碾米机智能运维体系研究
2022-05-30郭亚丽程科周娜谢健华钊宋少云戴智华
郭亚丽 程科 周娜 谢健 华钊 宋少云 戴智华
摘要:为实现碾米机提前预测故障和智能运维,以其他行业现有的智能运维框架体系为基础,根据碾米机的常见故障关键点,构建了碾米机的智能运维框架体系。该智能运维系统在碾米机相应的部位安装对应传感器采集数据,传感器将采集的电信号转化为数字信号,用数据采集卡收集数字信号,然后PLC根据传感器的数据对碾米机进行调控,并将碾米机内部的压力、转速数据进行反馈,根据反馈的数据来提醒用户碾米机可能出现的故障,做到提前预警。
关键词:碾米机;智能运维;数据处理;PLC
中图分类号:TS212.3 文献标识码:A DOI:10.16465/j.gste.cn431252ts.20220426
Study on the Intelligent Operation and Maintenance System of Rice Milling Machine
Guo Yali1, Cheng Ke1, Zhou Na1, Xie Jian1, Hua Zhao2, Song Shaoyun2, Dai Zhihua3
( 1. China Grain Wuhan Scientific Research & Design Institute Co., Ltd., Wuhan, Hubei 430079; 2. Wuhan Polytechnic University, Wuhan, Hubei 430023; 3. Quzhou Koolmill Sino Cereal Machinery Co., Ltd., Quzhou, Zhejiang 324000 )
Abstract: Based on the existing intelligent operation and maintenance framework systems in other industries, this paper proposes an intelligent operation and maintenance framework system for rice mills according to the common faults of rice mills, so as to achieve the purpose of predicting faults and intelligent operation and maintenance in advance. The intelligent operation and maintenance system installs the corresponding sensor to collect data in the corresponding part of the rice mill, the sensor converts the collected electrical signal into a digital signal, and then uses the data acquisition card to collect the digital signal, and then the PLC regulates the inside of the rice mill according to the data of the sensor, and after the regulation is completed, the internal pressure and speed of the rice mill are fed back, and then the possible failure of the rice mill is reminded according to the feedback data, so as to give early warning.
Key words: rice mill, intelligent operation and maintenance, data processing, PLC
近年來,随着世界人口不断增加,稻谷作为基本粮食作物之一,已经上升到战略地位,其生产和加工也越来越受到国家重视[1-2]。在现代化稻谷加工厂中,如果其中某一台机械突发故障时,往往导致整条生产线停止运行,严重影响稻谷加工的效率。降低突发事故造成的影响,提高稻谷加工线上设备的可靠性,是目前碾米设备研发亟待解决的问题。
20世纪50年代设备运维传入中国,主要被运用在飞机检测维护、挖矿机械的预测维护等大型高成本、危险度较高的设备中。最初的设备运维成本高、手段复杂,而且较多地依靠个人经验,其准确性也不高。随着时代的发展,尤其是IT技术、互联网技术、大数据以及云计算技术的出现,传统设备运维进入到智能运维阶段。智能运维使得基于感官判断设备状态转换为基于数据判断设备状态,从基于经验的决策转换为基于知识的决策[3]。林国峰等[4]提出的空管运维体系可通过前端可视化展示空管自动化系统的监控服务模块,包括网络监控、服务器监控、存储监控、虚拟化监控、数据库监控以及中间件监控。黄健[5]提出的地铁运行智能运维以在途车辆综合检测平台、轨旁车辆综合检测系统、车辆检修管理信息系统、地面智能运维平台四部分组成,在途车辆以一系列传感器来分别对车辆的车门、行走状态、电池状态等一系列的系统进行监控,当出现故障后,及时报警。轨旁车辆一般是停车时检测周围的障碍物、行人状况状态等情况。
本文基于常见的几种智能运维体系,结合碾米加工的实际情况,提出碾米机的智能运维体系,并对其中的关键技术展开研究。
1 碾米机的智能运维体系
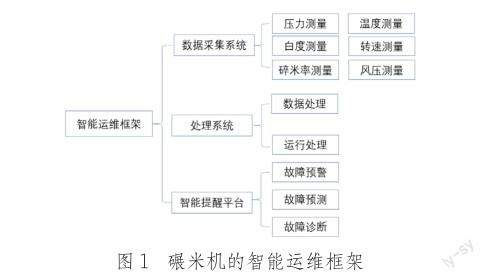
智能运维的一般流程为:信号获取与传感器技术、故障机理与征兆联系、信号处理与诊断方法、识别分类与智能决策四步[6]。借鉴以上智能运维框架,对碾米机的运维框架进行设计,一般碾米机工作时,都是多台运行,分级控制,以其中一台为例,设计出如图1所示的框架。
本文将智能运维系统分成3个部分,分别是数据采集系统、处理系统、智能提醒平台。数据采集系统根据故障的机理来分析,选用相应的传感器,一般需要压力测量、白度测量、碎米率测量、温度测量、转速测量、风压测量等。处理系统分为两个部分:运行处理和数据处理。二者分别对应的两个软件,运行处理一般采用PLC进行智能控制,根据相应的软件对其进行编程控制。数据处理的方法有很多,PLC本身就具有一定的数據处理能力,但其功能性不够强,一般采用Labview软件,在对数据处理方面,PLC只能进行抽样检测,在一个时间段里对一个数据进行处理。但Labview可以对连续性的数据进行处理,把所有的数据收集后予以图形化,然后整体处理。智能提醒平台,可以根据前处理的数据预测可能出现的各种故障,达到故障预警、故障预测以及故障诊断的目的。
碾米机智能运维框架关键技术主要包括数据采集、运行处理系统、关键数据阈值设置3个方面。
2 碾米机智能运维的数据采集技术
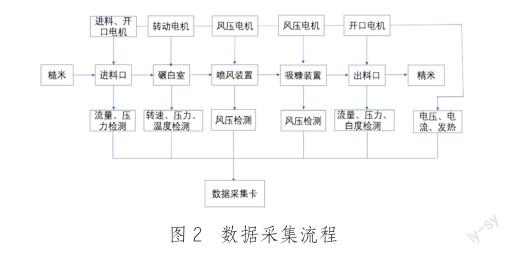
对碾米机进行运维设计,首先要对碾米机的一系列数据进行采集,根据碾米机所存在的6种常见故障,对碾米机所需要的传感器进行选型。碾米机数据采集流程见图2。
可以根据需求在碾米机内部安装相应的传感器,进料口需要检测进料口的压力和流量;碾白室需要对碾白室的压力、转速、温度等参数进行监控;喷风装置和吸糠装置需要对风压进行监控;出料口需要对其压力和出米的白度、碎米率及流量进行监控;电机的电流、电压以及发热也需检测。各传感器采集的数据由数据采集卡进行收集。
碾米机正常运行时,当米粒进入碾米机后,一系列检测数据被相应的传感器检测出并传入数据采集卡,再由运行处理系统对收集的数据进行一系列的分析计算等操作,即完成一次记录过程,然后重复多次。
3 碾米机智能运维的运行处理系统
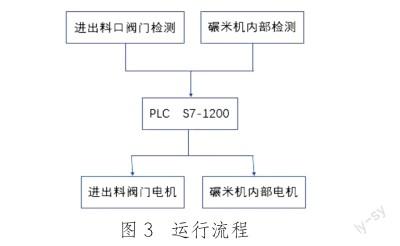
碾米机数据采集完成后,就需要根据采集的数据进行一系列的处理操作。处理系统运行流程如图3所示。
图3以PLC S7-1200对碾米机的电机进行控制。当糙米进入电机,进料阀口处对应的压力和流速传感器将获取的数据上传,当糙米被碾米机加工完成后,大米流出碾米机,出料阀口处的流速和白度传感器收集数据,然后以大米白度为基准,将白度传感器收集的数据进行对比,PLC根据检测的白度信息对碾米机的进出料阀口进行调节,使进出料阀口开大或减小,经过多次调整保证大米的白度。
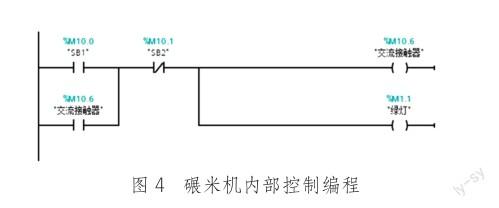
图4是对碾米机内部的控制,碾米机内部的电机有碾白室的转动电机、喷风和吸糠装置的风压电机这些都属于一般的三相电机,只需要对其启停进行控制,形成自锁,在碾米机启动时,保证电机的正常运行。
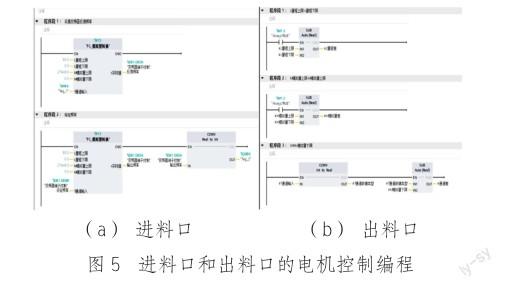
进出料口需要用步进电机或伺服电机对进出料口开口大小进行控制。当糙米进入碾米机时,进料口开口不适合,传感器把采集的数据传入,然后PLC根据信号对开口进行控制。如图5所示,电机转数的调控是通过对PLC模拟量拓展模块和变频器之间进行控制转换的:先采集变频器转换频率,频率的转换使用模拟量转换FC模块实现模拟量和电机真实频率的相互转换,通过HMI输入给定频率,随后通过变频器进行速度调控的实现。在对电机进行调整时,在触摸屏上输入调控频率,将频率转换成0 ~ 27648的数字信号,再转换为变频器频率,然后传给变频器,对电机进行调控。
4 碾米机智能运维的关键数据阈值设置
在进行智能运维时,需要精确的信息来源。碾米时,往往由于操作不当引起进料口异常而引发一系列故障,因此碾米机智能运维的关键点在于进出料口获取的信息种类是否充足、信息采集量是否足够以及故障阈值的设定是否准确。
碾米机进、出料口的压力会对碾米环节的出米率、碎米率、加工精度、大米白度等产生一系列的影响。当进口闸刀开大,出口闸刀关小时,碾白室谷粒增多,其压力增大,碾出的米色白,但碎米多,加工精度较高;反之,若将进口闸刀关小,出口闸刀开大时,碾白室存米少,碾磨压力降低,碎米率降低,但碾出的米较粗糙,加工精度不够。所以,进出口闸刀需要密切配合。操作时,进口闸刀开度可控制在整个开度的1/2,最多不超过2/3[7],而出口闸刀要灵活掌握,初始闭合,启动碾米机后,根据出米的白度,再对出口闸刀进行调控。米刀间隙略微倾斜和进口闸门的开度保持在整个开度的1/2 ~ 2/3,调好后,一般固定不动,观察米粒是否完整,米色是否洁白,以此判断加工精度情况。
对进出料口进行调控时,需根据加工精度、大米白度、出米率,及进出料口的压力等情况,判断碾米机是否出现故障,然后对其进行相应调控。当出料口检测到大米白度达不到要求时,优先检测进出料口的压力,判断是否由于操作不当引发问题,以此确定是否为机械故障,从而提前根据碾米机机腔的传感器预测碾米机可能出现的故障,并智能提醒用户可能是碾米机机腔的风压不足或者碾米机碾白室压力不足等故障。
5 结 论
本文借鉴现有的智能运维框架体系,根据碾米机的常见故障关键点,提出了关于碾米机的智能运维框架体系,框架由前后处理组成,前处理采用传感器、数据采集卡等技术,将采集的数据传入数据处理系统,经过一系列后处理,与对应数据阈值进行对比,以此来确定碾米机可能出现的故障,来达到提前预测故障和智能运维的目的。
参 考 文 献
[1] 吴利.碾米机技术在我国的发展状况[J].安徽农业科学,2014,42(18):6 076-6 078.
[2] 姚惠源.世界稻米加工发展趋势与我国未来10年的发展战略[J].粮油加工与食品机械,2003(12):18-21+27.
[3] 杨国明.水泥厂设备智能运维平台研究及规划[J].水泥工程,2021(3):75-77.
[4] 林国峰,詹伶俐,沈德仁.空管自动化系统智能运维技术研究综述[J].西华大学学报(自然科学版),2022,41(2):20-26.
[5] 黄健.佛山地铁车辆全自动运行模式下智能运维的探索[J].机电工程技术,2022,51(2):177-181.
[6] 茅晓晨.压力计量在智能运维中的应用[J].仪器仪表用户,2022,29(3):109-112.
[7] 薛福连.碾米机提高碾米质量的方法[J].南方农机,2008(4):31.