砂轮曲面打磨技术在高速铁路道岔打磨中的应用
2022-06-08俞喆马国祥宋松杜涵秋李晨光张训全
俞喆 马国祥 宋松 杜涵秋 李晨光 张训全
1.中国铁道科学研究院集团有限公司金属及化学研究所,北京 100081;2.浙江省轨道交通运营管理集团有限公司,杭州 310005;3.中国铁路上海局集团有限公司徐州工务段,江苏 徐州 221004
道岔是机车车辆从一股轨道转入或越过另一股轨道时必不可少的线路设备,具有结构复杂、使用寿命短、维修养护投入大等特点,一直以来是线路的薄弱环节[1]。随着我国高速铁路的快速发展,高速铁路道岔暴露的问题随之增加,主要表现为动车组直向过岔稳定性下降诱发晃车、构架横向加速度报警、抖车等异常振动,道岔伤损(侧磨、鱼鳞纹、剥离掉块等)导致钢轨使用寿命下降等,极大影响了铁路运输的安全性和舒适性。针对这些问题,铁路部门除了对道岔线型和几何尺寸进行排查外,基本只能通过钢轨打磨处理。目前,国内主要采用CMC‐20 型打磨车和人工小型打磨设备打磨道岔,相关道岔打磨工艺经过多年研究已经较为成熟。文献[2]作为我国高速铁路钢轨及道岔打磨管理文件,明确规定了道岔打磨相关技术指标和验收要求。文献[3]基于轮轨匹配关系,结合动车组异常振动的处理经验,获得了适合我国的高速铁路钢轨及道岔打磨工艺。文献[4]通过对武广高速铁路、海南东环线、广珠城际铁路、杭深线光带不良道岔的调查和分析,提出了对应的大机打磨方案并对打磨效果进行了分析。文献[5]根据京沪高速铁路济南局管内存在鱼鳞纹、波磨、光带不良等病害道岔的打磨经验,总结了高速铁路道岔打磨前调查、方案制定和小机配合打磨的流程。以上文献均是基于传统的端面打磨技术形成的打磨工艺或规范。随着打磨技术的发展,新型的曲面打磨技术引入道岔打磨,但该打磨技术进入国内时间较短,相关工艺规范还未完善。因此,本文对新型曲面打磨技术的打磨工艺和打磨质量进行研究,以便提高高速铁路道岔的打磨质量。
1 传统道岔打磨技术及存在问题
1.1 砂轮端面打磨技术
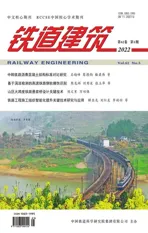
砂轮端面打磨技术为国内外广泛应用的钢轨打磨工艺,其基本原理见图1。多个打磨砂轮以不同的角度α沿钢轨纵向排列,α对应钢轨廓形上的打磨角度,在电机的驱动下砂轮以转速n旋转,同时以一定的作业速度v沿钢轨行进。在压力F作用下,砂轮端面磨粒侵入钢轨表层并与其形成相对运动,从而去除钢轨表层材料[6]。通过一定数量不同角度和横移量的砂轮组合,辅以合理的打磨功率、作业速度和打磨遍数,即可完成对钢轨廓形的包络式打磨,得到目标廓形。
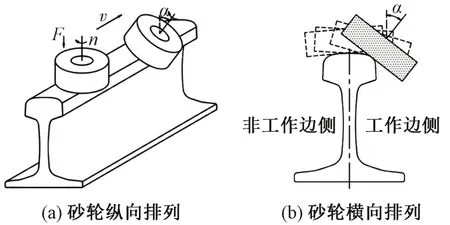
图1 砂轮端面打磨技术原理
国内道岔打磨作业的主力装备为CMC‐20 型打磨车(图2)。CMC‐20 型打磨车采用传统的端面打磨技术,拥有20 个打磨角度和压力可调的砂轮(每侧10 个),作业速度为5 ~10 km/h,单遍钢轨顶面切削量不大于0.1 mm,一般需6 ~7 遍才能完成整个钢轨轨头的覆盖打磨,可进行左右股钢轨的非对称精细化打磨,不易产生砂轮起落点的周期性磨痕,但存在切削量小、打磨效率低、道岔打磨受限区域多等缺点。

图2 CMC‐20型打磨车
1.2 道岔打磨存在的问题
国内道岔打磨原则是以大机打磨为主,小机打磨为辅。由于砂轮端面打磨技术限制,当砂轮打磨负角度时,钢轨非工作边需预留砂轮放置空间,导致道岔在尖轨及心轨区域存在打磨受限区(图3),该区域由人工小机进行补充打磨。通过大机和小机结合打磨的方式,完成整组道岔的贯通打磨。

图3 道岔打磨受限区(单位:mm)
我国大机打磨施工单位为路局工务机械段,不负责人工小机打磨,道岔尖轨和心轨受限区的小机补充打磨由工务段或委外的专业队伍完成,时效性较差,个别道岔在大机打磨后几年内都未进行小机补充打磨,易出现以下问题。
1)随着道岔钢轨的周期性打磨和自然磨耗,道岔受限区钢轨外侧廓形普遍存在正偏差超限情况,对应图4(a)中横坐标-25 ~ -10 mm 区段,同时该区域钢轨光带逐渐变宽并偏向钢轨外侧,见图4(b)。道岔大机打磨越频繁,服役时间越长,受限区钢轨外侧廓形正偏差超限越严重,劣化了轮轨关系,导致动车组过岔稳定性下降,引起动车组低频晃车等问题。
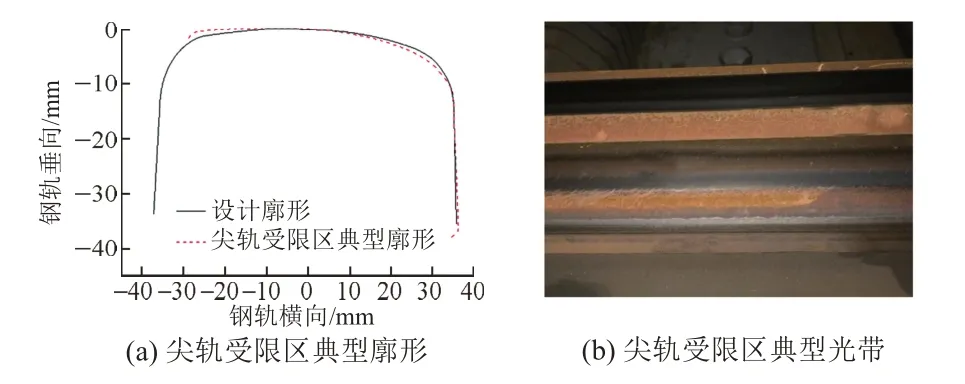
图4 道岔打磨受限区钢轨典型廓形和光带
2)采用砂轮端面打磨时,尖轨及心轨宽度较窄处容易出现过量打磨从而破坏廓形,因此规定道岔尖轨及心轨宽度小于20 mm 以下断面禁止打磨[2]。大机砂轮会在上述位置起落,导致该位置钢轨纵向平直度存在突变。若小机补充打磨不及时,道岔大机多次打磨后易导致道岔尖轨及心轨的纵向平顺性下降。
2 砂轮曲面打磨技术及特点
砂轮曲面打磨技术是利用砂轮的圆周面作为工作面的钢轨打磨工艺,其基本原理见图5。多个砂轮以不同的切角γ(砂轮中心轴与轨道水平面的夹角)和偏角β(砂轮旋转面与轨道纵断面的夹角)沿钢轨纵向排列,砂轮在外界作用下形成与钢轨表面的相对运动,同时以作业速度v沿钢轨行进,在压力F作用下砂轮切削钢轨。砂轮在切削加工中的自锐特征,使得其和钢轨之间的接触面形状随着压力F、砂轮转速n、作业速度v和砂轮旋转面方向(γ和β)的变化而变化,最终实现对钢轨表面的三维整形。

图5 砂轮曲面打磨技术原理
根据砂轮是否自带动力旋转,砂轮曲面打磨技术分为被动式砂轮曲面打磨技术和主动式砂轮曲面打磨技术两种。被动式砂轮曲面打磨技术利用轨道车将无动力驱动的砂轮在钢轨表面上高速拖行,使砂轮和钢轨表面形成相对运动切削钢轨。为了保证切削量,其作业速度较高,一般为60 ~80 km/h。由于道岔结构复杂且长度较短,被动式砂轮曲面打磨作业速度过高导致无法精确控制砂轮起落点,不宜在道岔打磨上应用。主动式砂轮曲面打磨技术利用电机驱动砂轮形成高速旋转切削钢轨。由于砂轮转速较高,为防止作业速度过快导致砂轮在钢轨上纵向跳动,一般将作业速度控制在5 km/h 以下,因而更适合在道岔打磨上应用,同时其具备以下特点。
1)打磨角度范围大。通过不同厚度砂轮的组合完成钢轨表面的覆盖打磨,同时配合一定的砂轮旋转面方向,可实现打磨角度约-45° ~ +70°,相比传统砂轮端面打磨技术的打磨范围(-15°~+60°)更大。
2)打磨受限区小。砂轮端面打磨技术需要钢轨工作边和非工作边预留砂轮放置空间,而砂轮曲面打磨技术相当于将砂轮立在钢轨表面上,占用打磨空间小,故可在传统道岔打磨的受限区(尖轨及心轨区域)以及安装有护轨、记轴器、温调器、轨道自动润滑装置、红外线探头、道口板等区域无障碍打磨。
3)打磨切削能力强。砂轮工作面的线速度会影响砂轮的切削能力,线速度越大,切削能力越强。对于圆形砂轮,其圆周面线速度最高,砂轮曲面打磨技术得益于该优势,具备比砂轮端面打磨技术更大的切削能力。从目前已经服役的装备来看,主动式砂轮曲面打磨技术单遍轨顶面切削量可达0.2 ~0.3 mm,而砂轮端面打磨技术单遍轨顶面切削量约为0.1 mm。
4)打磨时火花方向可控。砂轮端面打磨时火花会往两侧飞溅,若防护措施不到位,极易对轨道两侧设施造成损害,甚至造成火灾。砂轮曲面打磨技术通过控制砂轮的转向和旋转面方向(偏角β),保证打磨火花方向在两股钢轨之间,极大地降低了风险
5)打磨后钢轨表面质量好。砂轮端面打磨精度取决于多个直线段逼近钢轨目标廓形曲线的精度,打磨后钢轨表面不可避免会存在很多平面和棱线。理论上打磨砂轮数量越多,打磨角度布置越密,打磨后钢轨廓形越贴近连续曲线。而砂轮曲面打磨技术利用不同厚度砂轮圆周面“自锐”特征形成的特定曲面,通过多个砂轮在不同旋转面方向和横移量上的组合,可得到更为光滑的钢轨表面,打磨后钢轨廓形的曲线连续性更好,不会形成打磨平面。
3 现场应用及打磨效果
目前,已经在国内应用的主动式砂轮曲面打磨装备是意大利MECNO 公司研制的MS‐10C 打磨车(图6),其总长约17 m,打磨作业速度0.8~3.0 km/h,打磨角度为钢轨外侧-45°到内侧+70°,最小作业曲线半径20 m,最大作业坡度60‰,砂轮起落控制精度0.1 m,打磨砂轮数量10个。基本打磨工艺如下:先采用磨石砂轮对道岔全区段进行廓形打磨(尖轨及心轨宽20 mm 以下区域除外),再采用纸砂轮对道岔尖轨及心轨宽20 mm 以下区域进行抛光打磨,以保证道岔纵向的平稳过渡,完成整组道岔的贯通打磨。

图6 主动式砂轮曲面打磨装备MS‐10C打磨车及其砂轮
MS‐10C打磨车自引入国内以来,相继在国内高速铁路、重载铁路及城市轨道交通钢轨及道岔上进行了打磨应用,效果良好。以成蒲高速铁路道岔打磨为例,对其打磨效果进行评价。
1)道岔钢轨廓形。成蒲高速铁路铺设原标准60 kg/m 钢轨道岔,打磨目标廓形为60D,经MS‐10C 打磨车打磨3 ~ 4 遍后,依据铁总运〔2014〕357 号《高速铁路钢轨打磨管理办法》对崇州站5#道岔钢轨廓形进行了抽检和分析,测点位置见图7,结果见表1。可知,主动式砂轮曲面打磨后实测廓形偏差均在铁总运〔2014〕357 号范围内,表明其具备高效率、高质量的廓形打磨能力。

图7 道岔MP1—MP6测点位置
表1 MP1—MP6打磨后实测廓形与设计廓形最大偏差
2)粗糙度和表面质量。使用粗糙度仪对MP1—MP6 点测量,打磨后钢轨表面粗糙度不大于3 um,满足铁总运〔2014〕357 号中不大于10 um 的要求。由于砂轮曲面打磨技术能够保持轨头的连续圆弧特征,所以打磨后钢轨表面未形成小平面(图8),比传统的砂轮端面打磨技术具有明显优势。另外,打磨后表面未出现连续发蓝带和周期性磨痕,表面质量良好。
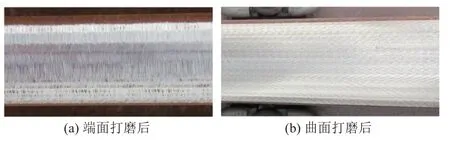
图8 砂轮端面打磨和曲面打磨后钢轨表面状态对比
3)道岔受限区。与砂轮端面打磨技术不同,主动式砂轮曲面打磨技术会使砂轮圆周面形成与钢轨廓形相似的圆弧曲面,砂轮形成的圆弧曲面宽度与打磨部位的钢轨断面宽度成正比。因此,在采用磨石砂轮打磨尖轨及心轨变截面区域时,应沿尖轨由宽变窄的方向打磨,避免出现窄圆弧破坏尖轨较宽区域廓形的问题。采用磨石砂轮打磨完后,更换纸砂轮对尖轨及心轨宽20 mm 以下区域进行抛光打磨,进一步提高尖轨及心轨的平顺性。道岔尖轨和心轨受限区经主动式砂轮曲面打磨后表面状态见图9,可见原受限区均完成了覆盖打磨。
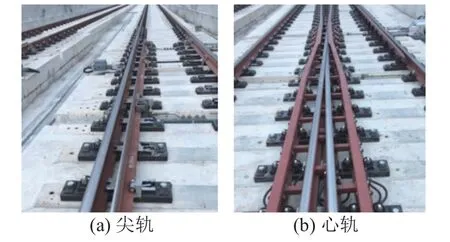
图9 道岔尖轨和心轨受限区打磨后状态
4)动态指标。打磨后动检车检测结果显示,成蒲高速铁路岔区几何尺寸,长波高低和垂向、横向加速度等均无超限现象,动态轨道质量指数均值上行达1.88,下行达1.80,表明主动式砂轮曲面打磨技术可显著提高岔区的动态平顺性,打磨效果良好。
4 结论
1)主动式砂轮曲面打磨技术具有打磨角度范围大、打磨受限区小、打磨切削能力强、打磨表面质量好、打磨火花方向可控等优点,适合在道岔区域打磨。
2)现场应用表明,采用主动式曲面打磨技术,只需要3 ~4遍即可完成岔区钢轨的廓形打磨,打磨后道岔钢轨廓形偏差符合铁总运〔2014〕357 号《高速铁路钢轨打磨管理办法》要求,粗糙度不大于3 um,钢轨表面无小平面、连续发蓝和周期性磨痕;通过磨石砂轮和纸砂轮的配合使用,可对道岔打磨受限区进行贯通打磨,显著提高岔区的动态平顺性。