高支高密染色布条影问题的探讨
2022-05-18孙月玲陈鑫涛朱进华钱柿汝
孙月玲,陈鑫涛,朱进华,钱柿汝,周 森
(江苏联发高端纺织技术研究院,江苏 南通 226000)
染色布就是采用专业的设备,通过烧毛、退浆氧漂、丝光、染色、定型、预缩等工序,用白坯布加工生产出来的成品布。在染色布的基础上还可以添加印花、免烫、三防、涂层等功能性整理,使面料的服用前景更为广阔。但染色布在生产过程中也会存在一些问题,比如目前探讨的高支高密平纹类的经向条影问题,不仅影响了布面的外观质量,同时也给后道染色造成很多不便,影响了面料整体的生产情况。因此,本研究对条影问题进行分析,从整经、浆纱、穿综、织造等方面进行研究,最终总结出有效控制条影问题的生产工艺和管理办法。
染色布会产生条影问题,但因染色前坯布是白色,对条影的掩盖性很强,按照常规检验方法很难发现疵点,给后道染色条影的控制造成很大的麻烦。因此,本研究主要从各工序纱线通道、整经张力的一致性、浆纱配方、穿综操作、织造的上机工艺、坯布在织造过程中的把关和控制方法等方面进行分析。首先,白坯布的生产要经过很多导辊和张力器,纱线通道的光滑程度对纱线会造成不同程度的损伤,对纱线在织物中的形态具有一定的影响,经过前处理后染色,会导致上色率不一致以及布面上色不均匀;其次,由于浆纱配方中的配比不同,织物在前处理过程中的退浆效果不一致,而退浆不净也会导致上色不均匀;最后,经面不顺畅、上机工艺参数不合理、生产过程中对布面的把关和控制不到位以及坯布的布面有明显痕迹,都会造线条影问题。本研究主要从这几个方面综合考虑并进行工艺优化,以有效地改善染色布的条影问题。
1 实验过程
1.1 材料
织物:经纬向60支全棉,经密748根/10 cm,纬密355根/10 cm;组织:平纹,3入筘,门幅150.0~152.4 cm;单位面积质量:110.2 g/m2。
1.2 设备
整经机、浆纱机、自动分绞机、自动穿综机、贝加诺凸轮织机、验布机。
1.3 实验过程
1.3.1 整经工艺
染色布条影产生的根本原因是片纱张力的不一致性,因此,从整经机的设备机型、工艺等方面考虑,分别研究传统整经机和大V形架整经机的张力工艺对片纱张力一致性的影响。
1.3.2 浆纱工艺
染色布在生产过程中需要进行退浆,浆料的不同搭配与退浆的干净程度也是产生条影的因素,因此,分别从浆料的不同组合、含固率、工艺参数等方面入手,研究上浆工艺对条影的影响。
1.3.3 织造工艺
白坯布条影不明显,坯布质量评定不合理,对后道的生产影响很大。分别从坯布把关的方法、不同上机工艺等方面入手,研究上机工艺对条影的影响。
2 结果与讨论
2.1 整经工艺
2.1.1 整经张力对伸长的影响
织物经向在织前准备的倒筒、整经、浆纱工序加工过程中有一个相同的工艺要求,即经纱张力、伸长的控制。张力和伸长控制主要利于筒子、经轴、织轴的卷绕成形;张力和伸长失控,即经纱张力过大、经纱与经纱之间的张力差异大,极易导致经纱在梭织生产中出现变异,经纱之间排列不均匀形成布面条花疵点。
传统整经机的张力架为矩形,同批整经的纱线张力不一,筒子架前、中、后、上、下纱线张力差异大。本研究将整经机升级,采用大V形架整经机生产,整经机两翼纱架排成“V”字形,采用外导纱方式引纱,中间无导向元件,使纱线以自由状态运行,减小纱线的非正常摩擦,单纱张力低至2~3 cN, 正常运转时能实现低张力高速运行,最大限度地减少纱线的意外伸长。经纱张力检测结果如图1所示,V形架整经机整体张力更低,张力的一致性更好。

图1 整经机张力对比
2.1.2 整经筘齿对平整度的影响
整经筘齿可以保证筘齿稀密均匀、无松动、横动正常。本研究采用专利技术,在筘齿横动装置增加变频电机控制,筘齿横动的频率随着车速和经轴直径的变化而变化,提高了经纱在卷绕时的均匀性和经轴的平整度,解决了经轴平整度不高和经纱张力差异的问题。
2.1.3 整经工艺的影响
大批量原纱在生产时可能会产生个别筒子存在条干和毛羽的差异问题,布面会集中一处出现条影。采取经一只轴从一侧开始均匀窜一只筒子的生产方法,避免有问题的筒子集中在一个位置。分批整经工艺设计为偶数轴,后道浆纱经轴在退绕时一半顺时针退绕、一半逆时针退绕,平衡经轴左右两侧的张力差异。
2.1.4 纱线通道的影响
白坯布在生产时,原纱筒子比较大,同一批原纱筒子在生产时,生产的长度和时间较长,在整经的过程中需做好清洁工作,保证各纱线通道没有积绒问题;检查通导辊的锈迹、破损问题;大稀轴没有跳动、歪盘片、异响;整经倒找头要顺畅,没有绞头问题,提高了整经大稀轴的质量,解决了纱线破损、沾污、张力不一致的问题。
2.2 浆纱工艺
2.2.1 浆纱机张力的影响
经向条影浆纱技术控制的关键是五大张力区张力的控制以及片纱张力的平衡,保证纱线弹性,减少纱线的意外伸长,达到布面经纬纱张力一致。
2.2.2 浆纱机纱线通道的影响
浆纱机设备属于中型设备,机身长,导辊很多,技术控制的关键是对导辊进行检查。导辊运行的同步性,导辊表面的光滑性、平整性、没有弯曲、转动灵活,导辊表面无回丝余纱、浆巴的控制,织轴无歪盘片、毛刺,这些都能保证片纱张力的平衡一致性,减少纱线局部的损伤。
2.2.3 浆纱配方优化的影响
浆纱配方的设计调整,需减少聚乙烯醇(PVA)浆料的用量,增加已退浆高性能淀粉的使用,减少普通氧化变性淀粉的使用,降低浆料配方的上浆率,以改善浆纱手感,提高浆纱的柔韧性,实现高效退浆(表1)。
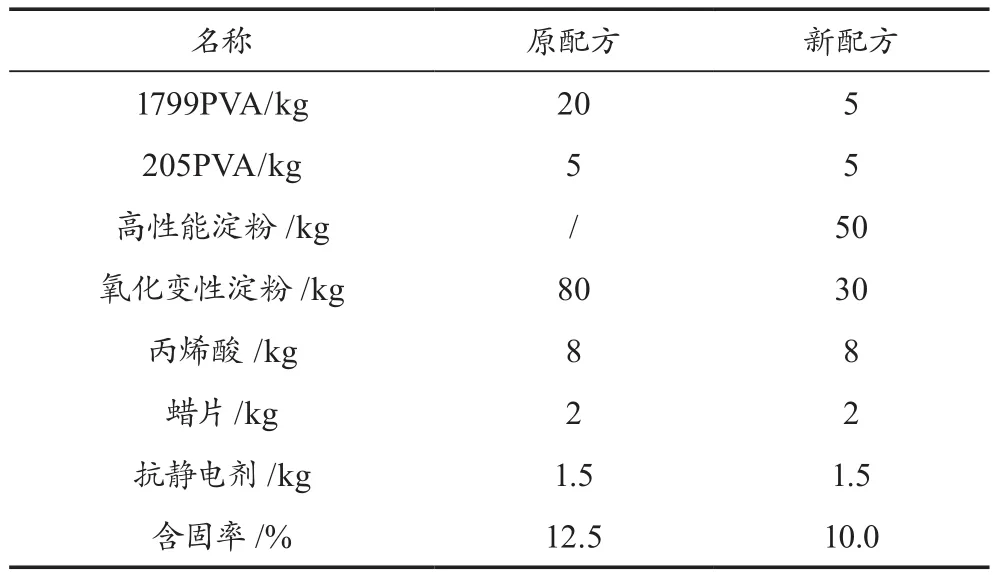
表1 浆纱配方的设计
2.2.4 浆纱工艺的影响
浆纱工艺以轻张力、小伸长、中上浆、中压力的工艺路线,在保证原有织造效率和断经的基础上,降低经纱的上浆率,减少浆纱线伸长(表2)。

表2 浆纱配方的设计
浆纱机经轴采用正反方向退解,双制动盘自动控制退解张力;正反方向退解利用平衡经轴整经张力的差异,双制动盘保证经轴左右侧退绕张力的一致性,自动退解控制能根据经轴直径的大小逐步降低制动气压,以保证浆轴里外层张力的均衡;定制多套尺寸的压纱辊,以保证浆纱车头织轴的压纱辊实现托辊生产,防止织轴左、中、右的张力不一致。
2.3 穿综工艺
穿综技术控制的关键是在自动分绞机进行分绞前,对织轴的片纱进行梳理,保持片纱顺畅,没有绞头问题。穿综是采用双簧紧固钢筘,同时保证关钢筘筘齿间距的均匀性,经向上下层经纱一根间隔一根穿综,以保证经面质量,在织造的过程中没有因绞头、斜拉、钢筘质量等产生坯布条影问题。
2.4 织造工艺
经纱片纱张力不均,即某些经纱张力偏大、其他经纱张力偏小是造成经向条花的根源[1]。因此,织造工序通过设定合理的经向上机工艺,尽可能地减小经纱间的张力差异,使织轴经纱受力均匀,进而控制坯布条的产生。目前,综平时间和张力的调整是弥补经向疵点的主要措施,因此,分别研究综平时间与张力的不同组合(314°×4.5 kN,314°×3.0 kN,299°×4.5 kN,299°×3.0 kN)对十万纬断经断纬率、坯布一等品率及经向布面状况的影响。
2.4.1 对十万纬断经断纬率的影响
不同上机工艺对十万纬断经断纬率的影响如图2所示。从图2可以看出,在采用314°×4.5 kN和299°×4.5 kN的综平时间和张力时,十万纬断经率在1.0次以内,十万纬断纬率在4.5次以内;而在314°×3.0 kN和299°×3.0 kN的综平时间和张力下,十万纬断经断纬率均有所增加,这是因为喷气织机靠气流引纬,引纬功能较弱,稍有不适都会造成引纬失败,形成断纬。在张力较小时,经纱未被完全拉直,呈屈曲状态,开口不清,纬纱运行通道不顺畅,则断纬率偏高。当织机停台和启动时,经纬纱间摩擦因数比正常运转时大[2],纬停越多,经纱所受摩擦越大,则断经率相对偏高;同理可知,当张力较大时,开口清晰,引纬环境好,断经断纬率低。

图2 不同综平时间与张力对十万纬断经断纬率的影响
2.4.2 对坯布一等品率的影响
不同综平时间与张力对坯布一等品率的影响如图3所示。从图3可以看出,当综平时间设定为299°、张力为4.5 kN时,验收的五匹布的一等品率达到了98.5%,而在其他3种组合下,一等品率基本低于98.0%,且质量不稳定。分析原因有以下3点:(1)在张力为3.0 kN时,十万纬断经断纬率高,挡车工的操作频次高且无法确保停台能及时并一次性开出,若长时间停车,会引起纱线、织物系统的蠕变,经纱张力减小、织口位置移动,最终形成横档[2];(2)在综平时间为314°时,布面偏显经向,停台开出后浪纹严重;(3)当张力为3.0 kN时,经纱受力较小,在打纬时,经纱屈曲程度大,织口张力不稳定,横档效果差异大。
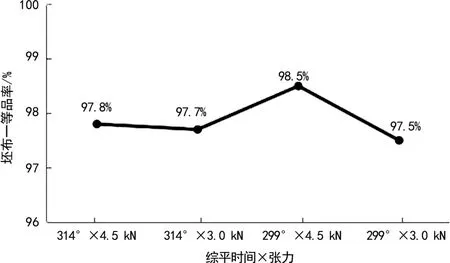
图3 不同综平时间与张力对坯布一等品率的影响
2.4.3 对经向布面状况的影响
因白坯布布面的条影掩盖性非常强,借鉴了色织布白经色纬条花的显现程度,通过纬向喂入深色纱线,促使条影出现,同时进行把关和调整,使白坯布质量得到有效控制。
表3为不同上机工艺对坯布整体布面状况的影响,在综平时间为299°、张力为4.5 kN时,布面较均匀、光滑,无明显条花;而在其他3种组合下,坯布均呈现出不同程度的条花。分析原因有以下两点:(1)当综平时间为314°时,布面偏显经向,经向疵点明显,而当综平时间为299°时,布面显纬向,经向疵点可以部分掩盖;(2)当张力设定为3.0 kN时,织轴上仍有部分经纱受力不均,而当一片纱中某些经纱张力偏小、在织造时交织张力较小且与纬纱交织时,经纱屈曲波峰增加,结构发生变化,经纱易被挤出织物表面,甚至发生经纱重叠,布面平整度下降,造成几根纱线在经向短片段长度内偏左或偏右,因排列不均匀而产生条花[1]。

表3 不同上机工艺对坯布整体布面状况的影响
综上所述,采用综平时间299°、张力4.5 kN时,十万纬断经断纬率较低,坯布一等品率较高且较稳定,坯布整体布面均匀、光滑,故选择此组合整体效果较好。
3 结语
本研究通过对高支高密平纹类染色布条影问题的分析可知,整经张力配置、浆料配方、织造上机工艺等因素都会导致白坯布染色后形成条影。因此,要想解决染色布条影问题,需进行综合分析,通过采用大V形整经机张力工艺、减少PVA用量、使用易退浆淀粉的配方组合、纱线通道的管理控制、坯布条影检验方法、上机工艺等,能够很好地解决高支高密平纹类染色布条影问题,最终总结出一套有效固化的生产工艺,切实解决了印染布生产的一大难题,提高了产品品质,同时也让客户满意。