9FB燃机燃料控制阀LVDT反馈偏差原因分析与解决方案
2022-05-30孔金波
孔金波
【摘 要】GE 9FB型燃机,使用SonicFloTM气体燃料控制阀,输送气体燃料给工业燃气轮机并保证燃烧系统的燃气流量调节,该执行机构采用整体式单弹簧作用设计,其内部结构包括内置液压过滤器、三重线圈电冗余伺服阀、直接耦合到液压活塞的三重线圈LVDT位置反馈等。该执行机构采用位置反馈(LVDT)与伺服阀共同组成闭环随动系统,来保证其不受压力变化的近似百分比的流量特性。论文针对某热电厂450 MW单元机组投产后气体燃料控制阀三冗余LVDT偏差问题进行原因分析,制定解决方案。方案实行后机组的运行结果显示,本次的实施方案不仅从根本上解决9FB燃机燃料控制阀LVDT偏差问题,而且保证了机组运行、燃烧安全与稳定。
【关键词】燃机;阀门;燃料阀;LVDT;控制;伺服
【中图分类号】TK478 【文献标志码】A 【文章编号】1673-1069(2022)06-0127-03
1 引言
GE能源集团是世界领先的发电设备和能源输送技术的供应商,从2005年初至今,GE已向中国一期和二期的联合循环电厂项目提供了20台总计860万千瓦发电能力的F级燃气轮机发电机组,使得燃机发电机组在中国电网结构中的比重进一步加大[1]。华电昆山热电厂联合循环热电联产的燃气轮机组使用的是美国GE公司的9FB.05型号的燃气轮机,燃机控制系统使用的是GE的MARK VIe控制系统。该热电厂以热定电的运行方式对机组运行的安全、可靠性进行大大提高,然而燃机的燃料控制阀其执行机构三冗余LVDT在日常运行中会出现没有规律的线性偏差,极大地影响了燃料伺服阀闭环控制的稳定性,进而影响了机组运行的稳定性。燃料控制阀位置反馈问题亟待解决。
2 燃料控制阀LVDT及控制逻辑介绍
2.1 燃料控制阀LVDT简介
华电昆山热电450 MW热电联产单元机组电厂联合循环热电联产的燃气轮机组使用的是美国GE公司的9FB.05型号的燃气轮机,燃机控制系统使用的是GE的MARK VIe控制系统,该控制系统为
2.2 燃料控制阀LVDT控制逻辑
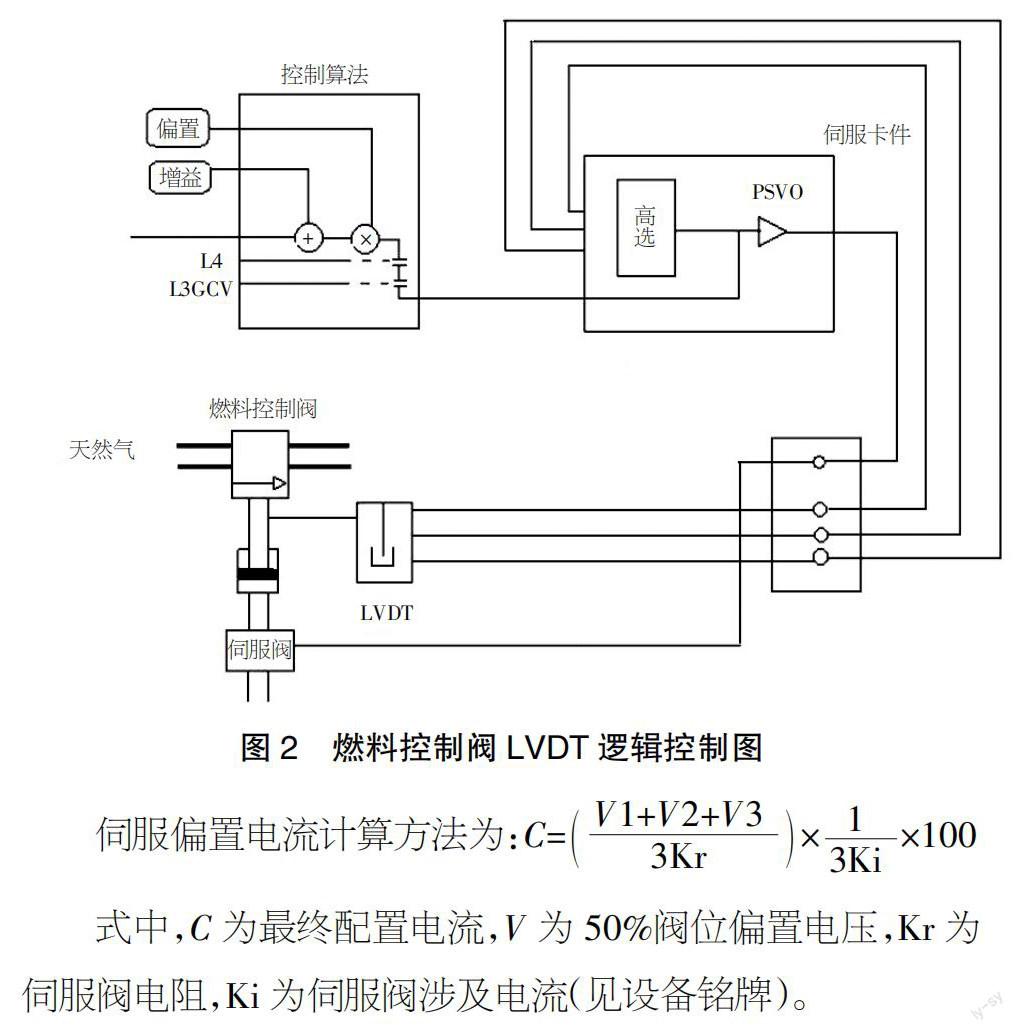
GE 9FB燃机燃料控制阀的主要功能是使其执行机构的开度跟随FSR2(气体燃料行程基准)的变化而变化,即满足线性开度要求。在组态中FSR2乘以计算后的增益常数和加上调零偏置后成为FSROUT,作为燃料控制阀的阀位开度基准进入伺服卡件中[2]。而3组LVDT通过测量现场阀位,将反馈信号也输入伺服卡件中,经过集成逻辑MINMAX大值选择后在PI运算放大器前与FSROUT比较。如果存在差值则伺服卡件将改变送到伺服阀的输出电流中驱动执行机构,重新调整偏置电流直到差值消失为止。逻輯图如图2所示。
式中,C为最终配置电流,V为50%阀位偏置电压,Kr为伺服阀电阻,Ki为伺服阀涉及电流(见设备铭牌)。
因此,3组LVDT所输出的阀位开度参数FSGn,具有反应阀门开度,并参与伺服闭环调节的功能,其参数的精准,对于燃料阀的调整乃至整个燃机燃烧的稳定有不可或缺的作用。
3 现状分析
昆山热电公司1#、2#机组分别于2017年9月26日和10月12日通过168 h运行,但自2018年6月开始,两台燃机各4组燃料控制阀均在不同开度、不同工况下无规律地陆续出现“GCV LVDT different fault”此报警。该厂热控人员通过marklve控制系统内TOOLBOX逻辑查阅工具进行组态查询后发现,此报警为GE公司设计的,利用软件逻辑监控LVDT及其相应的伺服阀,以确保该燃料阀能够按照其预期目标进行控制。当燃料阀3组LVDT两两之间模拟量反馈值偏差超过0.75%时而触发的报警,且GE公司规定:如果故障严重,则会触发FSRG1OUT跳机逻辑,使机组跳闸。故障检测基于以下4种不同参数比较:阀门阀位未遵循参考值,阀门未遵循参考值运行(阀门反馈值FSGR与预测阀位反馈FSGAERR之间的误差在指定时间内大于设定点K86GCVMN),位置反馈故障,伺服电流问题和LVDT差值报警(当燃料阀LVDT反馈振荡即模拟量反馈跳变超过3%时),综合以上可以得出:因此LVDT的反馈稳定、准确、可靠,对于机组的安全稳定至关重要。
报警出现后,该热电厂热工专业会同机务专业,从设备原理出发,以组态逻辑参数和阀门结构原理为切入对可能造成异常现象的原因逐一进行分析,总结可能原因如下:
第一,燃料控制阀LVDT采用的电缆为ZRA-KVVP2-0.45/0.75 KV型耐高温电缆,采用单独屏蔽线,接地方式为机柜侧单端接地。因考虑其在电缆敷设时,设计规划途经强电回路等恶劣电磁环境中造成传导干扰,以及电缆破损,接地屏蔽层、接地线和大地有可能构成闭合环路,在变化磁场的作用下,屏蔽层内有可能会出现感应电流,通过屏蔽层与芯线之间的耦合,干扰信号回路的可能。
第二,MARKIve系统里,伺服卡件可手动对输入TSVO的LVDT信号进行全行程线性标定,伺服卡件通过全开全关燃料阀将LVDT的最大最小位置信息转换为电压信号,储存在I/O卡件中,以调整其各个位置的线性偏差。但是这些电压值并不是实时变化调整的,而是每次手动标定后的预设值。如若伺服阀出现问题,或者伺服卡件的集成电路板中有元件损坏,则会造成阶跃电压监测不准确,引起未知位置的非线性偏差。
第三,LVDT铁芯与套筒之间是否存在碰磨,如果在安装的过程中铁芯与外套简安装不同心的话,运行中LVDT就会发生摩擦。时间一久LVDT长期受到磨损的话会在磨损位置产生偏差。为避免此类事故的发生,在LVDT安装时—定要做到铁芯与套筒的同心,在铁芯和与衔杆相连的铁芯支架固定前要做到铁芯能在套筒中心孔和铁芯支架孔之间做自由落体运动时不与套筒和支架发生摩擦。而由于SonicFloTM燃料阀为封闭整体结构,LVDT为内置型,且国内GE 9FB型机组尚未有现场解体先例。
4 解决方案制定与实施
4.1 方案制定
针对以上分析情况,该厂热控人员制定以下方案:第一,针对是否存在回路干扰,导致燃料阀反馈异常跳变的情况。该厂热控人员首先在燃机机柜侧和控制阀就地接线盒处,对电缆外观和接地情况进行检查,确保所有的信号电缆有很好的接地缘,不漏电,以防止接触引入干扰,随后将电缆两端解开,使用兆歐表对电缆绝缘进行摇测,查看绝缘情况。其次为防止供电线路上存在共模高频干扰信号[3],该厂热控人员在LVDT进线回路上设置隔离器进行干扰隔离。第二,针对伺服卡件是否存在伺服阀或集成电路板损坏造成LVDT反馈显示偏差的情况,该厂热控人员重新采购了同型号的伺服阀和伺服卡件,寻找停机的机会对一个燃料阀进行集中更换,并对更换前和更换后的效果进行对比。第三,针对LVDT铁芯与套筒之间是否存在碰磨,造成线性偏差的情况。由于SonicFloTM型燃料阀为整体封闭结构,LVDT为内置设计,需将整个阀门进行解体方能看清内部结构,而国内目前为止尚未有该型号的阀门解体记录,需将阀门送至国外检修,周期较长。
4.2 方案实施
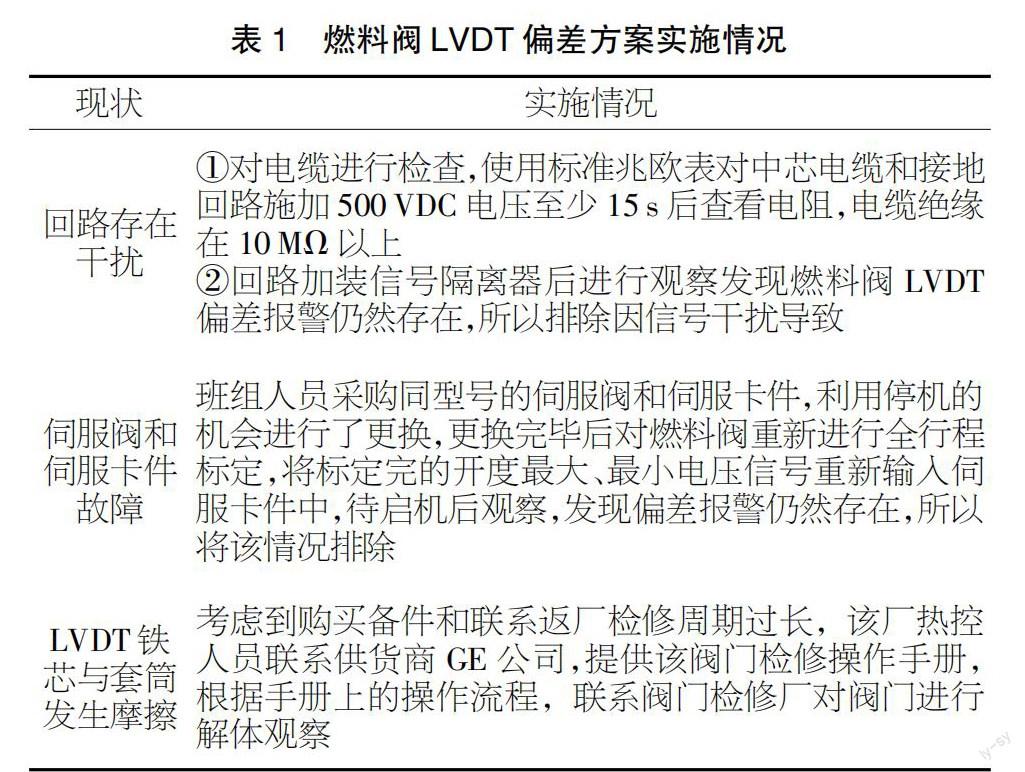
方案确定后,该厂热控人员便利用机组停运的机会对制订的方案进行了逐一实施,具体实施过程如表1所示。
阀门解体后,LVDT安装布置如图3、图4所示。
注:图中LVDT原为三冗余设置,由于拆解阀门过程中,存在不当过程,造成两根LVDT从根部发生断裂。图中展示仅为1根,其余两根安装方式与图中所展示的完全一致。
由图4中可以看出LVDT通过下方的可转动底座和上端的底座直接耦合在阀门上,当液压油驱动弹簧压缩时,LVDT跟随阀门一起做上下线程动作。经过检查3根LVDT细长铁芯,均在不同地方有不同程度的弯曲(见图5)。
当阀门做直行程运动时,由LVDT的工作原理可以得出,当衔铁处于中心位置时由于两个次级线圈产生的感应电动势相等,所以输出电压为0,而当衔铁偏离中心位置时电动势不等,产生电压输出,由于LVDT三根铁芯均发生不同程度的轻微弯曲,所以产生的感应电压也各不相同。虽然可能并没有与外壳产生摩擦,但由于进入伺服卡件的电压不同,所以表决出的阀门位置也各不相同。至此可以确定该型号燃料阀反馈LVDT异常晃动的原因为LVDT铁芯发生异常弯曲导致的。
5 结论
利用机组检修的机会,昆山公司采购了同型号的LVDT进行了更换,至此经过两个月的观察,停机、机组启动、正常运行3种工况下,均未出现LVDT晃动现象,达到了预期的目标效果。针对此问题本文提出以下检查优化方案:
第一,针对电缆屏蔽接线进行重新接线,保证屏蔽线接线单点接地且牢靠,增加抗干扰的可靠性。
第二,对燃料阀LVDT各位置的输出电压进行定期检查,形成台账,定期进行对比、排查。
第三,燃料阀反馈晃动现象严重影响了机组的安全稳定运行,本文针对此现象进行了深入的原因剖析,并提出解决方案。因SonicFloTM型燃料阀受限于其独特的密封集成结构特点,如果现场冒然对阀门进行解体,弹簧应力发生变化,则会直接影响阀门流量特性,所以国内尚未有现场解体案例,因此对于内部结构、动作方式安装原理等了解甚少,本文率先展示了燃料阀的内部结构原理、LVDT的安装、动作方式,为以后的阀门故障分析处理积累了丰富的经验,同时也希望能为同类型的机组和电厂提供参考和帮助。
【参考文献】
【1】毛华军.大型燃气—蒸汽联合循环发电技术丛书(综合分册)[M].北京:中国电力出版社,2009.
【2】章素华.燃气轮机发电机组控制系统[M].北京:中国电力出版社,2013.
【3】姜艳姝,刘宇,徐殿国,等.PWM变频器输出共模电压及其抑制技术的研究[J].中国电机工程学报,2005(09):47-53.
