机车牵引杆用钢Q345E与16MnDR的平板对接时焊接性能研究与对比
2022-05-23沈安琪李婧
沈安琪 李婧





摘 要:Q345E钢和16MnDR钢是机车常用钢,16MnDR可在低达-40℃的环境中使用,在因此不仅在压力容器、制冷、化工设备行业广泛应用、在车辆行业也得到了使用。16Mn DR钢是以铁素体为基的细晶粒钢, 由于其碳含量低, 其他合金元素含量也不高, 碳当量为0.46%左右, 淬硬和冷裂倾向小, 不易产生冷裂纹, 同时钢中S, P等杂质的含量也控制得较小, 所以也不易产生热裂纹。
关键词:机车牵引杆用钢;焊接性能研究;平板对接
引言:Q345E这种低合金高强度钢也因其优良的焊接性能和抗低温韧性在机车制造上得到普遍运用。其碳当量为0.416%,高于0.4%,存在一定淬硬性。但仍具有良好的焊接性能,由于少量Ni元素的加入,提高了材料的淬透性,但其含碳量控制的较低,因此具有一定的冷裂纹倾向,但并不严重。
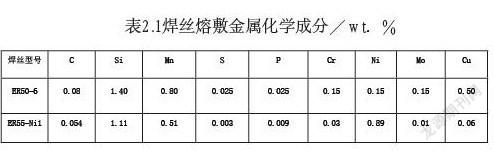
从下表两者化学成分对比可知,16MnDR较Q345E硅含量较高,硫含量更低。
一、试验材料及方法
本组试验母材Q345E钢(GB/T 1591—2008),尺寸350 mm×150 mm×12 mm的板材,填充材料为φ1.2mm规格的ER55-Ni1焊丝,平板对接。
母材16MnDR,试板尺寸350 mm×150 mm×12 mm,填充材料采用直径φ1.2mm的ER50-6焊丝。焊丝化学成分见表2.1.
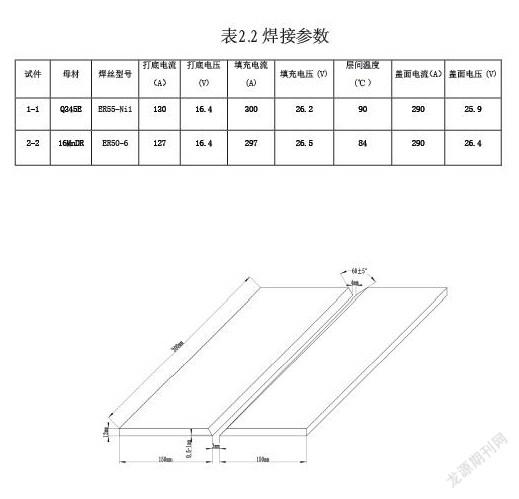
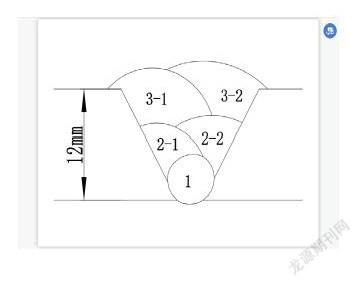
本试验采用林肯焊机进行对接接头的CO2焊,保护气体为CO2气体。开V形坡口,坡口面30°,钝边0.5~1mm,坡口及焊道布置如图2.1、2.2。焊接装配时始端间隙3mm,焊接终端4mm,预制反变形量为3°。需3层焊,每道次焊缝厚度的不同可通过电压和电流调节,焊接参数如表2.2。焊接试件2组。分别编号为1-1、2-2。
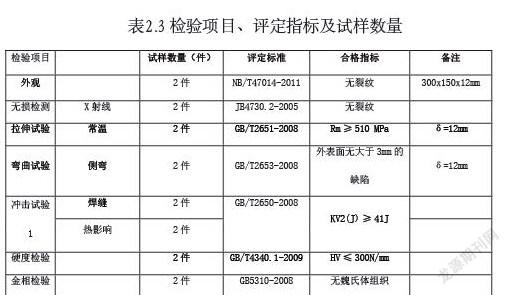
焊接完成后,为了评定12mm厚的Q345E钢和16MnDR钢CO2焊后的焊接对接接头性能的差异,本研究对焊接接头进行了各项试验检测,具体试验项目、评定指标及试样数量如表2.3所示。
二、 试验结果及分析
1. 焊接接头的宏观形貌
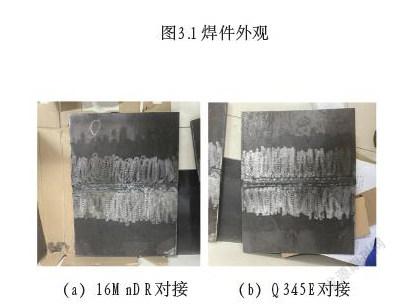
图3.1所示为采用CO2保护气体在相同焊接工艺下进行焊接的焊件对接接头。
图片可看出,两种材料的对接焊缝成型优秀,焊缝波均匀,飞溅不大,外观无气孔及咬边。焊后对样品进行无损检测,均未发现存在内部缺陷。相比较而言,16MnDR试件焊缝较Q345E试件焊缝成型更好,焊缝尺寸更均匀,且余高不高。
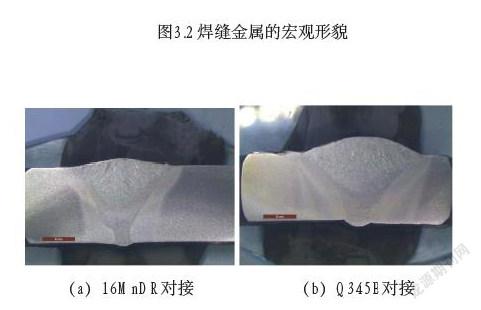
焊缝横截面金相试样腐蚀后的形貌如图3.2所示,通过观察可以发现16MnDR焊接接头都大致呈倒三角状,熔合性均良好。相比较而言,焊缝呈“指状”,并且断面要窄一些,根部呈现水滴状,熔深更大。而Q345E焊缝断面要更宽,焊缝呈扁平形。综合分析可知,16MnDR焊缝具有良好的熔合性、根部成型以及较高的焊接穿透性,因此相对于Q345E焊缝,要更加优秀。
2.金相分析
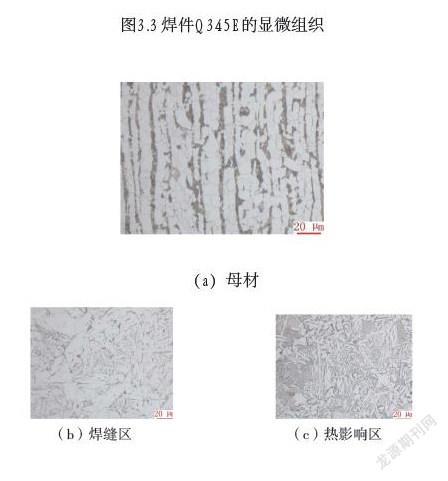
图3.3为焊件Q345E显微组织,可以看出母材组织主要由铁素体及少量珠光体组成。焊缝组织由针条状铁素体、粒状贝氏体及少量索氏体组成。热影响区金相组织为针条状铁素体、粒状贝氏体和块状索氏体,焊接过程中的高温从焊缝位置持续传热至热影响区,奥氏体析出碳化物并转变为珠光体组织形成索氏体。
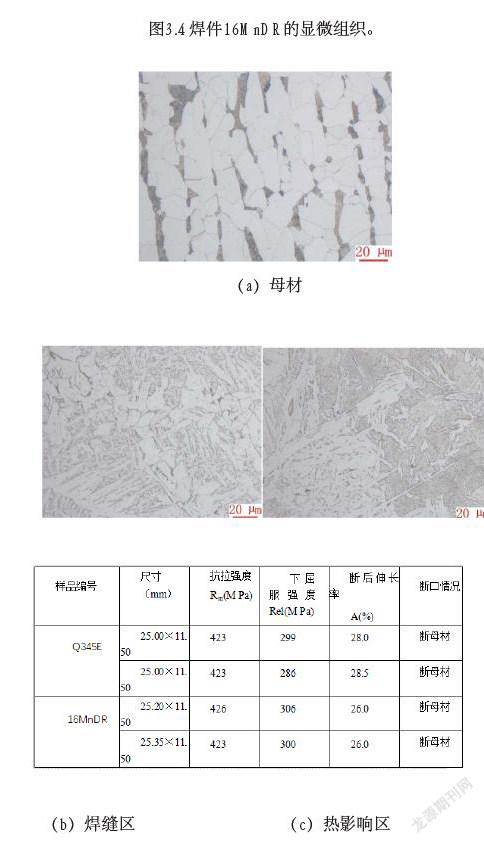
图3.4为焊件16MnDR的显微组织。可以观察到,母材的成分是由细晶铁素体和珠光体构成。细晶铁素体具有较高的强度和韧性,细晶铁素体也叫贝氏铁素体。珠光体具有良好的力学性能,对钢的强度和韧性都有很大的影响,它是奥氏体发生其析转变所形成铁素体和渗碳体的层状混合物。
焊缝区主要由针状铁素体、贝氏体和少量珠光体构成。针状铁素体是合金钢焊缝金属中最希望得到的组织,它具有良好的抗塑性变形能力,能够提高材料的强度和低温韧性。
熱影响区中,较多的铁素体、珠光体、侧板条铁素体和一定数量的贝氏体。
通过焊接接头的金相观察可以发现,16MnDR与Q345E的焊缝接头显微组织在晶粒大小和成分组成上大体相同,略有差异。二元混合气体试件在热影响区中,尤其是粗晶区,晶粒比较粗大,铁素体绝大部分为块状先共析铁素体,这主要是由于采用二元混合气体进行焊接时,由于CO2的含量较高,在焊接过程中熔池中液态金属流动性差,焊枪停留时间较长,导致热输入量增高,焊丝熔化率增高,冷却速度较慢,导致在粗品区出现大量的粗大铁素体。
3. 焊接接头力学性能对比
分别对两种材料焊接接头进行拉伸试验,试验结果见表3.1,所有试样均断裂于母材,断口呈韧窝韧性断口。Q345E抗拉强度及下屈服强度较高,但断面伸长率16MnDR钢略高,塑性较好。
表3.2是焊接接头冲击试验结果对比。试样采用V型缺口, 分别开在焊缝和热影响区 (距熔合线1.5mm处) 上。Q345E焊缝-40℃冲击功的平均值为30.67J, 热影响区冲击功的平均值为49.67J。16MnDR焊缝室-40℃击功的平均值为39.67J,侧热影响区室温冲击功的平均值为125 J,均高于Q345E钢材接头,拥有优秀的低温韧性。
焊接接头的弯曲试验结果如表3.3所示,16MnDR有一组试样出现裂纹,EN 15614-1—2017标准中规定弯曲试样在任意方向上未出现>3 mm的缺欠则为合格,因此,所有弯曲试样均满足标准要求。表明两类材料焊接接头弯曲性能较好。
维氏硬度测试按照标准GB/T 4340.1-2009进行,硬度测试点位置如图3.5所示,测试结果见表3.4。将表3.4中的数据投影至坐标中得到图3.6,该图3.6中可以看出,Q345E的焊接接头硬度变化较均匀,最大硬度位置均处于热影响区,焊缝区域的硬度高于母材的。16MnDR焊缝区硬度明显高与母材区,最大硬度与Q345E相近。
三、结语
1.两种材料的对接焊缝成型优秀,焊缝波均匀,飞溅不大。16MnDR焊缝具有良好的熔合性、根部成型以及较高的焊接穿透性,因此相较Q345E焊缝而言,更加优秀。
2.两种材料的焊缝及热影响区的焊缝位置金相组织基本相似,由贝氏体、铁素体和少量珠光体组成。
3.Q345E抗拉强度及下屈服强度较高,但断面伸长率16MnDR钢略高,塑性较好。
4.在冲击试验中,16MnDR的焊缝及侧热影响区,在-40℃时冲击功均高于Q345E钢材接头,拥有优秀的低温韧性。
5.维氏硬度结果显示,两种材料最大硬度相差不大,且位置均处于热影响区,即焊缝区域的硬度高于母材的。Q345E的硬度变化较均匀。
参考文献:
1. 邱葭菲,王瑞权,曹时增.16MnDR焊接工艺试验与分析[J].焊接技术,2013,42(11):76-78.10.13846/j.cnki.cn12-1070/tg.2013.11.024.
2. 邱葭菲,王瑞权,曹时增.16MnDR焊接工艺试验与分析[J].焊接技术,2013,42(11):76-78.10.13846/j.cnki.cn12-1070/tg.2013.11.024.
