备进行合理选型,同时,对焊接方式进行控制,从而满足焊接施工质量要求。该工程选择的焊材见表1。

表1 焊材的规格情况
E5016 为现场手工电弧焊设备,实心焊丝(可选择ER50-6+药芯焊丝)处理。现场的焊丝化学成分以及熔敷力学性能需要有资历的单位进行检测,合格后方能继续使用。同时,施工时焊接量大,可选择NBC-500 焊机,这类设备体积小且焊接工作优秀,稳定性强,可有效提升焊接效率和焊接质量。
3.2 关键点的焊接工艺
厚板关键节点的焊接工艺选择需要结合工程的实际情况,对焊接力学性能进行分析,第一、三层,需要根据精细化要求处理,做好焊接变形处理。当一到三层完成焊接之后,对外口进行焊接处理,最后对剩余部位进行焊接处理。不同的截面钢柱、钢梁可以按照相应的顺序进行焊接[3]。
3.3 焊接工艺及技术
3.3.1 焊前预热
焊接过程中,对100mm 左右的中厚板,需要焊前采用火焰预热,预热温度不宜过高,也不宜过低,该工程选择120℃作为预热温度。同时,预热范围也要合理控制,确保预热范围在焊缝上下150mm 左右,选择红外温度仪器作好温度测量工作,测温工作需要等火焰离开之后方可开展。
3.3.2 多层多道焊
在对厚板焊接时,需要进行打底5mm 焊接,采用多层多道焊,且每一层厚度<5mm,如果厚度太大,不利于控制质量。焊接时,焊枪溢出的CO2保护范围比较有限,因此每层焊缝宽度需控制在15mm 左右,但此时可能会出现气孔,因此,该项目控制每一层的焊缝宽度在10mm 左右,所以10 层厚板的厚度约为100mm。这样一来,就可以让每一层的焊缝由多道焊缝构成,分层多道焊接工艺能够提升焊接质量,确保符合厚板的焊接需求,降低安全隐患和质量隐患。
3.3.3 层间温度控制
施工期间为了避免时间过长导致焊缝冷却后出现断层的现象,在实际焊接时,需对层间温度进行监测,结合实际情况,温度控制在120~250℃间。且在焊接时需要做好连续施工工作,如果中间出现温度低于120℃情况,下次焊接时,需要重新对材料进行加温,确保温度达到指定的温度后再施行焊接。
3.3.4 焊接参数的确定
在焊接过程中,由于使用了大量的CO2气体保护焊,所以实际施工中,需要对焊接参数进行有效控制,包括气体流量、焊接速度等,提升焊接质量,以符合工程需求。该工程的焊接参数如表2 所示,需严格按照表2 对焊接参数进行控制,才能有效降低各类因素给施工带来的影响,确保厚板的焊接质量。
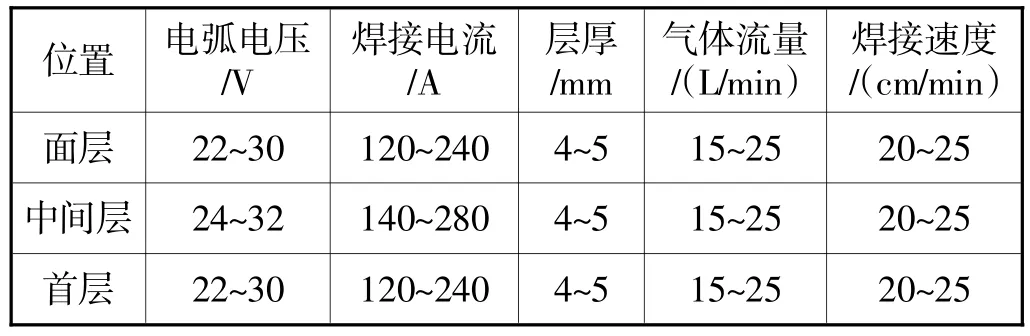
表2 焊接参数
3.3.5 焊后处理
在焊接完成后,为保证焊接的最终质量,需对焊缝进行清洁处理。首先对焊缝表面进行处理,主要是对熔渣、金属飞溅物进行控制,再对焊缝的外观质量进行检测。另外,构件最重要的节点焊缝,需检查外观,保障外观是合格的,同时在焊缝附近打上钢印。最后,磨平外露的钢构件对接接头焊缝余高,达到与被焊材料同样的光洁度,选择防腐涂料,对焊缝进行涂饰,降低焊缝生锈的概率,确保施工的质量[4]。
3.4 焊后余温的监测
在焊接完成后,还需要对焊接的余温进行监测,保证焊缝余温符合要求,确保焊缝质量,保证焊缝后续的服务能力,避免厚板的焊接隐患。
4 结束语
本文结合实际工程,对厚板焊接工艺和应用进行研究,选择合理的焊接工艺及技术对厚板进行焊接[5],保证厚板焊接质量符合施工的要求,确保厚板在超高层建筑中发挥相应的功能与作用,进而积极推动超高层钢结构建筑的推广和应用。
