异种铁素体耐热钢接头界面组织及其影响
2022-05-26孙咸
0 前 言
在现代发电厂有数量可观的异种钢接头, 可以分为两大类: 奥氏体钢与铁素体钢接头和铁素体钢与铁素体钢接头。 其中, 对于奥氏体钢, 其室温下组织为奥氏体+析出相; 对于铁素体钢,如蠕变强度增强型铁素体 (creep strength enhanced ferrite, CSEF) 钢, 随化学成分和冷却速率的不同, 在室温下显微组织既可以具有铁素体、 贝氏体, 又可以具有马氏体。 奥氏体钢与铁素体钢异种钢接头备受关注, 因为这类接头涉及物理、 力学和断裂性能明显的局部变化。 然而对于需经受焊后热处理 (PWHT) 并在高温下长期运行的铁素体钢与铁素体钢的异种钢接头也具有一定的技术挑战性, 因为在接头界面处, 除了焊缝和HAZ 形成了不均匀组织之外, 在界面两侧的碳迁移行为, 对界面处金属硬度分布态势、 熔合区裂纹的产生、 接头蠕变断裂强度、 接头的早期失效以及使用寿命等均会产生不利的影响。 前者(奥氏体钢与铁素体钢接头) 导致的早期失效问题突出, 有关研究文献逐年增多
; 后者(铁素体钢与铁素体钢接头) 早期失效倾向比前者低, 专题性探讨文献较为鲜见。 然而, 鉴于铁素体钢与铁素体钢DMWs 接头界面处组织的复杂性, 以及电厂焊件工况条件的严苛性, 有必要对该类DMWs 接头冶金特性继续开展研究。 为此, 论文特意将铁素体钢与铁素体钢DMWs 接头组织特性与使用性能相联系, 探讨其影响因素及控制原理。 该项研究对进一步认识铁素体钢与铁素体钢DMWs 接头界面组织、 丰富异种钢焊接理论以及工程应用, 具有一定理论意义和参考价值。
1 异种铁素体耐热钢接头界面组织特征
1.1 异种铁素体耐热钢接头组织转变及HAZ 特征区
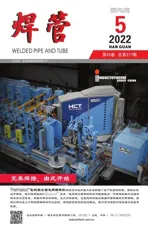
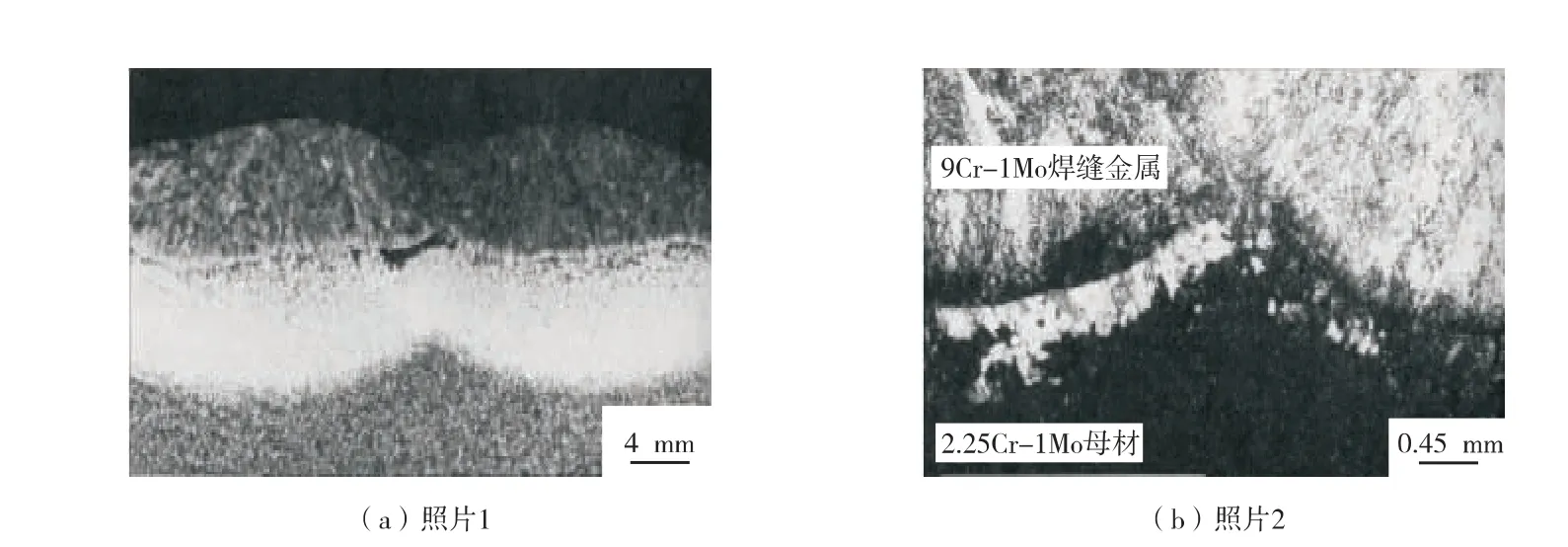
在焊接热源作用下, 异种铁素体钢焊接接头上各点距焊缝的远近不同, 经历的焊接热循环不同, 整个接头区的组织是不均匀的, 如图1
所示。
1.1.1 铁素体钢DMWs 的组织转变
从社会层面来看,礼之实践乃是以血缘关系为基础的伦理情感的推演和扩充,亦即以仁者爱人过程在社会体制中得以发生的显现。它在社会中具有重要的影响地位,它不仅维护了家庭伦理伦理秩序,也维护社会伦理秩序,更维护的国家的伦理秩序,是维系家庭、社会和国家安定和谐的重要纽带。
铁素体钢DMWs 凝固时, 首先从液相析出δ 相, 进入三相区L+δ+γ; 继续冷却进入两相区δ+γ; 约在1 400 ℃以上, 发生δ→γ 转变,并进入单相γ 区; 在830 ℃以下发生γ→α (冷却速度快时发生γ→B, 或γ→M) 转变, 并进入单项α (B 或M) 区。 由于α 相溶解度较小,冷却过程中从α 相析出M
C
碳化物
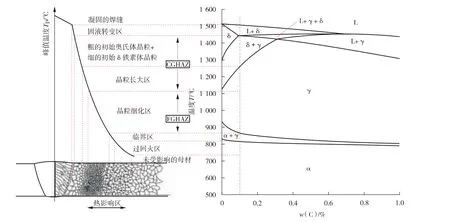
。 焊缝区组织实际上是不均匀的, 依据初始奥氏体晶粒(PAG) 类型、 尺寸和硬度的测量, 通常可以分为三个区域: PAG 尺 寸>40 μm 的柱状 区域,PAG 尺 寸 在30~40 μm 的 细 等 轴 区 域, 以 及PAG 尺寸<10 μm 的非常精细的等轴区域, 如图2
所示。 图2 中①为柱状区, ②为细等轴区,③为极细等轴区。 应该强调的是, 异种钢焊缝的室温组织将根据不同的化学成分和冷却速率转变为铁素体、 贝氏体或马氏体为主的不均匀组织。 对于w(Cr)=1.25%的焊缝金属, 在大部分预期冷却速率下, 铁素体是焊缝的主导相;对于w(Cr)=2.25%的焊缝金属, 铁素体相被贝氏体部分取代; 对于w(Cr)=9%的焊缝金属, 预计的主要相为马氏体。
1.1.2 铁素体钢DMWs HAZ 组织转变
把握习近平文化自信思想,要深刻理解习近平总书记坚持以人民为中心的重要思想,将以人民为中心贯穿到文化发展的各个环节。学术界普遍认为习近平文化自信思想所蕴含的主体是人,但又进一步对主体人进行了更加细致的划分。代金平认为“文化自信要坚持以人民为中心,依靠人才,以价值观育人。”〔17〕王资博认为,“当代中国文化自信的主体是人,包括组织(党)、群体(人民群众)及个体(人才)。 ”〔18〕从现有的研究成果来看,习近平所提出的文化自信的主体包括中国共产党、人民群众、人才、企业等,客体包括文化事业和文化产业等。
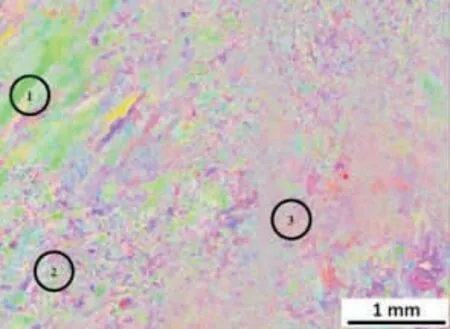
受焊接热循环峰值温度T
的影响, 铁素体钢DMWs 的HAZ 通常包括6 个特征区域 (见表1
): ①峰值温度T
≥1 250 ℃的粗晶HAZ。该区原始基体完全再奥氏体化, 初始奥氏体晶界(PAGB) 尺寸>40 μm, 二次析出物完全被溶解。②峰值温度T
为1 000~1 250 ℃的晶粒长大区。该区原始基体+PAGB 尺寸在30~40 μm 范围内的完全再奥氏体化, 二次析出物几乎完全被溶解。 ③峰值温度T
为900~1 000 ℃的细晶HAZ。该区小于10 μm 范围内的原始基体+PAGB 尺寸完全再奥氏体化, 二次析出物不完全被溶解。 ④峰值温度T
为850~900 ℃的临界HAZ。 该区块状基体中开始大规模转变, 二次析出物不完全溶解。⑤峰值温度T
为830~850 ℃的热影响区再生奥氏体产生区。 该区在初始奥氏体晶界 (PAGB)引发大规模转变。 ⑥峰值温度T
<830 ℃的亚临界或回火热影响区。 该区原热影响区基体因经受回火而软化, 但未发生大规模转变。
网络安全主要包括意识形态安全、数据安全、技术安全、应用安全、资本安全、渠道安全等方面。其中,政治安全最根本。现在境外敌对势力将互联网作为对我国渗透破坏的主渠道,以“网络安全”为名,不断对我攻击污蔑、造谣生事,试图破坏我国社会稳定和国家安全;一些人出于政治或商业利益炒作热点敏感问题,甚至进行违法犯罪活动;互联网新技术被一些人作为新的传播工具,大肆散布违法有害信息。在互联网上能否赢得意识形态领域渗透和反渗透的胜利,在很大程度上决定我们国家的未来。
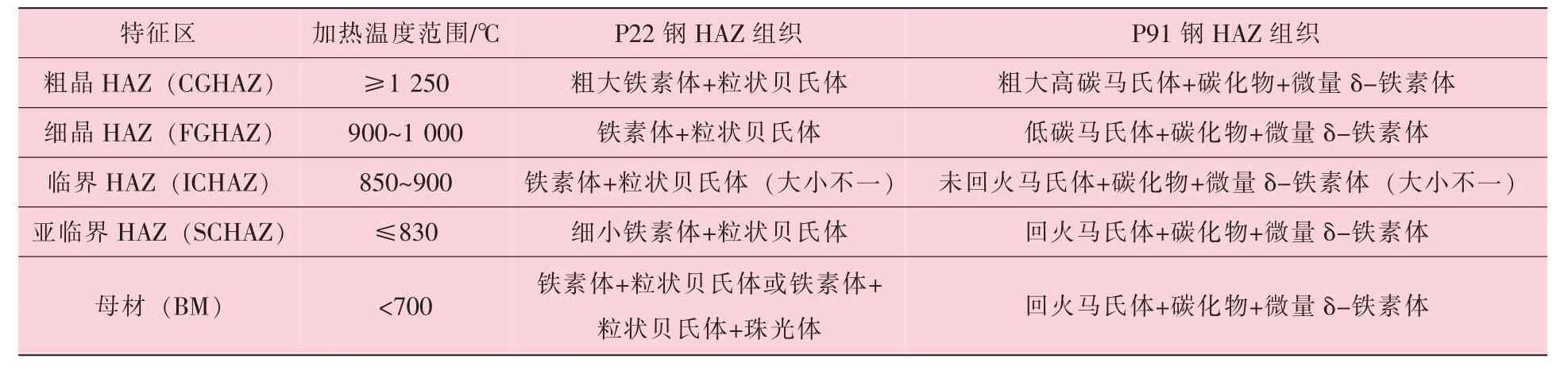
实测的两种铁素体耐热钢P22 钢和P91 钢HAZ 的组织见表2
。 可以看出, HAZ 的组织分布是不均匀的。 在完全淬火区出现了粗大的马氏体 (P91 钢HAZ) 或粗大的铁素体+粒状贝氏体 (P22 钢HAZ), 在不完全淬火区形成了大小不一的马氏体+碳化物+微量δ-铁素体(P91 钢HAZ) 或铁素体+粒状贝氏体 (P22 钢HAZ)。
1.2 脱碳层和增碳层
与奥氏体钢与铁素体钢DMWs 接头相比,铁素体钢与铁素体钢DMWs 接头中熔合线两侧成分差异虽然较小, 但依然存在, 促使碳元素在焊后热处理或焊后加热过程中不断地从低合金侧向高合金侧迁移, 使高合金侧增碳, 形成增碳层, 低合金侧脱碳, 出现脱碳层。
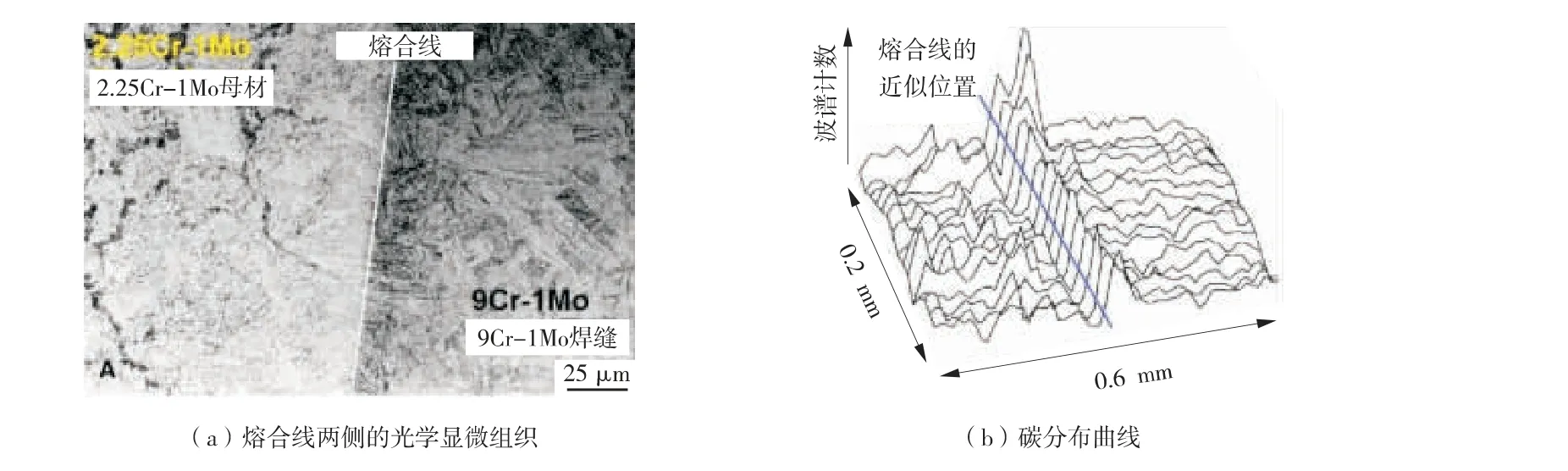
Kozeschnik 等
使用波长色散X 射线分析仪(WDX) 测量跨越熔合线的碳分布, 研究了由2.25Cr-1Mo 母材和9Cr-1Mo 焊缝金属制成的厚截面多道焊件, 揭示了焊后状态下碳的分配,如图3 所示
。 图3 (a) 中的显微组织显示, 低合金2.25Cr-1Mo 钢熔合线左侧形成的碳化物贫化区, 以及在9Cr-1Mo 焊缝金属中明显可见宽度为20 μm 的碳化物焊缝。
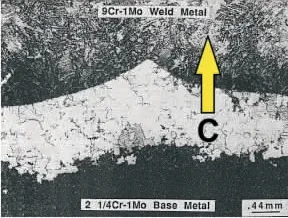
Lundin 等
研究了732 ℃(1 350 ℉) 下焊后热处理64 h 后, 2.25Cr-1Mo 母材和9Cr-1Mo 焊缝金属之间的熔合线附近碳的分配, 如图4
所示。 脱碳层由粗大的铁素体晶粒所组成, 而增碳层则形成碳化物强化组织
。
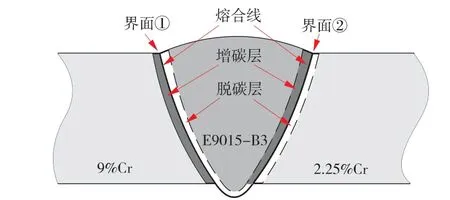
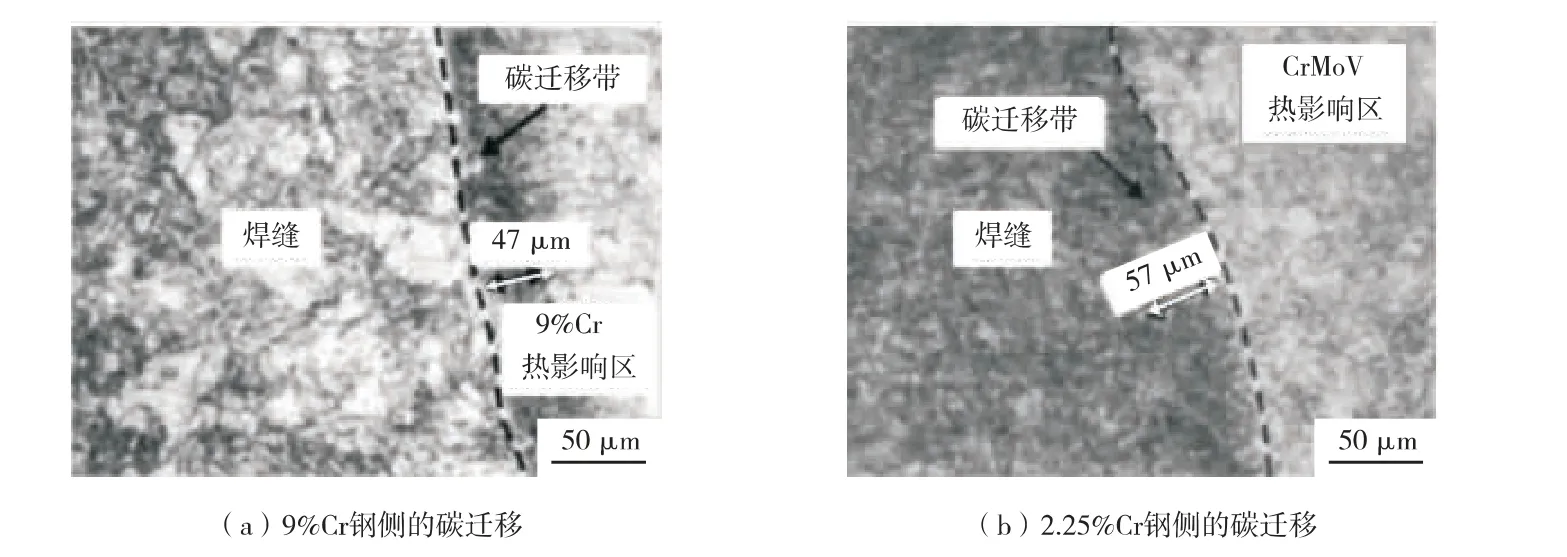
文献[12]采用TIG 打底+SAW 填充工艺以及5%Cr 填充焊丝, 对9%Cr 马氏体和2.25%Cr 贝氏体钢DMWs 接头进行焊后热处理, 研究了DMWs 接头界面的碳迁移现象。 光学显微镜观察显示, 在界面①和界面②附近均出现了碳迁移现象 (如图5 所示)。 然而在两个界面处碳迁移的方向却有所不同。 在界面①, 碳从焊缝测向9%Cr 母材HAZ 侧迁移, 脱碳层位于焊缝中熔合线附近, 增碳层位于9%母材HAZ; 而在界面②,碳从2.25%Cr 母材向焊缝中熔合线附近迁移, 如图5 和图6
所示, 界面与碳迁移部位及厚度的关系见表3。

从上述分析和试验结果可以看出, 铁素体异种钢焊缝的室温组织, 将根据不同的化学成分和冷却速率转变为铁素体、 贝氏体或马氏体为主的不均匀组织。 不同钢种在HAZ 完全淬火区和不完全淬火区形成的组织更加不均匀。 在异种钢接头界面处, 脱碳层由粗大的铁素体晶粒组成, 而增碳层则形成碳化物强化组织。
2 异种铁素体耐热钢接头界面组织影响因素
2.1 焊缝金属化学成分
上述两种试验结果及理论方面的分歧, 是由于试验所用钢种不同、 试验条件不同(后者仅仅是模拟试验, 与现场结构及运行工况条件有差异)、 焊接接头组织细节不同以及接头拘束强化与应力释放的影响有所不同所造成。
作为与母材同类的Cr-Mo 合金系焊缝金属成分变化时, P91 钢+P22 钢的DMWs 接头显微组织的主要相组成大致是不变的。 无论在AW、 PWHT 或高温服役中, 变化最大的当属焊接接头界面附近的碳迁移区。 为此, 本文重点讨论界面附近的碳迁移变化, 包含碳迁移方向、 脱碳层和增碳层的宽度等。 异种铁素体钢焊接接头界面处的碳迁移主要取决于该处碳的活度梯度(活性)。 碳的活性随碳含量的降低或金属中碳化物形成元素的存在而降低。 在P22 钢成分条件下, 随碳含量增加约2 倍(从0.07%至0.15%), 致使碳的活性增加类似的倍数。 此外,在P22 钢成分中添加碳化物形成元素, 如Nb、V、 Ti 等, 可使碳活性降低50%
。
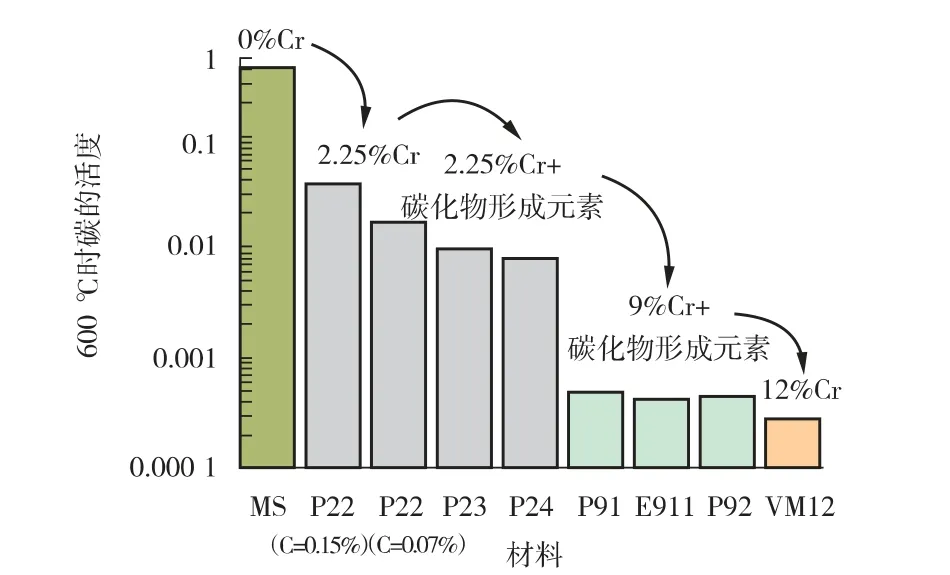
Cr 是一种很强的碳化物形成元素, 可降低碳的活度系数。 合金中Cr 的含量越高, 碳活度系数越低, 越能促进碳从高活性碳合金向低活性碳合金迁移。 不同钢材在600 ℃ (1 112 ℉)工作温度时, 计算的碳活度值如图7
所示。 从图7 可以看出, 在600 ℃时P91 钢的碳活度仅为P22 钢的2.7%, 可使碳活性降低约73%。 因此在P22 钢母材上熔敷P91 钢的DMWs 接头界面处, 碳的迁移方向为从P22 钢向P91 钢扩散, 而不是相反方向 (如图4 所示)。 同理,用E9015-B3 焊材焊接P91 钢+P22 钢时, 在界面①处, 碳迁移的方向为焊缝向P91 钢HAZ 扩散, 而在界面②处, 则是从P22 钢HAZ 向E9015-B3 焊缝扩散 (如图5 所示)。 异种钢接头中, 碳迁移方向由碳的活度降低方向所决定, 即碳由低铬钢侧向高铬钢侧迁移
。
异种钢焊接接头界面两侧碳化物形成元素对碳迁移有重要影响。 当焊缝中含有较多碳化物形成元素时, 形成了稳定的碳化物, 可以降低焊缝金属中碳的活度, 减弱焊缝金属中碳的迁移和脱碳层的形成; 当母材中含有较多碳化物形成元素时, 必然降低母材金属中碳的活度, 促进并强化碳的迁移和增碳层的形成。
2.2 焊后热处理参数(温度和保温时间)
与焊态时铁素体DMWs 接头所经历的高温短时间热循环不同, 焊后热处理过程中异种钢接头经受相对低温 (A
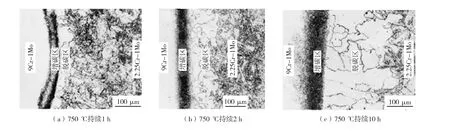
以下温度) 和长时间的作用后, 接头界面处的碳迁移更加明显, 如图8
所示。 图中异种钢试件随750 ℃保温时间增长, 接头界面处脱碳层和增碳层宽度均明显增大。
学生需认真学好基础知识,把握统计实践中的基本技能,主要要把原理理解清楚细致,在掌握基本概念的基础上,增加动手计算能力和实际数据整理分析能力,通过《统计学原理》打牢基础,与其他课程形成完整的知识体系,要认真理解统计计算的真正含义,老师在讲授说明时,应多举实际案例讲解分析,更利于学生掌握。
焊后热处理对铁素体钢DMWs 中的多层界面处碳迁移的影响也非常突出。 图9
所示是采用GTAW 将9Cr-1Mo 焊缝熔敷在2.25Cr-1Mo母材板上, 然后在732 ℃ (1 035 ℉) 下热处理16 h 后焊缝金属的光学显微照片。 可以看出, 在第一道和第二道焊道界面HAZ 形成了明显的脱碳层。 其实在焊后状态下通常是看不到焊道间碳迁移层的。 这是由于焊态下焊道间界面两侧碳的活度差很小所致。 然而经历了PWHT 后, 由于相对高的热处理温度和一定时间作用下, 原本被后道焊缝回火的前道焊缝的晶粒被细化, 晶界占比提高后, 在热处理相对高温下, 碳化物被溶解, 固溶的碳原子穿越焊道间界面的速度加快 (细晶搭接区中碳的扩散速度比粗晶区大约快一个数量级
), 导致后焊道HAZ (被搭接区界面) 脱碳层显现。
《小学道德与法治课程标准》明确指出:“生活是道德与法治的源泉,要想让学生获得健全的人格、良好的品德,必须从他们的生活体验、认识和感悟着手,贴近学生生活的教学实践活动,才能帮助学生建立更真实更深刻的认知,才能激发他们内心的而非表面的道德情感。”道德与法治课堂包含众多生活因子,这是毋庸置疑的。如何利用生活化的元素为教学服务,考验的是教师的教学智慧。教师要在对学生生活实际进行深入调查、了解、研究的基础上,找到教学内容与学生生活的衔接点,同时借助生活化的故事营造浓厚学习氛围,突破教学重难点,为高效课堂奠定坚实基础。
(1) 在550 °C 工 作 温 度 下, 异 种 钢 焊 接接头界面处会发生所谓碳化物分解、 扩散、 再析出过程
。 工作温度越高、 运行时间越长, 碳化物分解、 析出越强烈, 异种钢焊接接头界面处碳迁移层越明显。
2.3 焊接工艺参数
从理论上讲, 焊接工艺参数的变化 (诸如焊接电流、 电弧电压、 焊接速度、 热输入以及接头形式、 坡口角度等) 可能影响母材熔合比, 进而影响铁素体钢DMWs 接头界面处元素分布。 但是有研究
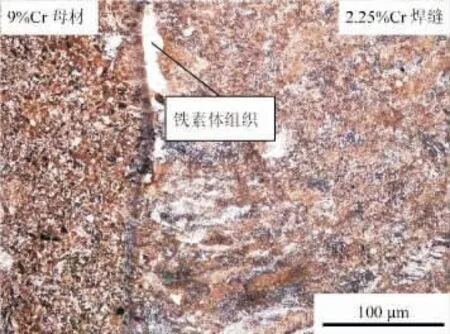
表明, 对于焊后状态Cr-Mo系铁素体钢DWMs 接头界面处碳迁移现象并不明显, 只有PWHT 后碳迁移变得明显, 而且随热处理温度和保温时间增大, 碳迁移层宽度变宽。 这是由于焊接工艺参数导致的母材熔合比变化, 并未造成界面两侧碳活度差明显增大所致。 但也有例外, 郑云蔚等
在铁素体钢DMWs 窄间隙接头中发现的碳迁移即与母材熔合比相关, 如图11
所示。 可以看出, 在PWHT(回火处理) 窄间隙接头熔合线2.25%Cr 焊缝一侧出现了白色铁素体脱碳层组织。 这是由于窄间隙坡口位置的限制, 容易出现焊道与侧壁熔合不良部位, 造成部分焊道熔合比较小, 使得母材与焊缝成分差异较大, 从而导致碳迁移现象发生, 对接头的各项力学性能均带来不良影响。 由此看来, 焊接工艺参数, 乃至焊接方法对此类异种钢接头界面处组织的影响亦不可被忽略。 遗憾的是, 涉及焊接工艺参数、 焊接方法对该类异种钢接头碳迁移影响的文献较少。 随着该类异种钢焊接应用的扩大, 以往较少关注的影响因素将会逐渐显现。
2.4 工作温度下运行时间
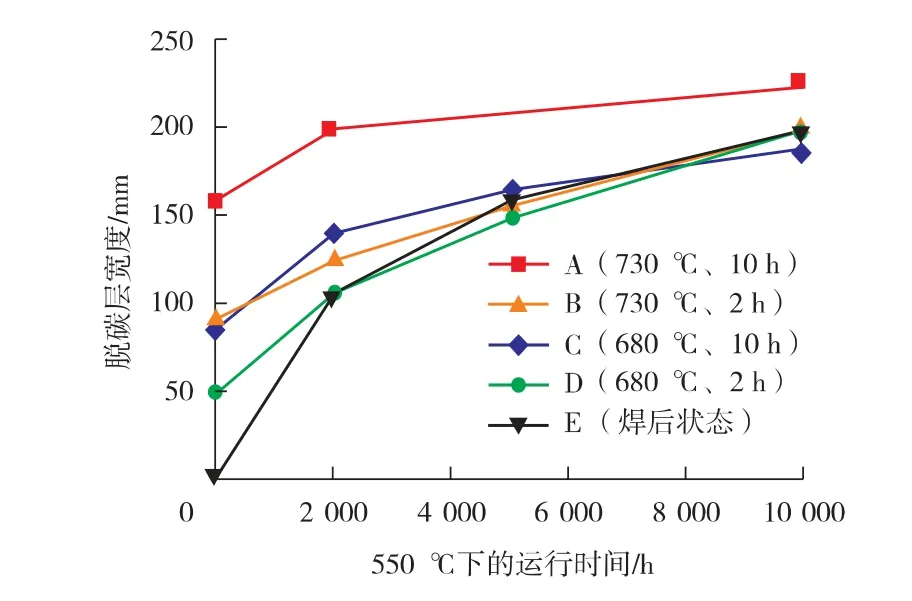
文献[17]研究了不同热处理规范处理的5 种铁素体DMWs 接头在550 ℃(1 022 ℉) 下运行2 000~10 000 h 后脱碳层宽度的变化 (5 条曲线分别代表了5 种不同热处理规范试样, 如图12
所示)。 可以看出, 总体趋势是, 随运行时间的加大, 铁素体DMWs 中脱碳层宽度变宽了。当运行时间为0 时, 5 种试件脱碳层宽度从大到小的排序为A>B>C>D>E。 5 条曲线纵坐标的起始位置脱碳层宽度数值差距较大, 但随运行时间加大, 纵坐标数值差距逐渐缩小, 终点时间 (10 000 h) 纵坐标数值趋于接近。 其中, 除了A 试件的脱碳层宽度约为223 μm 之外, 其余4 种试件的脱碳层宽度被聚集为190~200 μm 很小范围。
对于上述结果可以进行如下解释:
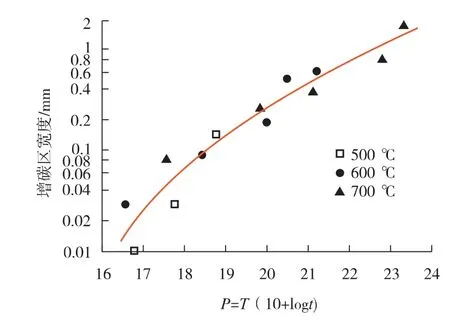
焊后热处理参数(温度与时间) 对铁素体钢DMWs 接头界面增碳层宽度共同影响的试验结果如图10
所示。 该试验在低碳钢母材上堆焊9Cr-1Mo 焊缝, 测试接头界面处增碳层宽度, 并与回火参数P (综合考虑温度和时间共同作用的参数, T 为回火温度, t 为回火时间, C 为常数)建立关系。 结果表明: ①随回火参数P 增大,接头界面处增碳层宽度明显增大, 曲线呈单调上升趋势; ②从热处理温度看, 700 ℃时界面处增碳层宽度的实测数据点落在图中曲线最上端附近, 增碳层最宽, 600 ℃时数据点居曲线中段附近; ③500 ℃时数据点落在曲线最下端附近。 可以看出, 热处理温度与时间共同作用, 对碳迁移的影响很突出。 究其原因, 是焊后相对高的热处理温度和一定时间, 使界面处碳化物溶解, 固溶的碳原子穿越界面扩散所引起。 热处理温度越高, 时间越长, 碳化物溶解、 析出越强烈, 碳的迁移越明显。
(1)我不知怎样,只觉自己在旋涡里边转。我从来没有经过这个现象,现在,竟转的我几乎昏去。唉!我莫非在做梦么?
(3) 5 条曲线从初始具有大差距脱碳层宽度到10 000 h 终点脱碳层宽度被聚集在一个较小的高数值范围, 这是由于不同热处理状态下试件在550 ℃长期时效过程中, 接头界面处碳化物分解、 扩散、 再析出过程持续进行并逐渐减弱的趋势所致。
3 异种铁素体耐热钢接头界面组织的影响
3.1 对异种钢接头硬度分布的影响
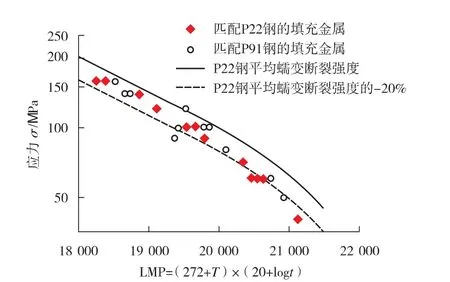
文献[20-21]对P91+P22 异种钢焊缝接头试样进行单轴蠕变试验, 研究焊缝金属强度匹配对接头蠕变性能的影响, 如图16
所示。 可以看出, 总的趋势是随LMP (综合考虑高温运行温度和时间对蠕变强度共同作用的参数,LMP= (273+T)×(20+logt)) 增大, 接头的蠕变强度下降。 这是试件经受一定工作温度和持续时间以后, 异种钢接头脱碳层薄弱环节性能逐渐被恶化所致。 图16 中实线表示P22 钢的平均蠕变断裂强度, 虚线则为对应20%的公差下限; 空心圆所表示的高强匹配焊缝 (P91 焊缝金属) 接头寿命被延长, 这是由于高强焊缝对脱碳层的拘束强化所致; 实心方点所表示的低强匹配焊缝 (P22 焊缝金属) 接头寿命被缩短, 则是由于低强焊缝释放接头应力, 减弱了脱碳层的拘束强化作用, 致使接头蠕变强度降低。文献[22]对T91+12Cr1MoV 焊接接头在650 ℃、25 MPa 条件下模拟试验500 h 后, 发现了与图16 相反的结果。 认为采用低强匹配将在一定程度上减缓应力和拘束条件, 从而也减缓了该区域的蠕变损伤速度。 反之, 在高强度填充材料接头中, 与高合金焊缝连接的低强母材界面得不到这种减缓的作用, 蠕变损伤的速度会高得多。
3.2 对异种钢接头裂纹倾向的影响
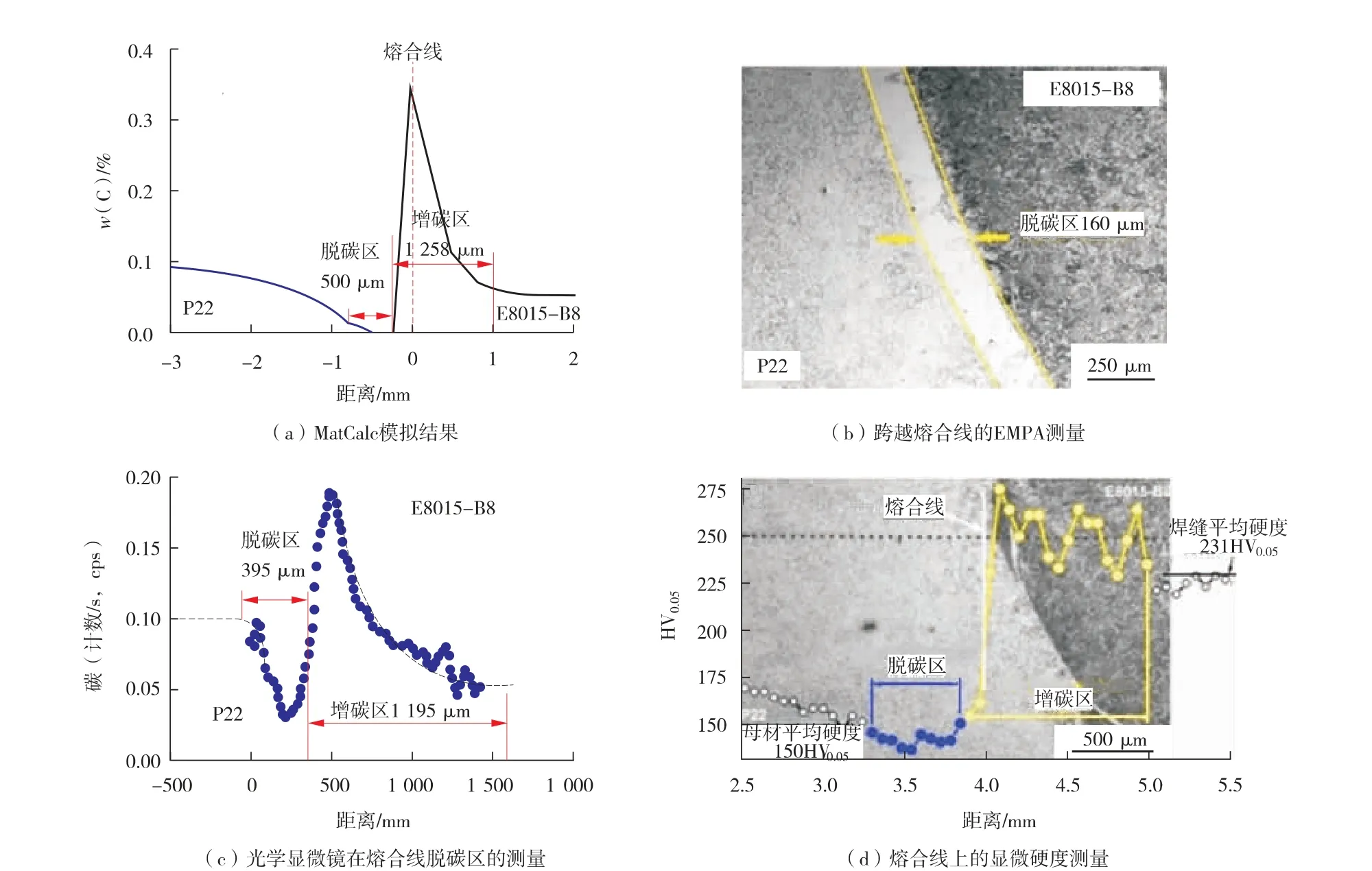
文献[18]介绍了使用P22 (E9018-B3) 焊材将一个CrMoV 截止阀 (1.25Cr-1Mo-0.25V) 焊接到P91 钢主蒸汽管线上的实例。 阀门壁厚76 mm,P91 钢管道壁厚40 mm, 如图14
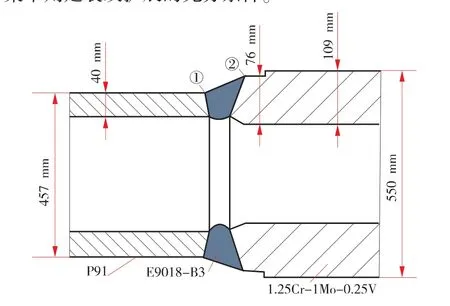
所示。 具有铁素体钢DMWs 接头的热回收蒸汽发生器的运行条件为565 ℃(1 050 ℉)、 12.4 MPa (1 800 psi)。 运行<5 000 h 后发现, 沿P22 焊缝与P91 母材界面处脱碳层扩展的裂纹, 如图15
所示。 分析认为, 该裂纹是接头设计不良造成的。 P22 (E9018-B3) 作为填充材料, 加剧了接头运行中的失效危险。 因为在565 ℃工作条件下, 在界面①处焊缝侧碳的活度大于母材P91 钢HAZ 的; 而在界面②处两侧碳的活度差较小(另一母材1.25Cr-1Mo-0.25V 侧除了含有1.25%Cr 外, 还含有1%Mo、 0.25%V 以及0.40%Ni。碳化物形成元素Cr、 Mo 和V 可降低母材侧碳的活度, 减弱碳向焊缝一侧迁移, Ni 具有阻止碳迁移的作用)。 因此在界面①处焊缝侧形成的脱碳层就成了接头运行中的薄弱环节。 在12.4 MPa(1 800 psi) 应力长期(<5 000 h) 作用下, 尤其在焊缝焊趾处(图15 (a) 中箭头所指处) 应力集中严重, 正是粗大铁素体脱碳层组织所在地, 很容易引发并沿脱碳层扩展的裂纹, 如图15 (b) 和图15 (c) 所示。 可以看出, 接头脱碳层组织的形成是该处裂纹萌生的必要条件, 而拉伸应力和应力集中则是裂纹扩展的充分条件。
3.3 对异种钢接头力学性能的影响
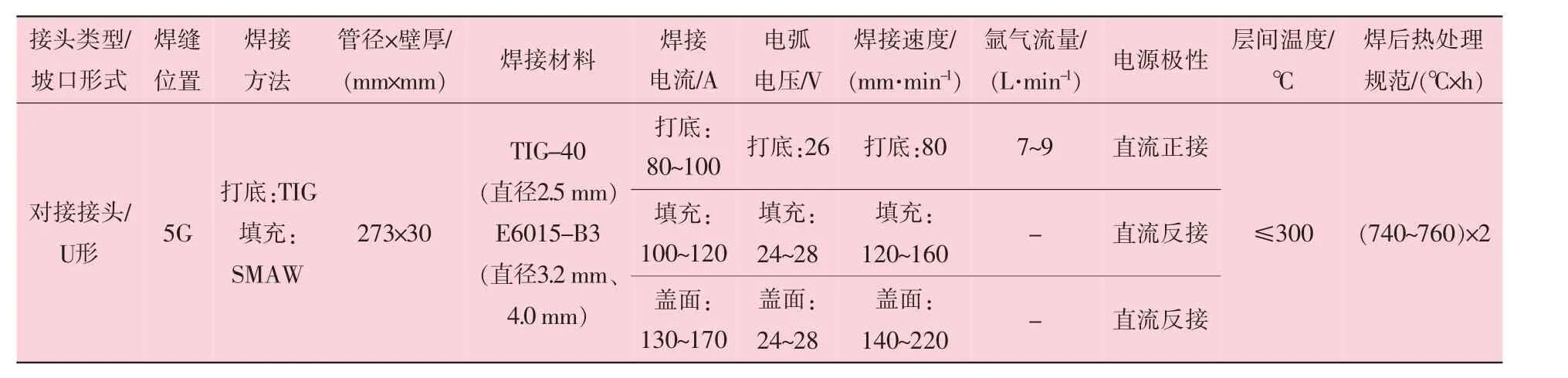
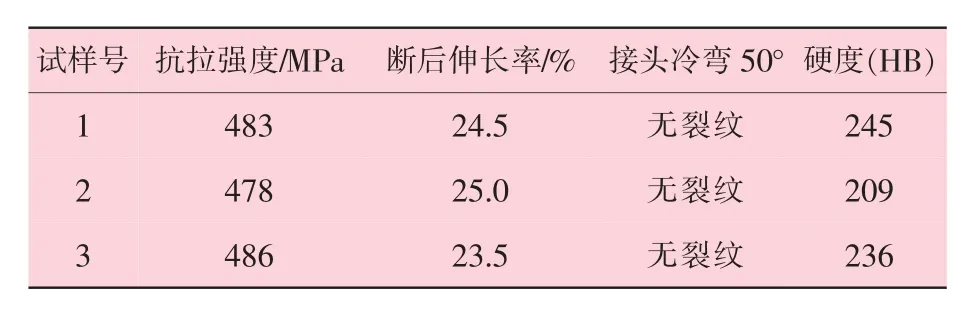
文献[19] 对采用表6工艺要点焊接的P91+10CrMo910异种钢接头试件进行了力学性能测试。 结果表明, 接头三个抗拉强度试件平均值为482 MPa, 小于500 MPa(见表8)。由于E6015-B3焊缝金属的抗拉强度大于或等于590 MPa,因此,试样的拉伸断口部位不可能位于焊缝区,只能位于低强度10CrMo910钢母材测。 E6015-B3电焊条熔敷金属抗拉强度保证值为600~700 MPa,比P91或10CrMo910母材的抗拉强度要高。 可见, 异种钢接头焊缝金属的匹配方式属于等强或高强匹配, 而非低强匹配。
再往海边的话,就该到Cantolio了。这家酒庄成立于70年代,其中一片葡萄藤直接种在海滩上,海滩遍布钙质岩石裂缝。这片葡萄田需要人工种植和采摘,每年的数量非常有限。Cantolio凭借其高分酒质及高性价比,着实让人眼前一亮。实际上这个酒庄的实力早已彰显,从2013年起连续三年在“柏林葡萄酒大奖赛”、“亚洲葡萄酒大奖赛”和“布鲁塞尔世界葡萄酒大赛”中拿下金银奖,意大利最权威的葡萄酒指南“Luca Maroni”为其评出了90分的高分。如此喝了一圈,最后不如到亚得里亚海边去大快朵颐,这里的鱼虾非常鲜美!
(2) 当横坐标为0 时, 5 种试件脱碳层宽度从大到小的排序之所以为A>B>C>D>E, 这是由于: A 试样PWHT 温度高达730 ℃, 保温时间长达10 h, 根据上述碳迁移理论, 界面处脱碳层宽度最大达160 μm; B 试样PWHT 温度高达730 ℃, 保温时间减少至2 h, 界面处脱碳层宽度减至90 μm; C 试样PWHT 温度降至680 ℃, 保温时间10 h, 界面处脱碳层宽度接近90 μm; D 试样PWHT 温度为680°C, 保温时间减至2 h, 界面处脱碳层宽度约为50 μm;E 为焊后状态焊接试样, 不经历重热作用, 界面处脱碳层宽度为0, 无碳迁移现象。

焊后热处理态的铁素体DMWs 接头抗拉试件断裂部位并未断在预期的P91 钢与E6015-B3焊缝金属界面处的脱碳层部位, 而是断在10Cr-Mo910 母材区。 该结果与本文3.2 节所分析的 “接头界面的脱碳层是接头运行中的薄弱环节” 观点不一致。 这是由于表8 所示的数据仅仅是焊后热处理焊接试件室温时的静态拉伸结果, 生产现场的异种钢接头在一定工作温度下要长期运行, 不仅脱碳层的宽度要变宽, 而且脱碳层性能会进一步恶化, 正如图15 中在565 ℃和12.4 MPa 应力下, 运行不到5 000 h 即在界面①脱碳层产生裂纹一样, 发生开裂失效的几率很高, 充分证明接头的碳迁移脱碳层是接头的薄弱环节。
3.4 对异种钢接头蠕变断裂性能的影响
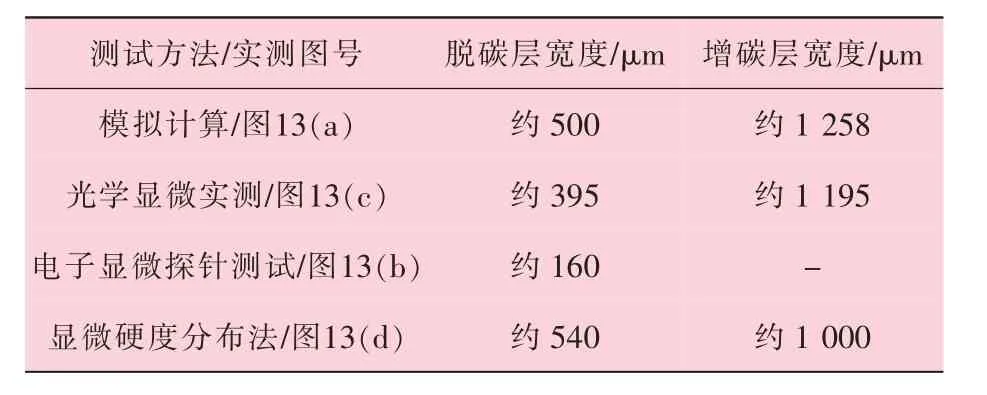
文献[11]对具有E8015-B8 焊缝金属和P22钢母材的焊接试样进行740 ℃、 2 h 焊后热处理, 然后在570 ℃下运行75 000 h, 并实测了界面处显微硬度和碳元素分布 (如图13
所示), 以及碳迁移层宽度 (见表5)。 可以看出: ①使用电子显微探针 (EMPA) 测量的碳含量结果与计算结果基本一致 (图13 (a) 和图13 (c))。 ②界面处显微硬度 (HV
) 分布与碳元素分布形态相对应, 即脱碳层硬度低与含碳量低相对应, 增碳层硬度高与含碳量高相对应, 且在界面处是硬度和碳含量的突变区。脱碳层最低硬度低于 P22 钢母材硬度(150HV
), 增碳层硬度峰值高于E8015-B8焊缝金属硬度231HV
达275HV
。 这种趋势是界面处两侧显微组织 (脱碳层为粗大铁素体、 增碳层为碳化物强化组织) 所决定的。 ③对于界面处碳迁移层宽度的测量, 不同方法下出现一些差异。 其中, 光学显微测试与电子显微探针 (EMPA) 测试的数据均偏低 (图13 (c)和图13 (b)); 从图13 (d) 显微硬度分布图上获得的碳迁移层宽度与计算所得宽度有一定可比性。
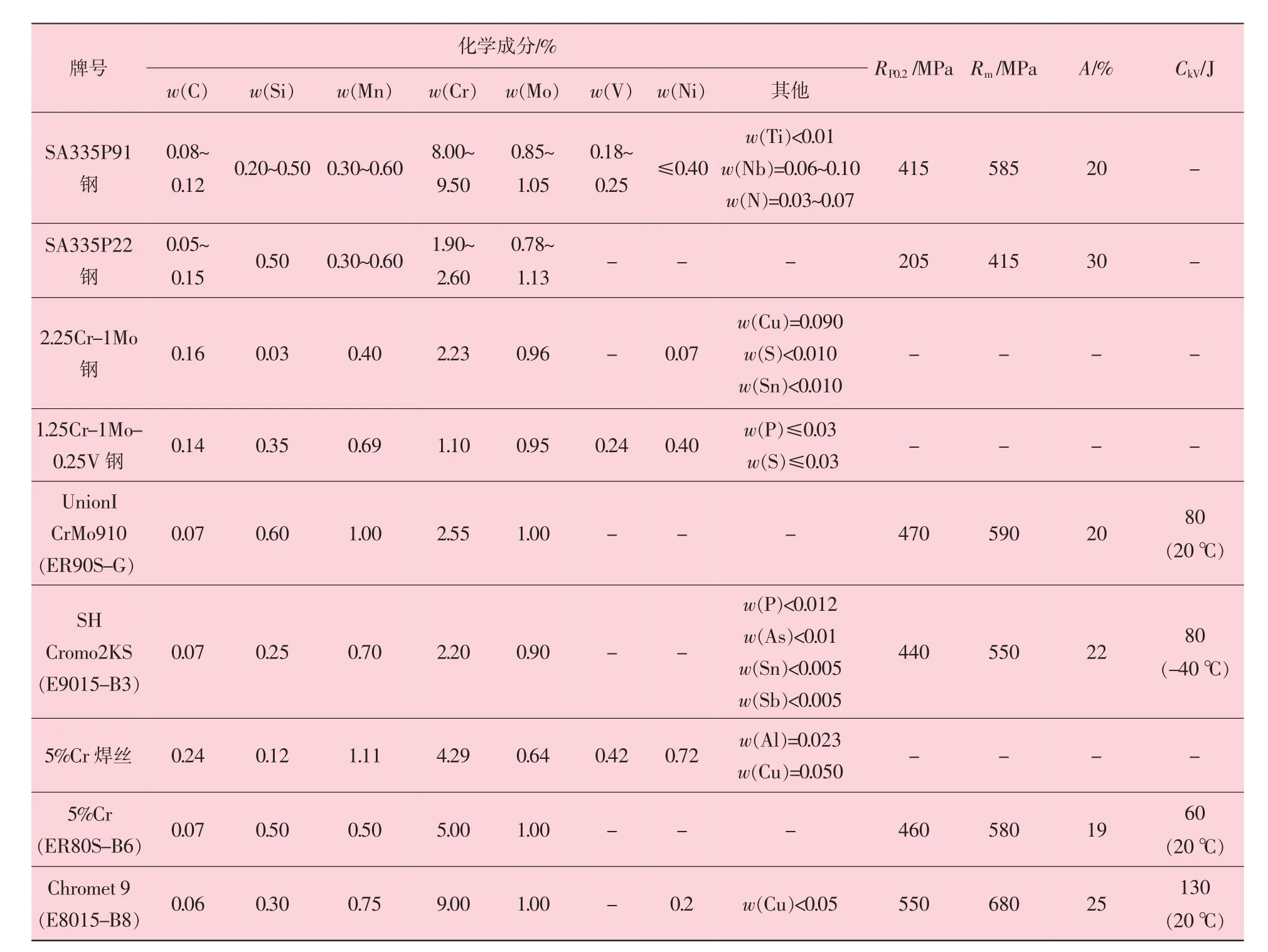
本文涉及的铁素体材料和焊缝金属的化学成分及力学性能见表4。 可以看出, 由于母材和焊材中Cr 元素和其他碳化物形成元素含量的差异, 在随后的焊接、 焊后热处理以及高温服役期间, 对异种钢接头界面组织均会带来不同的影响。
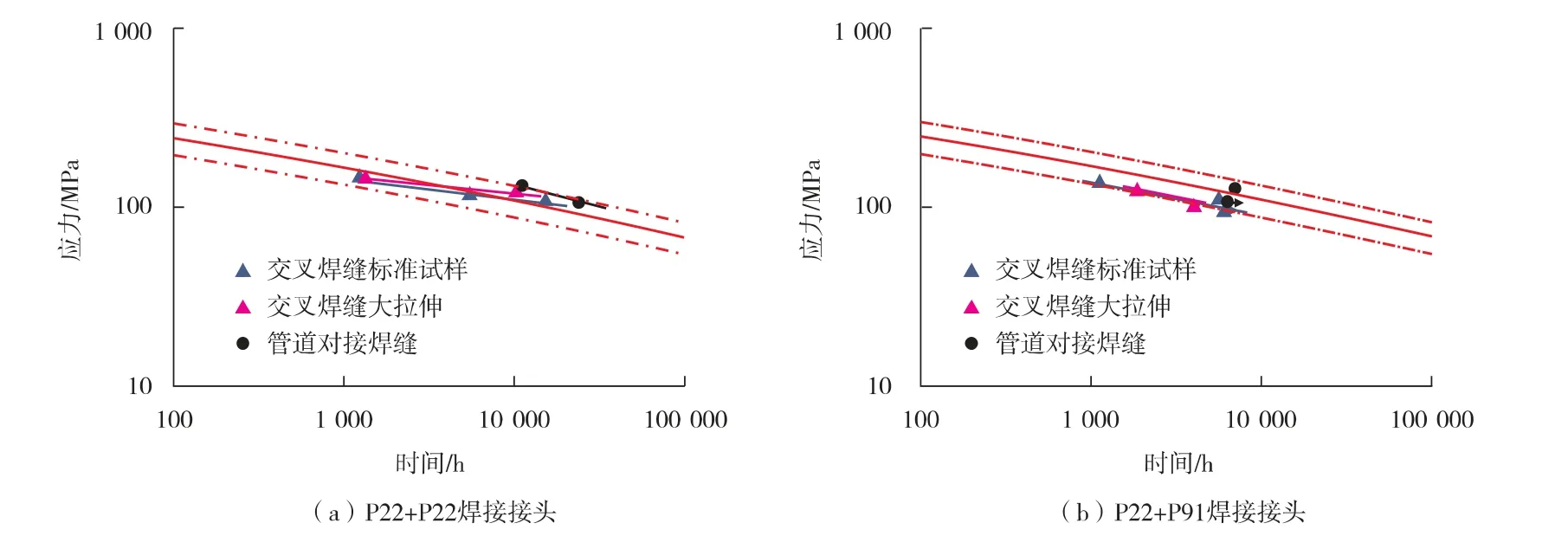
文献[23] 提供了P22+P22 和P22+P91 钢焊接接头在550 ℃试验温度下的蠕变特性曲线(如图17
所示)。 图17 中实线表示平均的蠕变断裂强度 (CRS), 虚线表示数据分散带上下限; 绿色实心三角点、 红色实心三角点和黑色实心圆点分别表示横向焊缝标准试样、 横向焊缝大拉伸试样和管道对接焊缝试样的CRS。 所有P22+P22 接头的CRS 测点均落在分散带内的实线附近, 且接头断裂时间约为11 500 h; 而P22+P91 接头的所有CRS 测点均落在分散带的下限, 接头断裂时间约为7 000 h。 后者的断裂时间比前者短得多, 仅为前者的61%, 即其寿命比前者短得多。
招标投标制度在水利工程建设中的推行,一定程度上创造了公平竞争的市场环境,促进了企业间的公平竞争,在工程项目上起到了节省资金、确保质量、保证项目按期完成、提高投资效益和社会效益的作用。但随着水利工程项目的增多,在一些中小型水利工程招标投标中,凸显出几点问题,值得思考和探讨。
根据异种钢接头碳迁移理论, 并参考母材与焊缝金属化学成分(表4 和表7), 可以认为, 在界面①, 即P91 钢与E6015-B3 焊缝金属熔合线附近, 更容易形成碳迁移。 碳迁移的方向为焊缝向P91 钢HAZ 扩散。 而在界面②, 即E6015-B3焊缝金属与10CrMo910 母材熔合线附近, 碳迁移形成倾向较小。 这是因为在界面①两侧碳的活度差较大, 而在界面②两侧碳的活度差较小。
P22+P91 焊接接头蠕变强度比P22+P22 接头差的原因, 可归结为P22 (E9015-B3) 焊缝金属中脱碳区薄弱环节所为。 焊接接头失效部位金相照片(如图18
所示) 进一步佐证了理论分析的客观性。

4 异种铁素体耐热钢接头界面组织控制原理
对异种铁素体耐热钢接头界面组织的控制,主要指对界面组织可能产生危害的控制。 在这类异种钢焊接工程应用中, 除了接头焊后热处理规范及工件运行温度必须依照规范进行之外, 受接头界面两侧碳活度的控制, 采用熔化焊接接头的碳迁移现象的出现是不可避免的。此时应关注的是如何控制碳迁移层严重程度,防止脱碳层裂纹的形成, 以及接头蠕变断裂强度的降低。 可以考虑从以下工艺途径进行控制, 具体见表9。
改革开放以来党对廉政建设的探索………………………………………………………………邹 谨,张 安,孟繁英(4.45)
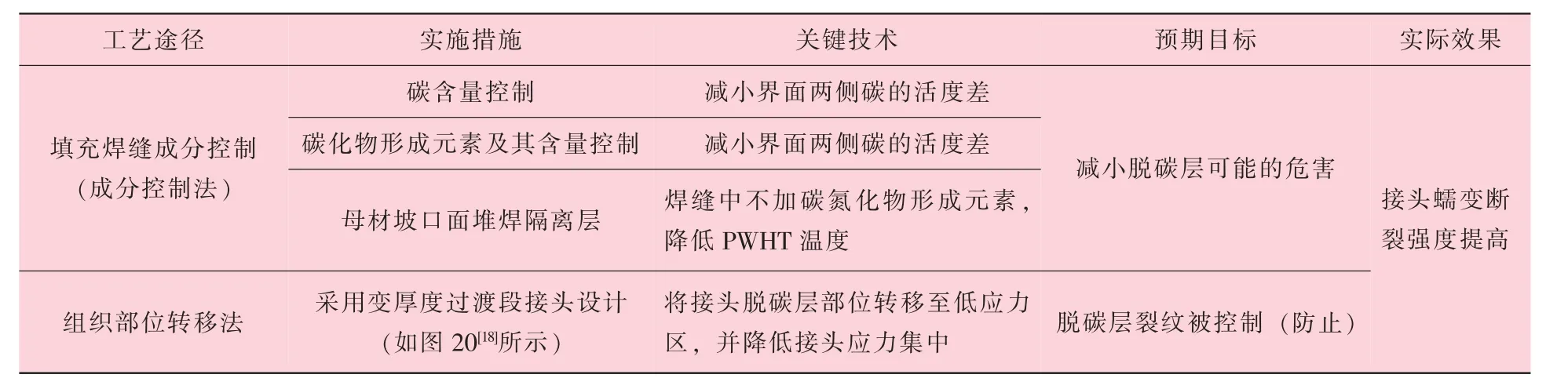
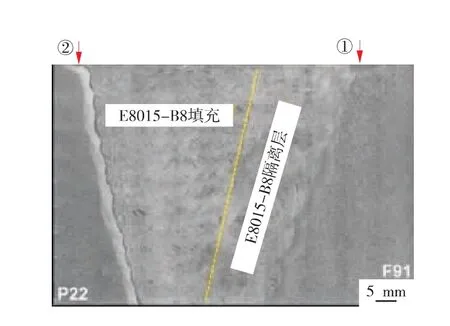
按照成分决定组织和性能的冶金学原理,首先是填充材料化学成分的控制。 具体来说:一是控制焊缝中的含碳量。 通常焊缝中碳含量不宜较高, 除了焊接性的考虑之外, 如果碳含量较高, 碳的活性提高, 致使碳迁移层的强烈程度提高, 这是不希望的。 其关键技术是要减小界面两侧碳的活度差, 进而减小脱碳层可能带来的危害, 获得高的接头蠕变断裂强度。 二是控制焊缝中的碳化物形成元素 (如Cr、 Mo、V、 Nb、 Ti 等) 种类及其含量。 尤其Cr 含量对碳迁移的影响最强烈, 必须合理控制, 其关键技术仍然是减小界面两侧碳的活度差, 进而减小脱碳层可能带来的危害, 获得高的接头蠕变断裂强度。 三是母材坡口面预堆隔离层 (如图19
所示)。 对于P22+P91 异种钢接头, 在P91 侧坡口面预堆E8015-B8 隔离层 (焊缝中Cr、 Mo含量与P91 钢很接近), 在P91 钢允许的规范下 (760 ℃±10 ℃) 进行亚临界焊后热处理; 然后在现场将带有隔离层的P91 钢与P22 钢用E8015-B8 焊条焊接 (E8015-B8 焊缝中不加碳氮化物形成元素), 并在P22 钢允许的规范下(720 ℃±20 ℃) 进行焊后热处理 (与P91 钢相比, 焊后热处理温度被降低约40 ℃)。 在接头界面①处(图19
) 两侧碳的活度差减小, 碳迁移不明显。 在界面②处 (图19
) 存在一定脱碳层, 但由于E8015-B8 焊缝中不加碳氮化物形成元素, 可以接受P22 钢允许的较低焊后热处理温度规范, 减弱对界面②处脱碳层的影响,获得较高的接头蠕变断裂强度。
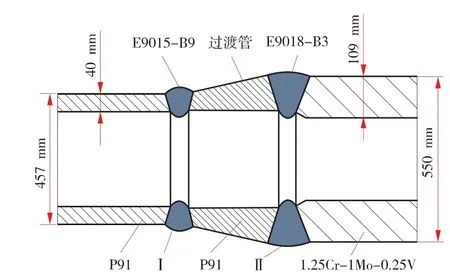
第二个工艺途径是脱碳层组织部位转移法。对于壁厚不同的管道 (P91+P22) 对接接头,为了防止P91 钢与具有P22 钢成分焊缝界面处碳迁移层在运行应力和应力集中作用下形成裂纹, 并导致接头早期失效 (如图14 和图15 所示), 可以采用带有锥度的过渡管与两个壁厚不同的P91 钢和P22 钢连接接头设计方案 (如图20
所示)。 将接头脱碳层部位转移至低应力区, 并降低接头应力集中。 其中, 接头Ⅰ的焊缝金属与两侧母材成分接近, 界面处的碳迁移不明显。 在接头Ⅱ, 两个界面的脱碳层均被置于较厚管壁部位, 其工作应力至少低了50%,焊缝表面焊趾处应力集中倾向很小, 从而防止了脱碳层裂纹的形成, 获得了较高的接头蠕变断裂强度。
近日,一位名叫唐静的家政员拿到了由长沙银行颁发的诚信家政注册卡,成为湖南省首位诚信注册制家政员。这标志着“湖南·长沙家庭服务诚信平台”正式上线,今后,长沙市民可通过此平台进行家政预约、诚信查询、家政服务溯源、实时评价家政服务质量等。
综上可以看出, 焊缝成分控制法是接头界面组织控制或改善的必要前提条件, 而脱碳层组织部位转移法虽然不能直接改变或改善碳迁移层组织形态, 但通过转移脱碳层组织部位, 能有效防止裂纹发生, 提高接头的蠕变断裂强度, 亦是保证接头安全运行较为有效的工艺措施之一。
5 结 论
(1) 在焊后热处理或运行温度下的铁素体钢DMWs 接头的界面组织中, 除了焊缝区和HAZ 的不均匀组织之外, 通常会形成由粗大的铁素体晶粒所组成的脱碳层和碳化物强化组织的增碳层。
(2) 在铁素体钢DMWs 接头界面组织影响因素中, 焊缝金属的化学成分有重要影响; 焊后热处理规范 (温度和时间) 及工作温度下运行时间的影响很突出; 焊接工艺参数的影响亦不可忽略。
(3) 异种钢焊接接头界面处显微硬度分布与碳元素分布形态相对应, 接头脱碳层裂纹的产生、 异种钢接头试件室温下静态拉伸力学性能及试件断裂部位均与高温运行试件不同, 以及随Larson Miller 参数增大、 接头的蠕变强度下降等不利影响, 均为异种钢接头界面碳扩散行为所导致。
宫颈是女性生上生殖道的重要防线,可有效阻止下生殖道病原体感染上生殖道,但由于宫颈管单层柱状上皮抗感染能力较差,在受到性交、手术、分娩、流产等机械性受损后,容易发生感染[2-4]。宫颈炎又分为急性和慢性两种,若急性宫颈炎为能得到及时有效的治疗可演变为慢性宫颈炎而慢性宫颈炎与宫颈癌有着密切的关系,故在临床中应积极对宫颈炎进行防治。通常患者被确诊为宫颈炎后会容易产生消极情绪,病情是否严重等情况,使得患者情绪多变,偏执、抑郁等情况发生,极大降低了治疗的依从性,使得治疗效果受到影响[5-6]。
(4) 焊缝成分控制法是接头界面组织控制或改善的必要前提条件, 而组织部位转移法能有效防止裂纹发生, 亦是保证接头安全运行的重要工艺措施之一。
[1] 李克俭,李晓刚,张宇,等. 异种金属焊接接头微观组织演化及高温失效机理综述[J]. 电焊机,2020,50(9):17-43.
[2] MAYR P. Evolution of microstructure and mechanical properties of the heat affected zone in B-containing 9% chromium steels[D]. Graz,Austria:Graz University of Technology,2007.
[3] 孙咸,王红鸿. 新型耐热钢P91 焊缝金属中的马氏体[J].焊接,2010(4):7-12,69.
[4] XU X.Microstructural evolution and creep damage accumulation in grade 92 steel welds for steam pipe applications[D].Loughborough,UK:Loughborough University,2016.
[5] 贾欣,朱晓林,钱玲,等. P22 钢管焊接接头的组织结构和力学性能[J]. 钢管,2017,46(4):23-27.
[6] ELSALAM E,ELMAHALLAWI I,ELKOUSSY M R. Influence of heat input and post-weld heat treatment on boiler steel P91 (9Cr-1Mo-V-Nb) weld joints Part 1-Microstructure[J]. International Heat Treatment and Surface Engineering,2013,7(1):23-31.
[7] KOZESCHNIK E,POLT P,BRETT S,et al. Dissimilar 2.25Cr/9Cr and 2Cr/0.5CrMoV steel welds:part 1:characterisation of weld zone and numerical simulation[J].Science and Technology of Welding and Joining,2002,7(2):63-68.
[8] KOZESCHNIK E, POLT P, BRETT S, et al. Dissimilar 2.25Cr/9Cr and 2Cr/0.5CrMoV steel welds:part 2:identification of precipitates[J]. Science and Technology of Welding and Joining,2002,7(2):69-76.
[9] LUNDIN C D,KHAN K K,YANG D. Effect of carbon migration in Cr-Mo weldments on metallurgical structure and mechanical properties[J]. Welding Research Council Bulletin,1995(407):1-49.
[10] 倪瑞澄,朱逢吾. 关于异种钢焊接接头的碳迁移问题[J].金属学报,1978,14(1):96-106.
[11] EPRI. Review of fabrication and in-service performance of a grade 91 header[R]. Palo Alto(CA): EPRI,2013:3002001831.
[12] 刘霞,蔡志鹏. 9%Cr-2.25%Cr 异种钢焊接接头碳迁移行为研究[J]. 热力透平,2018,47(1):24-28.
[13] SPOPUSEK J,FORET R. More sophisticated thermodynamic designs of welds between dissimilar steels[J].Science and Technology of Welding and Joining,2008,13(1):17-24.
[14] SUDHA C,TERRANCE A L,ALBERT S K,et al.Systematic study of formation of soft and hard zones in the dissimilar weldments of Cr-Mo steels[J]. Journal of Nuclear Materials,2002,302(4):193-205.
[15] NEMOTO T, SASAKI R, HATAYA H. Carbon Migration in Dissimilar Welded Joint[J]. Journal of the Japan Welding Society,1963,32(3):205-212.
[16] 郑云蔚,蔡克鹏,何雨晨,等. 异种钢窄间隙焊母材熔合比对碳迁移现象影响研究[J]. 机械工程学报,2016,52(12):74-80.
[17] BUCHMAYR B, CERJAK H, WITMER M, et al.Carbon diffusion and microstructure in dissimilar Cr-Mo-V-welds and their influence on the mechanical properties[C]//Proceedings of the Second International Conference on Trends in Welding Research. [S.l.]:ASM International,1990:237-242.
[18] FISHBURN J D, HENRY J F. A failure of a circumferentially welded joint in a main steam line:causes and implications[R]. [S.l.]:EPRI welding and Repair Technology Conference,2006.
[19] 颜景梅,邵靖利,蒙乐勤. 电站用P91 与10CrMo910异种钢焊接工艺研究[J]. 管道技术与设备,2005(1):28-30.
[20] JANDOVA D,KASL J,KANTA V. Creep resistance of similar and dissimilar weld joints of P91 steel [J].Materials at High Temperature,2006,23(3-4):165-170.
[21] National Institute for Materials Science. Data sheets on the elevated-temperature properties of 2.25Cr-1Mo steel for boiler and heat exchanger seamless tubes (STBA 24).Creep data sheet No.3B[Z].Tsukuba,Japan,1986.
[22] 杨富,张应霖,任永宁,等. 新型耐热钢焊接[M]. 北京:中国电力出版社,2006.
[23] SELIGER P,THOMAS A. High temperature behaviour of similar and dissimilar welded components of steel grade P22 and P91[R]. Porto,Portugal:5th International Conference on Mechanics and Materials in Design,2006.