内燃机车滑动叉模锻工艺研究
2022-05-27于学海王大勇
0 引 言
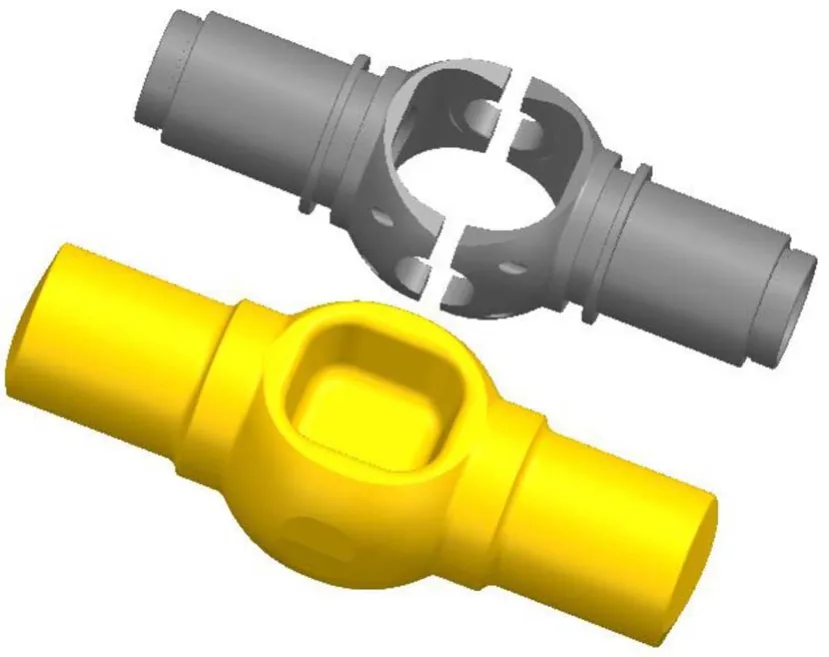
滑动叉是轨道交通内燃机车上用于传递扭矩的零件,采用模锻工艺成型。滑动叉形状复杂,一端为杆,另一端为叉头,如图1所示。原模锻工艺为1模1件,在终锻前使用自由锻锤对坯料进行预制,使其形状接近模膛形状。自由锻制坯过程可控性较差,制坯尺寸精度低,不易满足工艺要求,且生产效率低,劳动强度大。预制坯在模膛内摆放时,无法保证其有效定位,上述不稳定因素易使锻件出现废品。

现采用1模2件合锻工艺,将2个锻件的叉口对合,形成一个圆环,消除原锻件的叉头形状。合锻工艺锻件形状为中心对称阶梯轴,形状相对简单,锻造工艺流程为:下料→加热→制坯→终锻→切边→检查。锻造时在压力机上制坯,解决了原工艺易出现折叠等质量问题,操作简便可靠,效率高,可节约原材料和锻造工时。
小反刍兽疫病作为烈性传染病之一,我国将其列为一类动物疫病。该病主要通过消化道以及呼吸道传播,发病率和死亡率极高,不仅在很大程度上影响牧区羊群的健康成长,还会给养殖户带来不可估量的损失。
1 滑动叉成型原工艺
滑动叉锻件质量为24.5 kg,总长为247 mm,杆部直径
116 mm。原工艺为:下料(坯料规格150 mm×150 mm)、加热、10 kN自由锻锤预制坯、加热、25 000 kN压力机模锻、切边、热处理,其中10 kN自由锻锤预制坯和25 000 kN压力机模锻工序均需要6名操作工。
预制坯工艺变形过程如图2所示,先使用压棍在方坯上定位3处凹槽,再锻出叉口形状,最后拔长杆部,使预制坯形状接近锻件形状,其过程复杂,生产效率低,劳动强度大。采用自由锻工艺制坯,锻件形状尺寸由操作工控制,变形体之间尺寸差异较大,终锻时部分变形体叉口部位无法放置在模膛内(见图3),叉头部位翘起,杆部下沉,导致金属在填充上、下模膛时流动紊乱,造成叉头处折叠缺陷,如图4所示。



2 合锻工艺
2.1 制定锻造新工艺
根据生产经验,螺旋压力机公称压力选择可按公式(1)确定。
2.2 锻件图制订
锻件形状呈中心对称分布,选取锻件高度1/2处平面为锻件分模面,为便于锻件顺利脱模,设定锻件外拔模斜度为5°,内拔模斜度为7°,内孔拔模斜度为10°。考虑锻件的复杂程度、后续锯切工序及现场锻制能力等因素,设定锻件高度及宽度方向单面加工余量为4 mm,长度方向单面加工余量为12 mm。锻件中心孔内切直径
=
118 mm,孔深
=66.5 mm。
/
<2.5,采用平底连皮,如图6所示,结合车间以往生产经验,选取
=20 mm,
=15 mm
。

计算锻件体积
=6 381 cm
,锻件相应外轮廓包容体体积
=13 374 cm
,锻件复杂系数
=
/
=0.48,复杂系数为
级,锻件材质系数为
级。参考GB/T 12362《钢制模锻件公差及加工余量》,确定锻件尺寸公差,绘制锻件图如图7所示
。

2.3 成型力的计算及设备选择
将2个滑动叉叉头对接,拼凑为新的形状,如图5所示。锻件两侧杆部呈长轴类回转体,中间为不完全球体,避免了原工艺锻件的叉口形状设计,预变形过程更为简单。锻件的重心与几何中心重合,能保证坯料平稳放置于模膛内,不发生偏斜,终锻时不易出现锻造缺陷且新工艺锻件更容易定位、装夹。将锻件整体车削后,再从中间锯切,节约了加工工时,提升了加工效率。

式中:
——螺旋压力机公称压力,kN;
——系数,锻件轮廓比较简单时,约为50 kN/cm
;
——锻件总变形面积(包括锻件面积、冲孔连皮面积及飞边面积),cm
;
——变形系数,变形程度不大的锻件取1.3。
根据预变形图设计25 000 kN压力机预变形工装,为了使圆钢在拔长变形过程中,金属更易沿轴向流动,将台阶过渡圆角设计为
30 mm,过渡斜面为40°。将
150 mm圆钢毛坯放置在预变形工装下模上,完成第1次打击变形后,毛坯翻转90°完成第2次打击变形。圆钢毛坯经过2次打击达到预变形图规定形状尺寸后,放置在终锻模膛内,完成终锻成型。
2.4 计算毛坯及预变形体
工装设计时要注意模块承击面所受应力,防止分型面压陷或压崩,工装材料选用5CrMnMo,按公式(2)对工装强度进行校核,
=25 000 000/(660×340)=111.4 MPa<350 MPa,承击面满足要求
。

新工艺锻件形状简单,不需要复杂的预制坯过程,可直接使用25 000 kN压力机对规格为
150 mm圆钢进行制坯,且终锻时模膛更容易被充满。将圆钢拔长至截面形状为矩形的阶梯轴,结合计算毛坯图截面积沿锻件轴线分布情况,绘制预变形图如图9所示。根据预变形图尺寸计算预变形体质量
=56 kg,
与
相差不大,预变形工艺设计合理
。

2.5 工装制备
2.5.1 工装设计
终锻工装模膛根据热锻件进行设计,热锻件的尺寸即为模膛尺寸,终锻工装结构如图10所示
。
实现对图书馆纸质馆藏、通过渠道获得的数字资源(具有较好的元数据描述)和来自互联网的数据资源(数据格式不统一、缺少结构化的数据描述)这三种不同的数据资源的统一管理和访问。

锻件在分模面上的投影面积为706 cm
,飞边槽设计宽度为30 mm,充满系数约为0.7,飞边面积为411 cm
。
=50×(706+411)/1.3=42 961 kN,采用2~3次打击成型,则按计算值减小一半,车间有25 000 kN高能螺旋压力机,打击能力满足成型要求
。
主要分析预变形和终锻成型过程。对预变形工装、终锻工装及规格为
150 mm圆钢三维实体建模,定义工装为刚性体,圆钢毛坯为塑性体。忽略毛坯和工装之间的热交换,减少计算时间,定义设备为25 000 kN压力机,摩擦系数为0.4,预变形体温度为1 150℃,工装预热温度为250℃,设定网格边长为2 mm,计算步长为0.7 mm。建立拔长预变形及终锻成型有限元模型如图11所示
。
根据平面变形假设,绘制计算毛坯图如图8所示,根据毛坯截面积变化曲线,使用微积分计算毛坯的体积。分段计算结果为:
=132 mm,
=1 570 cm
;
=38 mm,
=552 cm
;
=154 mm,
=2 512 cm
,总体积
=2
+2
+
=6 756 cm
,质量
=54 kg
。
2.猪传染性胃肠炎(TGE)。各年龄的猪均易感,以2周龄以下的猪多发,且死亡率较高,仔猪吮乳后常出现呕吐,不久出现剧烈腹泻,排水样黄色或灰色粪便,常有未消化的凝乳块,恶臭,日龄越小,病程越短,死亡率越高。

式中:
——工装底部单位面积所承受应力,MPa;
——设备公称压力,N;
——工装底面实际面积,mm
。
3 有限元分析
3.1 有限元模型建立
2.5.2 工装强度计算及校核
由于在实际处理时,杂波及噪声的统计特性未知,某一距离门的杂噪协方差矩阵往往由其极大似然估计(MLE)形式代替,即

3.2 结果分析
进行第1次打击变形,当变形工装上胎模与圆钢毛坯接触后,继续下压51 mm,毛坯拔长至453 mm,再将毛坯翻转90°进行第2次打击变形,下压95 mm,毛坯拔长至484 mm。毛坯经2次变形后,尺寸符合工艺要求,如图12所示。选取
尺寸作为高度尺寸,将变形体放置在模膛内,进行终锻成型,经2次打击后金属能充满模膛,如图13所示。
其中点状空间主要指以散点形式布置于滨水活动场所的空间,如船艇、建筑、桥梁和水门关等;线状空间主要指连接点状和面状空间的廊道,其本身也作为活动场所,如水系和滨水道路等;面状空间主要指有一定的面积和开敞性的空间,如码头和水上聚落等(图4~6,表3)。


4 现场试制
按拟定工艺进行试制生产,锻件和飞边总质量约54 kg。需进行1次加热,按经验取3%烧损量,计算下料质量为55.6 kg。参照有限元分析过程,使用25 000 kN压力机预变形工装进行预变形,预变形体能平稳放置在终锻模膛内,如图14所示。最后终锻成型、切边,经检查测量,尺寸满足工艺要求,无锻造折叠缺陷,实际试制结果与有限元分析结果相符,如图15所示。


5 原工艺与1模2件合锻工艺对比
原工艺与新工艺对比如表1所示。新工艺比原工艺少一次加热,减少了3%毛坯烧损,节约50%燃油消耗。新工艺省去了自由锻锤预制坯工序,节约50%人工成本,提升了生产效率。新工艺增加了25 000 kN压力机预变形工装,但其简单不易损坏,成本可忽略。新工艺使毛坯在终锻前发生较大程度的变形,可有效清除加热产生的大量氧化皮,防止氧化皮垫伤锻件,新工艺1次成型2个锻件,延长了模具相对使用寿命。
金融创新也就是对当前金融体制进行改革,同时增加全新的金融工具,属于缓慢推进、持续性的发展过程。关于金融创新可从三个层面进行分析:首先,宏观层面。在宏观层面上的金融创新也可以理解为是金融发展的重大变革,将金融业的发展史视为不断创新的历史,其中的任何一项重大发展均需要建立在金融创新的基础上。其次,宏观层面。在此层面上的金融创新所指向的是金融既有尤其是银行中介方面功能性的转变,可进一步细分为技术创新与金融产品创新等。最后,微观层面。在此层面上的金融创新实际上也就是金融工具的创新发展。

6 结束语
滑动叉为长轴叉类锻件,原工艺采用1模1件生产,效率低,在叉头处出现折叠缺陷;改为1模2件合锻工艺生产,工序更为简便,提高了生产效率,解决了生产中出现的锻造质量问题,可降低锻造成本,为同类锻件的工艺及工装设计提供一定的参考。
[1]吕 炎.锻压工艺学[M].北京:机械工业出版社,1995:143.
[2]吕 炎.锻模设计手册[M].北京:机械工业出版社,2005:107.
[3]王大勇,宋红军,田孝飞.摇臂轴座精锻CAD/CAM研究应用[J].锻压技术,2005(6):11-14.
[4]秦学枫,王少阳,陈文琳.转向臂锻造工艺研究[J].精密成形工程,2011(4):56-60.
[5]锻工手册编写组.锻工手册(下册)[M].北京:机械工业出版社,1978:83.
[6]张 振,王大勇,王相钧,等.HXD2型机车起吊环模锻工艺研究与应用[J].模具工业,2019,45(6):50-53.
[7]卞正文.基于Deform的中小型热锻模设计[J].模具工业,2016,42(12):48-50.
