工作用玻璃线纹尺校准方法研究及应用
2022-05-07沈玮炜


摘 要:通过对工作用玻璃线纹尺实际应用场景和现有溯源方式的分析研究,根据校准方法开发和测量结果评定的原则,编写了适用于精度等级较低的工作用玻璃线纹尺的校准方法,选定了校准标准器,并对该方法带来的不确定度进行评定,增加了国家计量检定系统中二等以下玻璃线纹尺的传递环节,解决了工作用玻璃线纹尺的溯源问题。
关键词:几何量;玻璃线纹尺;不确定度;光学仪器;校准
中图分类号:TB921 文献标志码:A 文章编号:1671-0797(2022)09-0052-04
DOI:10.19514/j.cnki.cn32-1628/tm.2022.09.014
0 引言
玻璃线纹尺是用玻璃制成的、表面上准确地刻有等间距平行线的长度测量和定位元件,间距一般为1 mm、0.1 mm或0.01 mm,用于长度计量的量值传递,广泛应用于各级计量单位、研究所及精密機械加工厂计量室和车间。
本课题中的工作用玻璃线纹尺特指等级判定达不到《高等别线纹尺检定规程》(JJG 73—2005)[1]要求的玻璃线纹尺。
随着长度专业测量对操作便利性需求的发展,越来越多的光学仪器,如投影仪、影像测量仪、光学轮廓仪等被使用到日常的测量活动中。由于光学系统计算的特点,设备供应商将玻璃线纹尺作为自校器具提供给实际使用的企业以核查光学设备系统的稳定性。因此,越来越多的工作用玻璃线纹尺需要被溯源。
由于《线纹计量器具检定系统》(JJG 2001—1987)[2]规定尽量减少传递环节,玻璃线纹尺的等别仅为一等、二等,没有再多增设一个等级。且目前仅有中国计量科学研究院和华东国家计量测试中心两家国家溯源单位拥有激光干涉比长仪,有能力开展一等、二等标准玻璃线纹尺的检定。工作用玻璃线纹尺的用户面临着溯源周期长、路途远、因判定要求高而难以溯源合格等实际的溯源困难。
本课题经过对线纹尺的溯源工作原理的研究、校准标准器的选用比较、测量影响因素的评估和控制,编写了工作用玻璃线纹尺的校准规范,增加了国家计量检定系统中二等以下玻璃线纹尺的传递环节,达到了开展工作用玻璃线纹尺的校准活动以满足市场上日益增多的溯源需求的目的。
1 线纹尺溯源工作原理
经调查,目前两家国家检定机构开展一等、二等线纹尺检定采用的标准器是在激光干涉比长仪作为测量基准的基础上自主研发的,其主要的测量原理是根据激光干涉比长仪光学测量方法和光电显微镜作为刻线瞄准装置进行读数。该装置体积庞大、投资金额大,应用于商业校准机构开展工作用玻璃线纹尺的校准工作是不切实际的。
于是通过对《高等别线纹尺检定规程》(JJG 73—2005)[1]的高等别线纹尺的检定工作原理和检定标准器的要求的研究,决定自行建立开展工作用玻璃线纹尺校准所需的整个测量装置系统。该系统至少需要包括符合量值传递要求的测长系统作为主标准器、对齐刻线的瞄准系统和满足开展被校准工作用标准器测量范围的工作台面作为辅助标准器。
2 选用作为测长系统的标准器
如前文所述,工作用玻璃线纹尺是投影仪、影像测量仪、显微镜等光学设备的配套自校器具,提供给实际使用的企业以核查光学设备系统的稳定性。通常情况下,以上光学设备系统根据设备提供商提供的测量精度或者企业内部控制要求,允差要求在几微米到十几微米不等,通常为±10 μm。为了确保配套的工作用玻璃线纹尺能够满足核查需要,对使用的光学设备的性能好坏做出即时判断,按照《测量仪器特性评定》(JJF 1094—2002)[3]的规定,要求工作用比例线纹尺的校准测量不确定度≤1/3光学类仪器的最大允差,最好≤3 μm。由此可以推导选用的可作为测长系统基准的标准器允差范围需要优于±1 μm,即需要选用达到纳米级别精度的设备。
在研究过程中发现,激光干涉仪的测量原理是将激光束通过分光镜分成两路,一路反馈给探测器,另一路进入移动的反射镜反射回探测器,通过测量光路长度改变来改变干涉光束的相对相位,并且由此产生相长干涉和相消干涉的循环,从而导致叠加光束强度的明暗周期变化,据此来进行测量,如图1所示,精度保持在±0.05×10-6以内,远高于测量需求。
激光干涉仪还可以开展测长仪、导轨等平面度、线性、小角度、移动距离的测量,综合适用范围、购买费用等实际考量后,测量范围为0~30 m的激光干涉仪被选用为测长基准,即工作用玻璃线纹尺的主标准器。
在试用的测量过程中发现,激光干涉仪使用时会受到温度、湿度、空气中光折射等因素影响,所以在测量结果影响因素中决定采用上级溯源的整体测量不确定度作为激光干涉仪的不确定度引入[4],即激光干涉仪示值误差引起的标准不确定度为1 m以内的位移扩展不确定度为0.4 μm,标准不确定度取其半宽,即0.2 μm。
3 选用工作平台
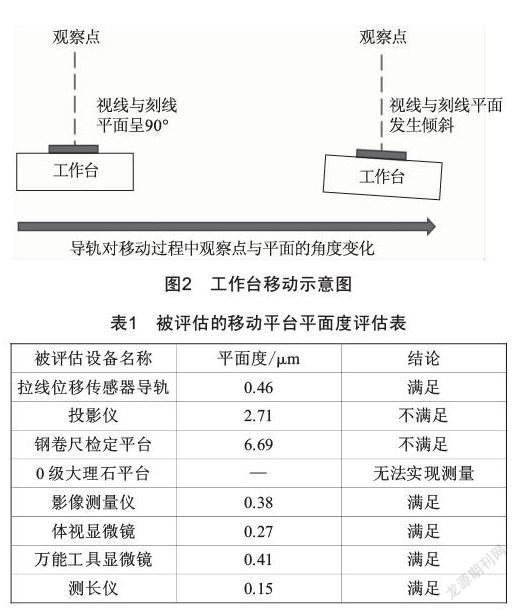
按照激光干涉仪的工作原理,必须要选用能让玻璃线纹尺移动起来使光路发生变化的平台才能获得测量结果。砝码的检定原理即天平只作为衡器与显示装置,不参与标准砝码与被校砝码的量值传递过程,但需要满足衡器合成不确定度≤1/6的被校砝码最大允许误差的要求[5]。参照砝码的检定原理,可移动的工作平台在移动过程中平面会发生倾斜(图2),故工作台的平面度均需要控制在±0.5 μm范围内。
对实验室可以实现移动工作平台的拉线位移传感器导轨、投影仪、影像测量仪、体视显微镜、万能工具显微镜和测长仪等,用激光干涉仪分别进行了最大300 mm范围内的评估和测量,结果如表1所示。
由表1可知,除钢卷尺检定平台、大理石平台和投影仪外,实验室现有的设备拉线位移传感器导轨、影像测量仪、体视显微镜、万能工具显微镜和测长仪均可作为工作平台使用。
4 选用作为瞄准系统的标准器
工作用玻璃线纹尺的校准需要在起始位置和测量位置瞄準对齐线纹刻度的左端或右端进行位置标记。对入选的5个可作为工作平台的设备进行初步筛选:
(1)拉线位移传感器导轨没有瞄准装置;
(2)测长仪是端度测量的设备,无法实现线纹类测量的刻线瞄准;
(3)体视显微镜是处于水平方向静态测量,而导轨是垂直方向的移动,无法实现瞄准。
工作用玻璃线纹尺的线纹测量需要进行表面识别,想要实现所看即所测的读数还需要额外增配CCD读数装置。由于还有影像测量仪和万能工具显微镜可以作为瞄准系统的备选方案来进行选择,拉线位移传感器导轨或测长仪加装CCD瞄准系统的方案暂不考虑。
针对影像测量仪和万能工具显微镜的瞄准误差,选取一根200 mm的二等玻璃线纹尺作为被检测对象,选取50 mm、100 mm、200 mm 3个测量点,每个点分别进行10次独立的重复性试验,一共进行了3组,试验标准差结果如表2所示。
从表2试验结果得出,影像测量仪和万能工具显微镜两个设备引入的不确定度分别为0.52 μm和0.06 μm,均能满足1/3玻璃线纹尺允差的要求。
5 确定测量过程中的不确定影响因素
从设备自带的放大系统和观察便利性上来看,预判重复性试验结果应该是影像测量仪优于万能工具显微镜,必然是在测试过程中有较大的测量不确定影响因素导致目前得出了截然不同的结果,于是对测量过程中的不确定影响因素进行逐一排摸,发现:
(1)试验中采用的影像测量仪最小读数为1 μm,万能工具显微镜为0.1 μm,在瞄准过程中产生了约0.5 μm的由分辨力带来的读数误差,因此在条件允许的情况下需要选择最小读数至少为0.1 μm的影像测量仪作为瞄准标准器。
(2)影像测量仪的放置环境为普通温控室,而万能工具显微镜放置的环境为温度(20±2)℃、湿度(50±5)%的测量室,即测量精密螺纹规的恒温恒湿房。加上激光干涉仪本身在使用过程中就要对环境温度和湿度进行补偿,湿度是用于倒推饱和大气压下温度的。由此推导出环境温度会影响到玻璃线纹尺膨胀及膨胀系数的选择,还会进一步扩大激光干涉仪的补偿温度与玻璃线纹尺尺温温度差。
考虑到房间温度控制的成本和可行性,直接在恒温恒湿房的万能工具显微镜上进行了温度方面的不确定影响评定。参照高等别线纹尺的建议,被校准的工作用玻璃线纹尺需要预先等温24 h[1]后进行评估。取万能工具显微镜最大量程对应的200 mm工作用玻璃线纹尺作为评估对象,发现:
(1)线纹尺的线胀系数检定误差为±0.5×10-6 ℃-1,取最大测量范围长度为200 mm的玻璃线纹尺时,测量环境温度(20±X)℃与产生的标准不确定度为0.04X μm的关系。
(2)由于激光干涉仪会测量气温、气压和湿度以补偿激光波长的变化,而激光干涉仪温度传感器测温与玻璃线纹尺的温度差不超过0.2 ℃,标尺线胀系数为10×10-6 ℃-1,服从反正弦分布,k=,则产生的不确定度为0.28 μm。
由此得出建立的测量系统所带来的B类测量不确定度分量[4]如表3所示。
(3)为满足测量要求,需要对A类不确定度[4]进行评估,采用激光干涉仪对选定的被校工作用玻璃线纹尺的200 mm度值刻度进行10次独立的测量,并得到测量结果(图3),根据贝塞尔公式计算可得重复性试验标准差为0.71 μm。
为进一步减少A类不确定度的引入,测试采用刻线左端对齐和右端对齐2次测量值的平均值为测量结果,则可得到A类不确定度引入为0.71/≈0.50 μm。
考虑到市场上工作用玻璃线纹尺的实际允差要求以及后续环境控制成本,最终选定将玻璃线纹尺的等温温度控制在(20±1)℃。最终评定下来的整体不确定度为(0~200 mm):U=1.3 μm(k=2)。
6 编制工作用玻璃线纹尺的校准方法
根据选择好的标准器、需要控制的环境温湿度等影响因素,对校准程序进行细化。
6.1 标准器
激光干涉仪、万能工具显微镜。
6.2 环境控制
在温度控制为(20±1)℃的恒温房,玻璃线纹尺等温后24 h进行校准。
6.3 校准程序
(1)工具显微镜选用10X物镜,将充分恒温后的玻璃线纹尺放置于工具显微镜的工作台上,调整工具显微镜焦距,使玻璃尺刻线成像清晰,将工具显微镜米字线纵刻线压在玻璃线纹尺零刻线左端,调整工具显微镜工作台调整螺钉,使玻璃线纹尺零刻线和尾刻线都与工具显微镜米字线纵刻线平行。
(2)激光干涉仪安装及调试:将激光干涉仪的分光镜固定在大理石平台上,将反射镜固定在工具显微镜移动台面上,通过全量程调整激光源、分光镜和反射镜形成光路回路,确保激光干涉仪在整个测量移动过程中均能正确捕捉到回路光,保持可测量状态。
(3)用工具显微镜米字线纵刻线瞄准线纹尺的零刻线,与零刻线左边相切,激光干涉仪清零、打开温湿度补偿;移动X轴滑板,使玻璃线纹尺移动整毫米刻线,再将工具显微镜米字线纵刻线与玻璃线纹尺该点刻线左边相切,读出激光干涉仪上的显示值,即为玻璃线纹尺的刻线实际间隔,依次校准玻璃线纹尺其他刻线间距,直至玻璃线纹尺最大测量范围。
(4)再将工具显微镜米字线纵刻线与玻璃线纹尺零刻线右边相切,干涉仪清零,移动X轴滑板,使玻璃线纹尺间隔整毫米刻线,再将工具显微镜米字线纵刻线与玻璃线纹尺该点刻线右边相切,读出激光干涉仪上的显示值,依次校准玻璃线纹尺其他刻线间距,直至玻璃线纹尺最大测量范围。
(5)对于测量范围为0~1 mm的玻璃尺,校准间隔为0.1 mm;测量范围为0~10 mm的玻璃尺,校准间隔为1 mm;测量范围大于0~10 mm的玻璃尺,校准间隔为测量范围内均匀分布的10点。
(6)取左端对齐和右端对齐[1]两种压线方式的2次测得值的平均值为校准结果。
(7)根据工作用玻璃线纹尺作为玻璃实物量具,具有材料稳定的特性以及光学类设备的复校周期,玻璃尺校准周期建议不超过1年。
7 结语
本文以激光干涉仪作为测长系统基准,以万能工具显微镜作为移动平台和瞄准测量装置,并对校准过程中的测量不确定度评定后,可以开展最大允许误差≥3.9 μm的用于量值传递的工作用玻璃线纹尺的校准活动以及最大允许误差≥10 μm的光学仪器配套的自校专用工作用玻璃线纹尺的校准活动,为《线纹计量器具检定系统》(JJG 2001—1987)[2]传递环节多增设了一个环节,更为商业实验室开展校准提供了科学的校准方法和经济适用的标准器,满足了精密机械加工厂计量室和车间、几何测量工厂或实验室对工作用玻璃线纹尺的校准溯源需求。
[参考文献]
[1] 高等别线纹尺检定规程:JJG 73—2005[S].
[2] 线纹计量器具检定系统:JJG 2001—1987[S].
[3] 测量仪器特性评定:JJF 1094—2002[S].
[4] 测量不确定度评定与表示:JJF 1059.1—2012[S].
[5] 砝码检定规程:JJG 99—2006[S].
收稿日期:2022-02-15
作者简介:沈玮炜(1986—),女,上海人,工程师,研究方向:检测和/或校准设备改良与运用。
