黄金浮选尾矿中长石综合利用研究
2022-05-09高腾跃李光胜朱幸福
高腾跃,李光胜,朱幸福,吉 强
(山东黄金矿业科技有限公司选冶实验室分公司,山东 烟台 261400)
胶东地区是我国最大的黄金生产基地,其黄金资源储量占全国的1/3 以上,年黄金总产量超过70 t[1]。由于该地区金矿具有可选性好、回收率高等特点,因此矿山企业多采用浮选-氰化工艺进行生产。不同于有色金属矿浮选,金的浮选精矿产率通常较低,相较其他金属矿,其会产生更多的尾矿。近年来,充填采矿法的推广应用实现了尾矿的有效再利用[2],但其总体消纳量不足60%,仍有大量浮选尾矿需要排入尾矿库中。然而,随着绿色矿山建设的深度推进和安全风险防控意识的增强[3],加上原有尾矿库库容的日渐萎缩,尾矿处置问题再度成为制约企业发展的瓶颈,开展尾矿减量化、资源化利用已是势在必行的选择。
长石是胶东地区黄金浮选尾矿中常见的有价矿物,其在陶瓷、玻璃、搪瓷等行业有着广泛的应用,需求量呈现持续增长态势[4]。目前,从尾矿中回收长石的研究[5-7]已取得一定成果,有研究采用不同浮选工艺分别从钼尾矿、铜尾矿中获得合格的长石产品,实现了尾矿的综合利用[8-9]。本文以胶东地区某黄金浮选尾矿为研究对象,对比分析不同工艺对长石的回收效果,确定了适宜的工艺路线,为黄金浮选尾矿的减量化、资源化利用提供了一定的研究基础。
1 原料性质
1.1 尾矿的成分及矿物组成
浮选尾矿经缩分后取样检测,通过多元素分析和X 射线衍射(XRD)分析可知,该尾矿的主要矿物组分为石英、长石和云母类矿物,其XRD 分析图谱如图1所示。其中,长石主要以钾长石和钠长石的形式存在,经BPMA 工艺矿物学分析确定,长石总含量达到52.75%。样品的多元素化学分析结果如表1所示,样品中K2O 和Na2O 合计含量达到8%,达到二级品长石陶土原料要求,其具备回收长石的利用价值。

图1 尾矿XRD 分析图谱

表1 尾矿化学多元素分析
1.2 长石的粒级分布
通过湿法筛分对尾矿的粒级分布进行分析,分析结果如表2所示。
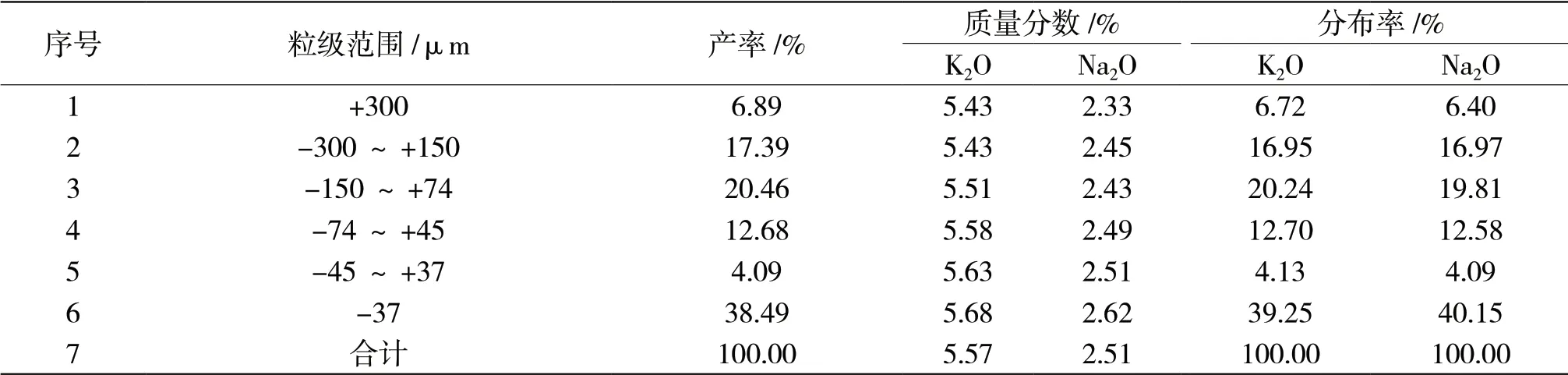
表2 尾矿不同粒级分析结果
由表2 可以看出,浮选尾矿中细泥含量较高,样品中37 μm 以下颗粒所占比重达到38.49%;K2O 和Na2O 在细粒级产品中含量略高,但总体差别不明显,基本呈现均匀分布。
2 试验方法
原浮选尾矿调浆后采用沉降脱泥的方式抛除微细粒矿泥,而后采用立环高梯度磁选机进行磁选综合回收试验研究,去除含铁杂质对长石品质及白度的影响。同时,采用不同浮选工艺进行长石的浮选综合回收试验研究,考察进一步提高长石品质的可行性。本文以K2O 和Na2O 的合计含量表征长石的品质并将其用于计算回收率,杂质铁元素的含量以Fe2O3计。
3 结果与讨论
3.1 脱泥试验结果
调节矿浆浓度至25%左右,经充分搅拌后静置,采用沉降脱泥方式去除细泥,在最大限度抛除细泥的前提下,考察脱泥产率对脱泥后尾矿中长石回收率的影响,所得试验结果如图2所示。
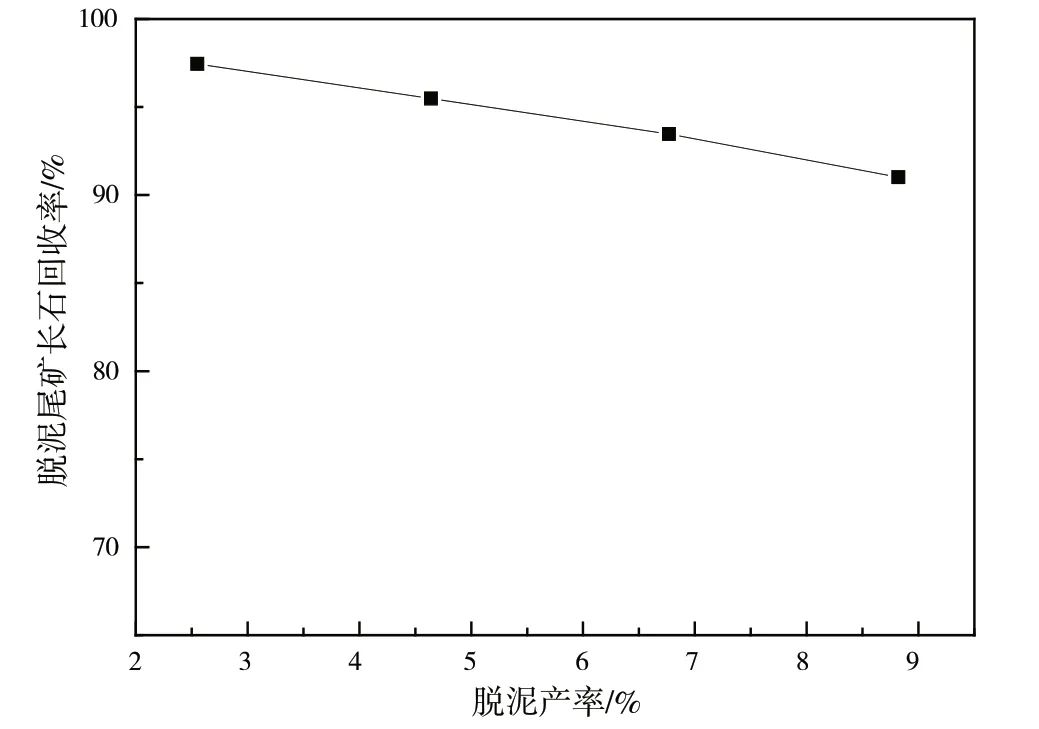
图2 脱泥产率与长石回收率的关系
由图2 可知,随着脱泥产率的增大,夹带造成的长石损失率提高,长石回收率有所下降;当脱泥产率接近7%时,脱泥效果和长石回收率均较好,过大的脱泥量将造成长石矿物的损失。因此,后续试验的脱泥产率均控制在7%左右。
3.2 磁选试验结果
脱泥后产品调节矿浆浓度至25%左右,在不同磁选强度下进行磁选除杂试验,其试验流程如图3所示,所得试验结果如表3所示。由表3 可以看出,随着磁场强度的增大,所得长石产品的铁含量逐渐降低,当采用1.4 T 的磁场强度进行除杂时,所得长石产品产率大于70%,杂质铁含量为0.24%,K2O 和Na2O的合计含量接近10%。对该样品进行白度分析,其1 200 ℃烧白度达到61.8 度。分析结果表明,磁选除杂所得长石产品达到陶瓷原料相关要求。

表3 磁选除杂试验结果
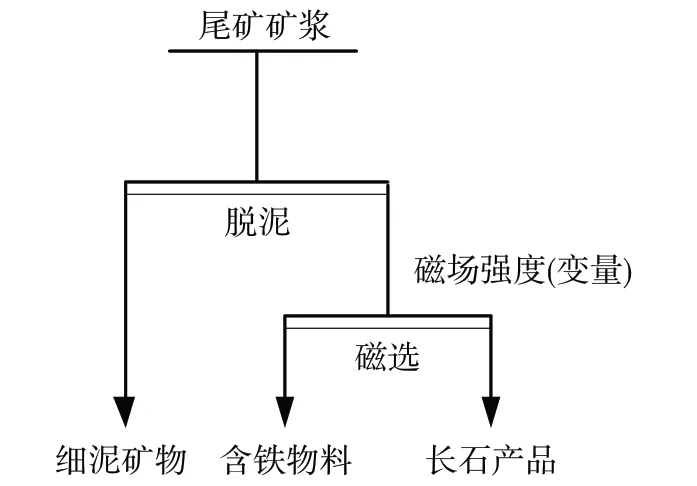
图3 尾矿磁选除杂试验流程
3.3 “有氟有酸”工艺试验结果
脱泥后产品调节矿浆浓度至30%左右,采用浮选工艺,以氢氟酸为活化剂,十二胺为捕收剂进行长石回收试验,其试验流程如图4所示,扫选过程捕收剂用量减半,不同捕收剂用量条件下所得试验结果如表4所示。由表4 试验结果可知,以氢氟酸为活化剂,采用“有氟有酸”工艺浮选回收长石的效果较好,所得长石产率在25%左右,其中K2O+Na2O 含量均大于11%;当捕收剂十二胺用量为1 600 g/t 时,长石的回收率最高,达到34.35%。但“有氟有酸”工艺对设备防腐要求较高,且氟化物对环境危害较大,实际应用时需要综合考察各因素。

表4 长石“有氟有酸”浮选回收试验结果

图4 长石“有氟有酸”浮选回收试验流程
3.4 “无氟有酸”工艺试验结果
为避免氢氟酸带来的污染问题,采用“无氟有酸”工艺,以十八胺和十二烷基苯磺酸钠阴阳离子混合捕收剂进行长石浮选回收试验,其试验流程如图5所示,扫选过程捕收剂用量减半,不同捕收剂配比试验结果如表5所示。由表5 试验结果可知,采用“无氟有酸”工艺,在不同阴阳离子捕收剂配比的条件下,浮选回收所得长石产率均在23%左右,长石中K2O+Na2O 含量略高于9%,试验数据总体差异不大,说明该工艺对尾矿中的长石捕收效果不明显。
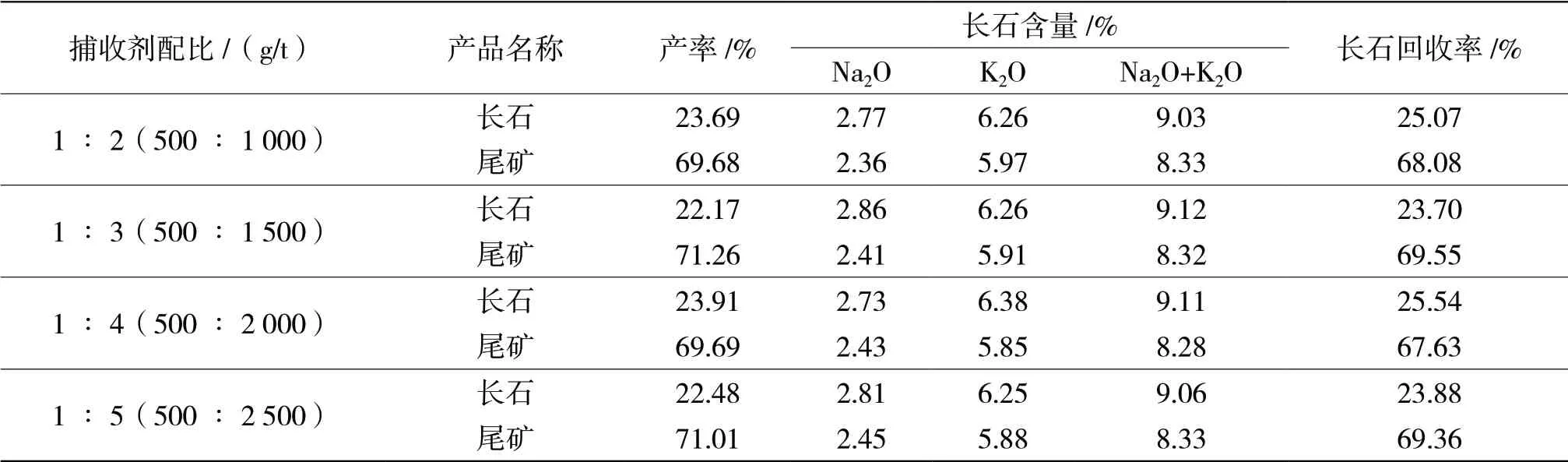
表5 捕收剂配比浮选回收试验结果
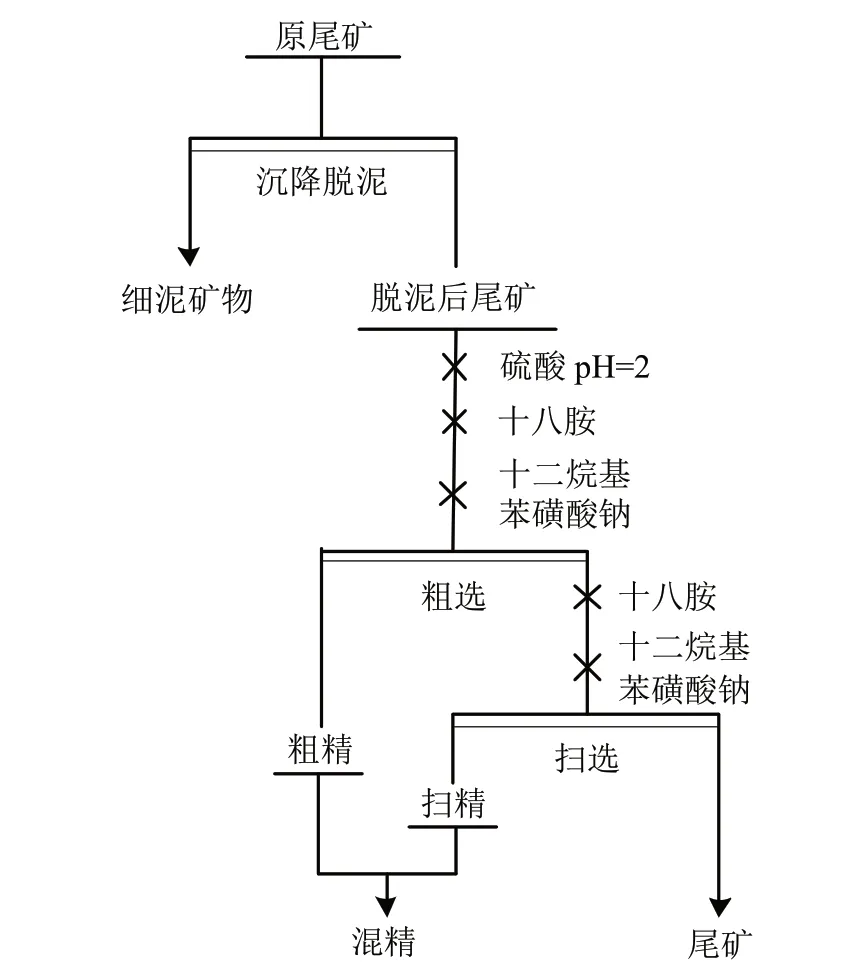
图5 长石“无氟有酸”浮选回收试验流程
4 结论
研究区黄金浮选尾矿中长石总含量达到52.75%,K2O+Na2O 含量超过8%,达到二级品长石陶土原料要求,其具备回收长石的利用价值。尾矿经脱泥后,采用1.4 T 的磁场强度进行除杂,可获得K2O+Na2O 含量接近10%、白度60 以上、产率达到70%的合格长石产品。采用“有氟有酸”工艺可以浮选回收长石,但污染较为严重;而“无氟有酸”工艺浮选富集效果不明显,因而推荐采用磁选工艺进行长石的综合回收。
