N 和O 元素引入对GPCA-TIG 焊焊缝冲击韧性的影响
2022-05-16黄勇郭卫王艳磊
黄勇,郭卫,王艳磊
(兰州理工大学,省部共建有色金属先进加工与再利用国家重点实验室,兰州,730050)
0 序言
钨极氩弧焊(TIG 焊)是常规焊接方法中高质量的代表,常用于打底焊以及重要焊接结构和特殊金属材料的焊接,但由于钨极容限电流和氩弧热源的影响,焊接熔深和焊丝熔敷效率较低,限制了其应用领域.而活性TIG 焊方法,通过在TIG 焊接过程中引入活性元素,可在不明显增加热输入情况下使焊缝熔深成倍增加,焊接效率大大提高.
兰州理工大学基于活性元素改变熔池表面张力温度系数原理提出了气体熔池耦合活性TIG 焊(gas pool coupled activating TIG welding,GPCATIG 焊)[1],采用双层气体进行焊接,内层惰性气体保护钨电极和熔池金属,外层活性气体通过O2或者CO2引入活性元素 O 用以增加熔深,通过N2引入元素N,则一是通过收缩电弧进一步增加熔深,二是改善焊缝性能.该方法既可获得深熔深、高质量焊缝,又可实现焊接过程的机械化和自动化.
将O 和N 元素引入到焊缝中,必然会对焊缝组织和性能产生影响,尤其是冲击韧性.对于O 元素,Terashima 等人[2]发现,当GMAW 焊缝中O 元素含量低于0.02 %时,引入氧将促进针状铁素体形成而提高中低强度钢的冲击韧性,然而对于高强钢则由于形成马氏体和贝氏体而引发裂纹使得冲击韧性降低.N 是奥氏体形成元素,随着焊缝中N 元素含量增加,δ 铁素体数量减少,但对于冲击韧性的影响却未形成共同认识.Zeng 等人[3]采用Ar +N2保护气体进行双相不锈钢TIG 焊,发现随着N 元素含量增加,焊缝金属室温冲击韧性增加,而低温冲击韧性不变.Enjo 等人[4]研究了N 元素含量对SUS304LN 奥氏体不锈钢焊条电弧焊焊缝金属冲击韧性的影响,则发现当焊缝金属中N 元素含量低于1.7%~ 1.8%时,焊缝金属冲击韧性随着N 元素含量增加而升高,当高于此范围时则下降.而当Bonnefois 等人[5]采用Ar+N2保护气体进行高氮钢A-TIG 焊时发现,N 和O 元素同时引入使得焊缝中N 和O 元素含量都增加,焊缝韧性良好.但以往的研究中尚缺乏关于双层气体保护条件下引入N 和O 元素影响奥氏体不锈钢焊缝组织和焊缝冲击韧性的相关研究.
文中针对奥氏体不锈钢SUS304,分别研究了O 和N 元素单独引入和同时引入时GPCA-TIG 焊焊缝金属冲击韧性的变化规律,并从焊缝组织成分、析出物种类及形态以及晶粒取向等方面对变化机理进行了分析,这将有助于深刻理解通过外层气体引入N 和O 元素对SUS304 不锈钢焊缝冲击韧性的影响,有效控制焊缝性能,促进GPCA-TIG 焊这种新型活性焊接技术的发展.
1 试验方法
焊接母材为奥氏体不锈钢SUS304,试件尺寸为200 mm × 80 mm × 8 mm.焊接方法分别采用直流正接TIG 焊和GPCA-TIG 焊进行表面熔焊,焊接电流180 A,焊接速度60 mm/min,钨极直径2.4 mm,钨极伸出长度3 mm,弧长4 mm,钨极尖端角度45°.其中GPCA-TIG 焊方法如图1 所示,内层氩气流量10 L/min,外层气体流量5 L/min,外喷嘴高于内喷嘴2 mm,即耦合度h=+2.当单独引入N 和O 元素时,外层气体O2或N2分别为5 L/min;当N 和O 元素同时引入时,外层气体为2.5 L/min O2+2.5 L/min N2.当没有外层气体时,则为TIG焊.焊前用砂纸打磨工件表面,直到露出金属光泽,然后用酒精擦拭去除表面油污.焊后沿焊缝垂直方向截取焊缝金属试样,然后研磨、抛光、腐蚀,观察焊缝金相组织.金相腐蚀液为王水.

图1 GPCA-TIG 焊方法示意图Fig.1 Schematic of GPCA-TIG welding method
针对传统TIG 焊与GPCA-TIG 焊焊缝金属进行各项测试.N 和O 元素含量采用氧氮氢分析仪进行测量.由于N 和O 元素对低温冲击性能的影响较常温时明显,所以依据国家标准GB/T 229—2007 进行-40 ℃低温冲击试验,数据取3 个试样的平均值.依据国家标准GB/T 1954—2008 进行铁素体数检测.利用OM 和SEM/EDS 进行焊缝组织观察和成分测定,依据国家标准GB/T 6394—2002 采用直线截点法测量焊缝组织晶粒度.利用恒流电解法对焊缝非金属夹杂物进行萃取.利用扫描电镜附带的EBSD 部件分析晶粒取向,试样采用机械抛光 +电解抛光制取,采用HKL Channel 5 软件进行数据处理.
2 试验结果
2.1 焊缝金属低温冲击韧性
表1 为焊缝金属的-40 ℃低温冲击吸收能量.当N 和O 元素单独引入时,GPCA-TIG 焊焊缝金属的低温冲击吸收能量都低于TIG 焊的,尤其是当外层气体为O2时,其冲击吸收能量只为TIG 焊的85.4%.O 元素引入使得焊缝低温冲击韧性明显下降,这与其它活性TIG 焊[6]中引入O 元素所出现的现象相一致.而当引入N 元素后,焊缝低温冲击韧性都略有上升,尤其是当外层气体为O2+N2时,GPCA-TIG 焊焊缝的冲击吸收能量达到TIG 焊的109%.

表1 外层气体和耦合度对焊缝金属-40 ℃低温冲击吸收能量的影响Table 1 Effects of outer gas and coupling degree on low temperature impact toughness of the weld metal at -40 ℃
2.2 焊缝组织成分
如图2 所示,不论是TIG 焊还是GPCA-TIG焊,焊缝组织均由奥氏体、铁素体和少量第二相粒子组成,且铁素体呈现板条状和骨架状两种形态.在焊缝中心区域,TIG 焊全为细小的等轴晶,而GPCA-TIG 焊还存在一部分柱状晶.如表2 所示,与TIG 焊相比,GPCA-TIG 焊焊缝中心区组织都有一定程度细化,尤其当外层气体为O2+N2时,焊缝组织细化较明显.
表2 焊缝组织晶粒度Table 2 Grain size grades of weld metals

图2 TIG 焊和GPCA-TIG 焊焊缝微观组织Fig.2 Weld microstructures of TIG welding and GPCA-TIG welding.(a) TIG welding;(b) GPCA-TIG welding (O2);(c)GPCA-TIG welding (N2);(d) GPCA-TIG welding (O2+N2)
由表3 可知,当有外层气体存在时焊缝中的O 和N 元素含量都有一定程度增加,而Cr 和Ni 元素含量都有所下降,尤其当外层气体为O2时,O 元素含量上升明显,而当外层气体为N2时,N 元素含量上升明显.一般认为当熔池中的O 元素含量达到0.007 0 %~ 0.030 0 %时,将使得铁合金的表面张力温度系数由负值变成正值,熔池内形成向内向下的环流,促使电弧热量更有效向熔池底部传输,熔深显著增加,这也是不锈钢GPCA-TIG 焊中熔深增加的主要机理.另外,当外层气体为O2+N2时,虽然外层气体中O2和N2流量都只有氮、氧单独引入时的一半,焊缝中N 元素含量却远高于N2单独引入时的一半值,即氧增加了焊缝中的N 元素含量,而这源于氧对熔池表面氮的增强吸附[7].

表3 外层气体对焊缝中主要元素含量的影响(质量分数,%)Table 3 Effects of outer gas on the main element contents in the weld metal
表4 所示为采用铁素体仪所测得的焊缝中铁素体含量,不论O2和N2单独引入还是O2和N2同时引入,由于奥氏体元素N 的引入,焊缝中铁素体含量都有所下降.但当外层气体为O2+N2时,铁素体含量下降相对较少.尤其值得注意的是,其中的板条状铁素体含量却有所增加,如图2d 所示.

表4 外层气体对焊缝铁素体数(FN)的影响Table 4 Effect of outer gas on the ferrite number (FN) in the weld metal
2.3 非金属夹杂物
如图3 所示,不论TIG 焊还是GPCA-TIG 焊,焊缝中均有碳化物、氮化物和氧化物等非金属夹杂物析出,且形貌差别较大.其中碳化物形貌较复杂,呈现出网状、长条状、块状和颗粒状等形貌;氮化物则呈现稍大块状,而氧化物以细小球状颗粒物呈现.在TIG 焊焊缝中,网状碳化物较多,氧化物和氮化物较少.而在GPCA-TIG 焊中,氧化物和氮化物数量增加,而较少发现网状碳化物.

图3 焊缝金属中的非金属夹杂物Fig.3 Nonmetallic inclusions in the weld metal.(a) granular carbide;(b) network carbide;(c) blocky carbide;(d) lath carbide;(e) granular oxide;(f) blocky nitride
2.4 晶粒取向
采用EBSD 分析了焊缝中心晶粒取向,并通过后处理软件Channel 5 测量了焊缝中大小角度晶界比例和焊缝晶粒取向.图4 和表5 所示为外层气体对焊缝中心奥氏体晶粒的晶界角分布的影响,当O2和N2单独引入时,大角度晶界(晶界角θ>15°)都明显减少,而当O2和N2同时引入时大角度晶界(晶界角θ>15°)则略有上升.

表5 外层气体对fcc 晶界角分布的影响Table 5 Effect of outer gas on distribution of fcc grain boundary angle θ
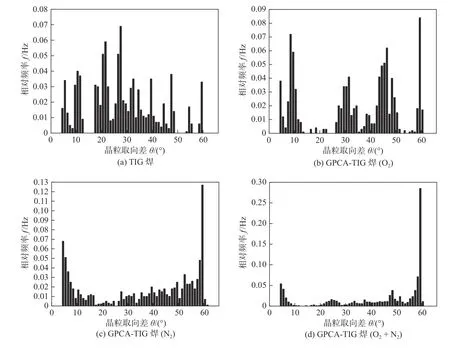
图4 TIG 焊和GPCA-TIG 焊焊缝金属fcc 晶粒取向差Fig.4 FCC grain misorientation angles in weld metal of TIG welding and GPCA-TIG welding.(a) TIG welding;(b)GPCA-TIG welding (O2);(c) GPCA-TIG welding (N2);(d) GPCA-TIG welding (O2+N2)
对于立方晶系,常以φ2=0°和φ2=45°截面图内的位置为基准来判断重要晶粒取向.图5 为TIG 焊和外层气体分别为O2,N2和O2+N2时的GPCA-TIG 焊的焊缝晶粒ODF 图,可以看出外层气体引入改变了焊缝中心晶粒取向.对于常规TIG 焊焊缝,铁素体晶粒取向较杂乱,主要分布在{001}<100>,{111}<110>,{111}<112>和{112}<111>附近,奥氏体晶粒主要分布在{110}<001>和{112}<111>附近,而对于GPCA-TIG 焊焊缝,外层气体为O2时,铁素体晶粒主要分布在{110}<001>附近,奥氏体晶粒主要分布在{111}<110>和{111}<112>附近;外层气体为N2时,铁素体晶粒主要分布在{110}<001>附近,奥氏体晶粒主要分布在{001}<100>和{001}<110>附近;外层气体为O2+N2时,铁素体晶粒主要分布在{111}<112>附近,奥氏体晶粒主要分布在{110}<110>和{111}<110>附近.

图5 TIG 焊和GPCA-TIG 焊的焊缝晶粒ODF 图Fig.5 Orientation distribution functions of TIG weld metal and GPCA-TIG weld metal grains.(a) TIG welding;(b)GPCA-TIG welding (O2);(c) GPCA-TIG welding (N2);(d) GPCA-TIG welding (O2+N2)
3 分析与讨论
对于GPCA-TIG 焊,如果外层单独引入O2,焊缝金属低温韧性会明显下降,而当O2+N2同时引入时焊缝金属低温韧性则明显回升,甚至超过普通TIG 焊的.基于以上试验数据,可从以下4 方面分析氮氧同时引入改善焊缝金属低温韧性的机理.
(1)非金属夹杂物.从表3 和图3 可知,外层气体引入使得焊缝中的非金属夹杂物数量增加.O 元素在焊缝金属中主要以各种氧化物形式存在,易使夹杂物周围产生应力集中,在外力作用下形成起裂源,从而降低焊缝金属韧性.而N 元素在焊缝中主要以间隙原子形式存在于焊缝金属中,虽然也在焊缝中发现有氮化物夹杂物存在,但数量很少,且以复杂化合物形式存在,对焊缝韧性影响较小.相比于TIG 焊,采用外层气体O2进行GPCA-TIG 焊时,焊缝金属中O 元素含量显著增加,析出氧化物对低温冲击韧性的降低作用明显;而当外层气体为O2+N2时,焊缝金属中氧含量增加较少,这种作用相对降低.
(2)晶粒尺寸.从图2 和表2 可知,外层气体引入使得焊缝晶粒细化,不利于裂纹扩展,焊缝金属低温冲击韧性上升.首先,GPCA-TIG 焊时,当外层气体为O2时将改变熔池金属表面张力温度系数,当外层气体为N2时收缩电弧,增强熔池内的电磁力,这些都将增强熔池内的向内环流,高温液态金属急速向熔池底部流动.这不但使得电弧热更有效向熔池底部传输,显著增加熔深,而且由于液态金属流速明显高于普通TIG 焊的,熔池搅拌作用增强,打断了凝固金属的连续生长,有利于形成较细的晶粒组织.尤其当N 和O 元素同时引入时,表面张力温度系数改变和电弧收缩同时起作用[8],效果更加明显.其次,氮在液态和固相奥氏体不锈钢中的溶解度相差巨大,从而熔池金属凝固时随着温度下降N 元素将以大量气泡的形式向外逸出,加剧对尚未凝固金属液体的搅拌作用,所以外层气体为N2时的晶粒却较外层气体为O2时细小[9].第三,如前所述,外层气体引入N 和O 元素还将产生大量的非金属夹杂物,成为熔池金属凝固结晶时的形核源,大大提高形核率,从而促进细晶组织的产生.
(3)铁素体含量.不论是TIG 焊还是GPCATIG 焊的焊缝金属,根据WRC-1992 计算出的Creq/Nieq值都处于1.50~ 2.00 范围内,其焊缝金属的凝固方式都是FA 模式.在凝固过程中,奥氏体是靠不断消耗铁素体形成的,随着凝固过程的不断进行,残留铁素体中Cr 等促进铁素体生成元素不断富集,而Ni,C,N 和Mn 等奥氏体元素不断贫化.Cr 元素含量的增加和Ni 元素含量的减少将使得钢的韧脆转变温度升高,焊缝金属韧性下降,所以铁素体含量的增加将使得焊缝金属韧性降低.但同时对于SUS304 奥氏体不锈钢来说,少量铁素体的存在又会打乱奥氏体晶粒的连续生长,防止晶粒粗大,阻碍裂纹扩展,使得焊缝金属韧性升高.所以当奥氏体不锈钢中铁素体含量控制在3%~ 8%时,有利于获得良好的焊缝韧性.从表4 可知,外层气体引入使得焊缝中铁素体含量下降,但当O2和N2同时引入时,铁素体含量下降值较少,中等适量,对焊缝金属低温冲击韧性的影响较小.
(4)晶体学取向.材料的变形和断裂与邻近晶粒之间的取向差有较大的关系.对材料强韧性起不利作用的是亚晶界和小角度晶界(θ<15°),而其有益作用的是大角度晶界(θ>15°).当裂纹扩展到晶界取向差大于15°的晶界时,需要更多消耗能量,从而起到止裂作用.从图3 和表5 可知,当O2和N2单独引入时,奥氏体晶粒大角度晶界数量减小使得晶界能下降,裂纹更易扩展,韧性下降,而当O2和N2同时引入时,奥氏体大角度晶界数量增大使得晶界能上升,裂纹不易扩展,韧性增高.
在奥氏体不锈钢中骨架状和板条状铁素体在位向上的差异也将对焊缝性能产生很大影响.根据Karlsson 等人[10]和Kamiya 等人[11]的理论,奥氏体不锈钢中的骨架状铁素体满足N-W 取向,铁素体的原子间距为0.25 nm,奥氏体的原子间距为0.29 nm,而板条状铁素体满足K-S 取向,铁素体和奥氏体的原子间距均为0.25 nm 左右.故相比于骨架状铁素体,板条状铁素体与奥氏体的匹配性更好,结合能更高,抵抗裂纹的能力更强.这既意味着O2和N2同时引入时焊缝中板条状铁素体增多可以提高焊缝金属的韧性,同时意味着裂纹会优先选择具有{100}晶面的骨架状铁素体扩展.
第三,根据Schimid 定律可知,与裂纹扩展方向夹角越小的晶面,在裂纹扩展过程中越易发生转动,从而致使裂纹更易扩展.在立方晶系中,{100}晶面与{110}晶面夹角为45°,{100}晶面与{111}晶面夹角为54.73°,{100}晶面与{112}晶面的夹角为35.27°.由前述可知,在TIG 焊焊缝中铁素体分布较杂乱,在{001}<100>,{111}<110>,{111}<112>和{112}<111>附近都有分布,与裂纹最易扩展晶面{100}之间的夹角分别为0°,35.27°或54.73°,而与此相比,O2和N2单独引入时焊缝中铁素体晶粒均分布在{110}<001>附近,与{100}晶面夹角为45°,而O2和N2同时引入时焊缝中铁素体晶粒均分布在{111}<112>附近,与{100}晶面夹角为54.73°,即当O2和N2同时引入时,使得铁素体晶粒取向与奥氏体晶粒裂纹最易扩展面之间的夹角增大,裂纹不易扩展,韧性上升.
4 结论
(1)外层气体种类对不锈钢GPCA-TIG 焊焊缝低温冲击韧性有较大影响.单独引入O2时将明显降低,单独引入N2时则降低较少,而同时引入O2和N2将增加焊缝金属低温冲击韧性.
(2) GPCA-TIG 焊焊缝组织由奥氏体、铁素体和少量的第二相粒子组成.外层气体单独引入N 和O 元素使得焊缝N 和O 元素含量增加,非金属夹杂物增加,铁素体数量下降.当N 和O 元素同时引入时这种趋势减弱,板条状铁素体数量增加,金相组织较为细小.
(3)外层气体引入既改变了焊缝金属中铁素体和奥氏体的晶粒取向,又改变了奥氏体晶界分布.N 和O 元素单独引入时,奥氏体晶粒大角度晶界明显减少,而N 和O 元素同时引入时却略有上升.
(4) N 和O 元素同时引入增强GPCA-TIG 焊缝金属低温冲击韧性的机理主要在于:焊缝微观组织较细,焊缝金属中的N 和O 元素含量和所形成的非金属夹杂物增加程度和铁素体数量的下降程度都相对较少,却增加了奥氏体晶粒中的大角度晶界数量以及铁素体晶粒与奥氏体晶粒之间位向关系的匹配性,从而使得裂纹不易扩展,韧性增强.
