码垛机器人控制系统的设计与工艺研究*
2022-05-24孙丽娜
孙丽娜
(苏州工业园区职业技术学院,江苏 苏州 215123)
0 引言
随着科技的飞速发展,自动化技术也日渐成熟。作为自动化领域的一个分支,机器人技术成为各国高技术产业发展的重要依托。为解决人工红利不再的难题,码垛机器人技术便应运而生,而过去的自动化码垛作业大部分是由机械式码垛机或人工搬运完成,由于机械式码垛机受其结构等因素的限制,存在着占地面积大、程序更改麻烦(甚至无法更改)、耗电量大等缺点[1,2],码垛机器人的诞生为劳动密集型企业节省了大量的劳动力成本,极大地提高了生产效率[3-5]。
本文从4轴码垛机器人的工艺场景出发,设计了一套码垛机器人控制系统。经现场测试,在满足客户需求的同时,系统简单、易用,具有良好的扩展性和可维护性。
1 码垛机器人工艺场景
码垛机器人通常运行在生产线的末端,利用机器本体、手臂和抓手的协调运动,将输送带上的袋状、箱状等货物按照事先规划好的摆放样式码放到托盘的合适位置,形成垛,以便后续的仓储、运输等。4轴码垛机器人的工艺场景如图1所示。
2 控制系统的硬件设计
2.1 控制系统的硬件架构
根据图1的工艺场景,构建的码垛机器人控制系统的硬件架构如图2所示。
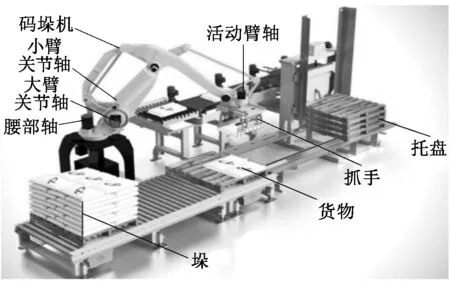
图1 4轴码垛机器人的工艺场景

图2 码垛机器人控制系统的硬件架构
图2中,手持器用于设定人机交互界面;运动控制器是系统的控制核心,通过Modbus TCP/IP与手持器通信助力人机交互,通过实时高速DMCNET工业通讯总线(控制器、伺服驱动器、I/O模块相互连接使用)搭载4组高性能通讯型(A2-F系列)伺服驱动器及其匹配的电机;伺服驱动器用于接收控制器下达的脉冲命令,驱动伺服电机运动,从而操控机器人进行一系列的位置定位运动;I/O模块用于接收外部输入信号及发送输出信号,外部输入信号有货物是否到位、托盘是否到位等,通过输出信号控制执行机构动作,执行机构有机器人末端抓手、托盘送出机构等。
2.2 运动控制器与手持器通信
运动控制器配置两个Ethernet端口,底层Base程序通过调用动态链接库IMSlib.DLL创建共享内存,与以太网系列的手持器实现Modbus通信,如图3所示。通过共享内存对系统的寄存器地址进行Modbus地址分配,如图4所示。

图3 创建共享内存
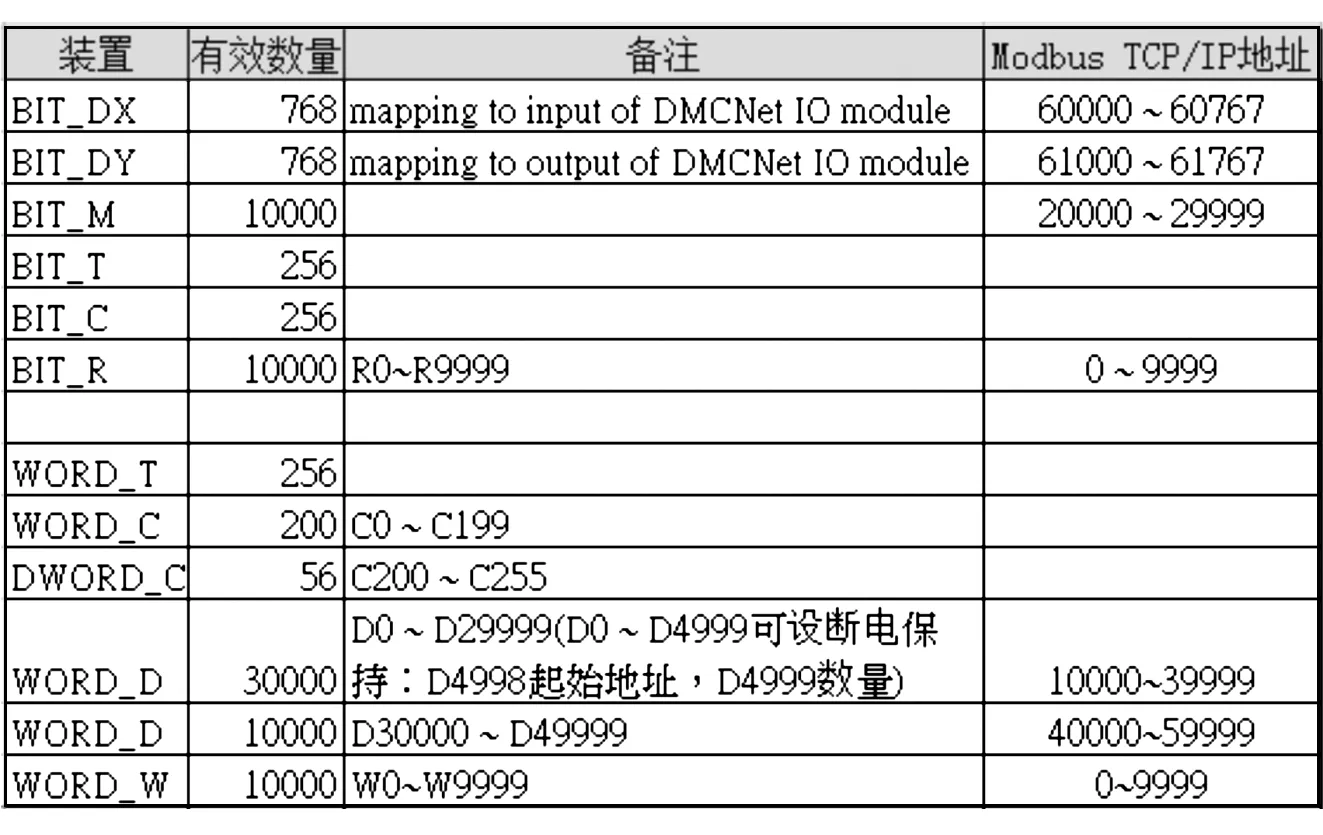
图4 Modbus地址分配
运动控制器需进行IP配置,保证与手持器IP处于同一网段。手持器通信参数设定如图5所示。
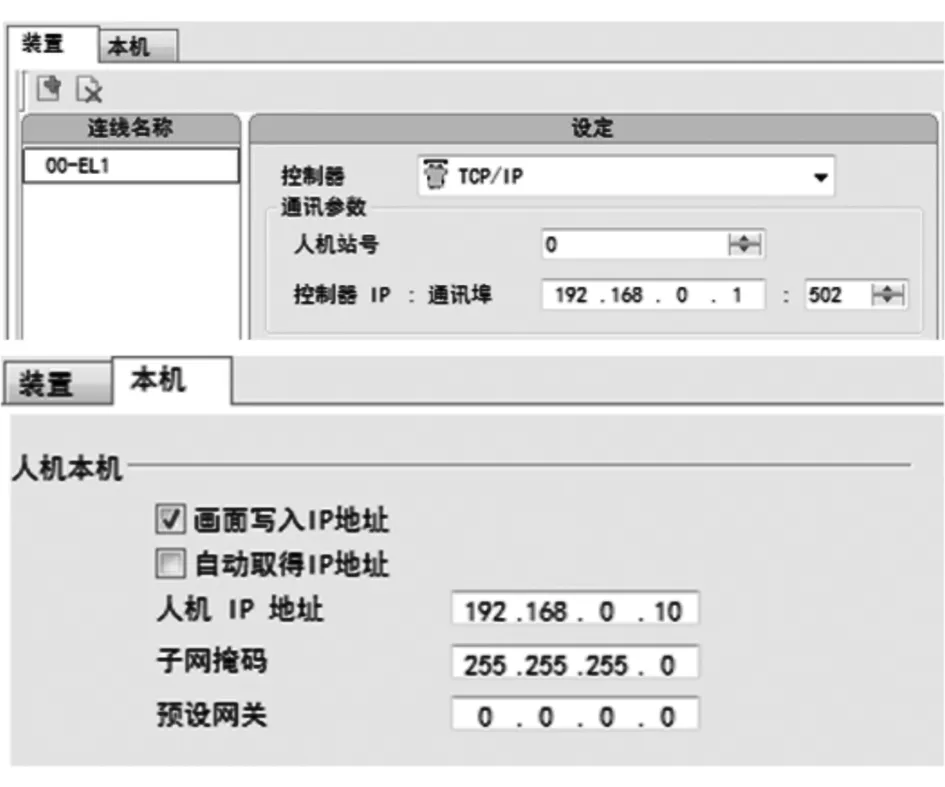
图5 手持器通信参数设定
手持器人机交互界面通过DOPSOFT编程软件进行界面的规划,界面地址根据不同寄存器对应的Modbus范围来进行设定,设定方式如图6所示。

图6 界面地址设定
3 码垛核心工艺研究
码垛机器人码垛的实现主要包括托盘上数据点的获取以及码垛机所运动的路径,因此码垛机器人的核心工艺为码垛排样方式以及货物的抓取放置方式。
3.1 码垛排样方式
为实现产品不同的排样形式,同时又能高效地完成数据点的生成,针对不同的排样需求,定义出了4种排样方式,分别是标准垛、奇偶层相同、奇偶层不同与自定义,如图7所示。
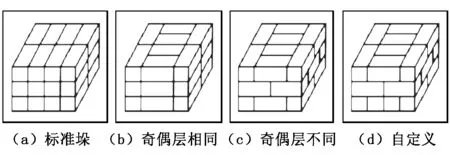
图7 4种码垛排样方式
图7中,标准垛、奇偶层相同和奇偶层不同3种方式通过设定托盘和货物的尺寸参数,只需示教一个或者一层基础点即可生成剩余层的点位数;自定义码垛是根据客户实际的排样类型来进行设定的,实现方式主要是通过示教基准层循环复制整个垛型重复的层数,在重复的层中,如果有相同的层数,可通过复制基准层的方式来减少重复示教。举例说明,若总共有10层,整个垛型的排样方式为ABBCDABBCD,可知ABBCD为整个垛型中重复的层数,通过循环复制的方式可将1层~5层对应复制到6层~10层,其中BB为同样的排样类型,只需示教一层,另外一层通过复制的方式实现,因此,只需示教1、2、4、5层即可,其余各层通过复制的方式生成。
3.2 抓一放多工艺难点分析
在码垛工艺中,为提升工作效率,会出现抓一次放多次的需求,其工艺难点首先是机构方面需要满足分段式的抓取控制,其次是机器人系统功能的实现。
3.2.1 机构方面
以吸盘为例,真空吸盘由真空发生器、真空开关和真空表等配件组装到一起,对吸盘机构进行分段设计,然后控制不同的真空开关(电磁阀),从而实现分段控制。
3.2.2 机器人系统功能实现
首先,在工艺方面进行数据结构的完善,增加层号、点位号、抓取号、放置号信息以及插入方向信息,如图8所示。其中,层号表示当前点所在层号,点位表示当前点在当前层的点位号,抓取表示当前点在该层中是第几次抓取,放置表示当前点在当次抓取中是第几次放置。

图8 工艺数据结构
其次,增加码垛指令Lay_JP和Output_JP。Lay_JP为进行当前点位判断,判断当前抓取是否放置完成,如果未完成会根据设定的标签号跳转;如果已完成,将继续执行下一行,Lay_JP程序范例如图9所示。当货物离开时,通过Lay_JP指令判断当前点是否放置完成。Output_JP的目的是为了进行抓手的DO开合控制,主要有抓1放1、抓1放2、抓1放3、抓1放4几种方式来进行标签号的设定,然后判断当前点的控制方式,执行相应的跳转,Output_JP指令如图10所示,Output_JP指令范例如图11所示,根据当前点的放置方式跳转至不同的程序段。

图9 Lay_JP程序范例

图10 Output_JP指令

图11 Output_JP指令范例
4 人机交互界面设计
在手持器页面导航栏中设置了运行、手动、工艺、程序、警报、状态、系统和帮助8个主菜单,各菜单功能如表1所示。

表1 导航栏中各菜单功能
5 结论
以4轴码垛机器人的工艺场景为例,设计了一套码垛机器人控制系统。首先,设计了该系统的硬件架构,介绍了各设备之间的通讯方式。然后,对码垛机器人的排样方式及抓一放多的工艺难点进行了分析,排样方式有标准垛、奇偶层相同/不同、自定义堆垛4种,通过使用分段式吸盘机构、完善数据结构以及增加码垛指令Lay_JP和Output_JP的方法,解决了码垛机器人抓一次放多次的工艺难点。最后,设计了人机交互界面。经现场测试,在满足客户需求的同时,系统简单、易用,具有良好的扩展性和可维护性。
