浅谈敞车底架组合变形的调修方法
2022-06-08姜志刚白博昌王松
姜志刚 白博昌 王松


【摘要】本文通过对敞車底架产生变形的原因进行分析,结合公司检修的实际情况和多年的工作经验,简述敞车底架组合变形的调修方法。
【关键词】敞车;底架;组合变形;调修
一、敞车底架产生变形的原因分析
1、长期受运载货物和自然因素的影响,底架部分横梁和侧梁产生腐蚀,强度减弱降低了其承载能力,而产生变形。
2、敞车在制造时受到焊接、装配条件等的影响,底架各梁存在着较大的残余应力,在使用过程中,内部残余应力的逐渐释放而导致的变形。
3、敞车由于非正常原因导致的底架变形,如车辆事故、火灾等,易导致底架产生严重变形。
二、敞车底架组合变形的调修方法
1、确定底架各梁的变形形式和变形量
目测观察需调修车辆的底架各梁,查看各梁是否有明显的扭曲、下垂、旁弯等变形,如果有变形且变形可能超限,需要用吊线或拉线的方法对变形形式和变形量作出判定,并做好记录,确定哪些变形符合厂修要求,哪些变形超限需要调修,做到心中有数。
2、了解车辆状态
查看检修货车厂内记录簿,了解车辆的使用年限、材质、修程等。检查车辆的实际状态,了解底架各梁有无裂纹、腐蚀严重及火焰调修过的痕迹,充分考虑这些因素的影响并结合当时气温、湿度等情况制定合理的调修方法。
3、分析底架变形区域各梁的内在联系
敞车底架是由许多梁组成的框架结构,这些梁互相联系,互相制约,形成一个有机整体,调修不能只着眼于某根梁的变形,而要分析与这根梁有连带关系的特别是对它能起到牵制和约束作用的其它部件。
4、确定构件变形的最大位置
判定构件变形最大位置,很多情况下均采用目测法,目测的准确与否直接影响调修的效率和调修质量。在实际调修工作中,对于急弯的判定比较直观,而目测慢弯的最大变形位置时,往往随着构件长度的不同而有所偏差,构件越长偏差也就越大。条件允许时,应用大平尺和拉线等方法对最大变形位置做出精确判断。只有准确判定出构件的最大变形位置,以此为依据制定措施,才能获得良好的调修效果。
5、枕梁和心盘承载面的调修方法和步骤
枕梁和心盘承载面的水平度是整个车体的检验依据,如果枕梁和心盘承载面的水平度不符合要求,就没有基准,调修也就无从着手。所以要调修变形,首先使枕梁和心盘承载面的水平度符合要求。调修方法和步骤如下:
(1)将车吊入调梁室,调整好位置后,将一端枕梁部位进行固定(此为底架刚性固定),另一端用夹具将中梁进行固定(此为底架活性固定)。
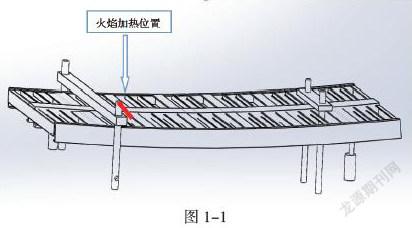
(2)在活性固定的一端端梁处进行测量并记录数据,用落地千斤顶顶在较低一侧的枕、侧梁连接处,试顶起一定高度(约为变形量的2~3倍)后,保持一段时间(10~20分钟)让内应力进行释放。完成后,落下千斤顶,测量数据并计算出矫正量(用以检验车体刚性及内应力的大小),根据差值的大小逐步加大千斤顶的力度,经过多次试顶后,当千斤顶达到最大力度或行程时,还不能达到要求,这时就需要落下油镐,在刚性固定端夹具内侧300~400mm范围内进行线状加热(如图1-1),且加热的温度不要太高(<800℃),加热完成后,继续试顶,直到符合要求。
值得注意的是:火焰加热时,不要加热中梁的活性固定端,否则容易出现因扭矩大而造成的中梁局部扭曲变形,且距离活性固定端越近变形就越大。
(3)调好一端后,将两端夹具调换位置对另一端进行矫正,完成后,将车体吊入检测平台进行检测(两心盘承载面的平行度≤1mm),符合要求后,将车体吊入调梁室进行下一步调修操作。
6、中侧梁下垂调修
中侧梁下垂(>15mm)调修时,将中梁两端枕梁处用夹具固定,落地千斤顶置于中梁下垂变形的最大位置,并顶紧。调修时尽量采用冷调的方法,如果冷调无法达到要求,可以对两端枕梁、中梁交接处进行顶点向下的三角形加热,中门口两侧大横梁处进行顶点向上的三角形加热,(如图1-2)待冷却后,落下顶镐,测量下垂量是否符合厂修要求(0~12mm),如果没有达到要求,重复上述步骤,直到符合要求。
7、中侧梁旁弯调修
中侧梁旁弯如果超限(>13mm),就需要调修。旁弯调修需等下垂或上挠变形调完后才能进行,如果先调旁弯,当中侧梁不在同一水平位置时,水平油镐加压后易出现新的扭曲变形。调修时,在中梁内凹的一侧,侧梁两端角柱位置,用两个水平油镐顶住,同时,在中门口两侧侧梁、大横梁连接处顶两个垂直油镐(油镐不要加力只用于支撑),在外胀一侧中门口两个大横梁和侧梁连接处顶两个水平油镐(如图1-3),先用冷顶的方法,当油镐达到最大力时,在中门口两个大横梁处和旁弯最大变形位置处对中梁进行三角形加热,顶点对着内凹的一侧,同时,对两枕梁内侧中梁进行反方向的三角形加热。加热完成后给油镐加力,直到符合厂修要求。
经过多年的实践证明,合理的调修顺序和方法,能使车体调修工作获得事半功倍的效果。用以上方法对敞车底架的组合变形进行调修,能有效地缓解因底架刚性大、调修困难给车间生产节拍带来的影响,大大提高了工作效率和检修质量,为车间顺利完成生产任务提供了强有力的保障。
参考文献
1、《铁路货车厂修规程》中国铁道出版社 2019年北京
2、刘瑞玲、罗万华、杨振祥《C70型车底架中侧梁下垂变形的调修》 2016
3、姜波《钢结构焊接变形的火焰矫正施工方法》 2010
